



ųņ═¶ėčŻ║╣▄Ą└Łh║Ė┐p┘|┴┐┼c▒Š┘|░▓╚½å¢Ņ}
üĒį┤Ż║ĪČ╣▄Ą└▒ŻūoĪĘ2022─ĻĄ┌2Ų┌ ū„š▀Ż║ųņ═¶ėč ĢrķgŻ║2022-3-21 ķåūxŻ║

ųņ═¶ėč
ć°╝ę╣▄ŠW╝»łF▒▒ĘĮ╣▄Ą└╣½╦Š
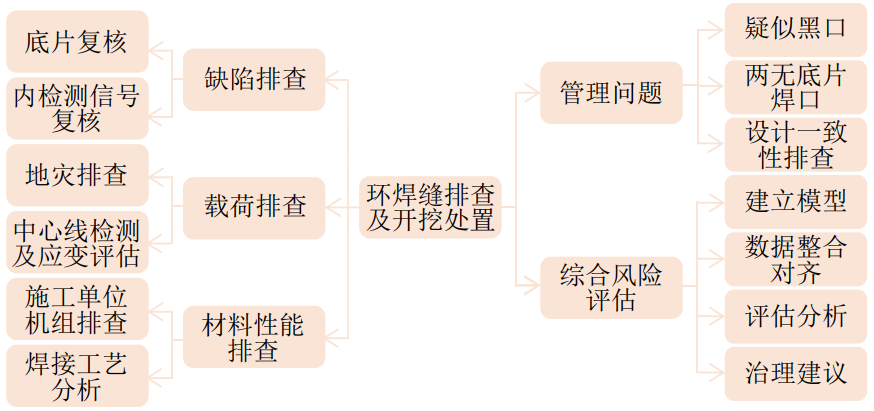
▒ŻūCŁh║Ė┐p┘|┴┐╩ŪīŹ¼Fė═ÜŌ╣▄Ą└▒Š┘|░▓╚½Ą─ĻPµIĪŻĮ³─ĻüĒ▒▒ĘĮ╣▄Ą└╣½╦Š═©▀^╚½├µķ_š╣Łh║Ė┐p┘|┴┐┼┼▓ķŻ¼╗∙▒Š├■ŪÕ┴╦«öŪ░šJūR╦«ŲĮŽ┬║Ė┐┌Ą─┘|┴┐ĀŅørŻ¼└ÕŪÕ┴╦Łh║Ė┐p╩¦ą¦ė░Ēæę“╦žŻ¼═©▀^ī”å¢Ņ}║Ė┐pĄ─╝»ųąų╬└ĒŻ¼Ž¹│²┴╦┤µ┴┐ļ[╗╝’LļUŻ¼▒Ż│ų▓ó╠ß╔²┴╦╣▄Ą└▒Š┘|░▓╚½╦«ŲĮĪŻ
1 Łh║Ė┐p┘|┴┐┼┼▓ķ
Łh║Ė┐p╩¦ą¦═∙═∙╩ŪČÓĘNę“╦ž»B╝ėĄ─ĮY╣¹Ż¼ąĶę¬ū„×ķŽĄĮy╣ż│╠Å─ČÓéĆŠĢČ╚▀Mąą┼┼▓ķŻ¼ė╔▒Ē╝░└’Ż¼šę│÷ļ[▓ž╚▒Ž▌ĪŻ
Ż©1Ż® ┼┼▓ķ╦╝┬ĘĪŻ
Ķbė┌Łh║Ė┐p╩¦ą¦Ą─Å═ļsąįŻ¼×ķ│õĘųūRäe’LļUļ[╗╝Ż¼Å─Łh║Ė┐p╚▒Ž▌Īó▌d║╔ū„ė├Īó▓─┴Žąį─▄Īó╩®╣ż╣▄└ĒĪóŠC║Ž’LļUįu╣└Ą╚ĘĮ├µ┼┼▓ķ╩¦ą¦įŁę“ĪŻęŖłD 1ĪŻ┐ŲīWŠ½£╩ųŲČ©ķ_═┌įŁät║═ėŗäØŻ¼╠ßĖ▀ķ_═┌Ą─£╩┤_┬╩Ż¼╣Ø╝sķ_═┌│╔▒ŠĪŻ
Ż©2Ż®┼┼▓ķā╚╚▌ĪŻ
╚▒Ž▌┼┼▓ķĪŻę└ō■¤oōpÖz£yś╦£╩Ż¼ī”Łh║Ė┐p╔õŠĆĄūŲ¼▀MąąÅ═║╦Ż¼šę│÷╬┤▒╗ūRäeĄ─╚▒Ž▌Ż¼Ęų╬÷┘|┴┐ļ[╗╝Ż¼ī”╚▒Ž▌ć└ųž║Ė┐┌¼Fł÷ķ_═┌“×ūCĪŻ
▓╔ė├▒▒ĘĮ╣▄Ą└╣½╦Š┐Ųčą│╔╣¹Ī░╣▄Ą└Łh║Ė┐p╚▒Ž▌┬®┤┼Öz£yą┼╠¢ūRäe┼cįuārĪ▒ĘĮĘ©Ż¼ĮY║ŽŁh║Ė┐p«É│Żķ_═┌“×ūCöĄō■Ż¼ųŲČ©Łh║Ė┐p«É│Ż╚▒Ž▌ą┼╠¢Å═║╦Ęų╝ēęÄätŻ¼╗∙ė┌ą┼╠¢╠žš„Ą─ą╬├▓ĪóÅŖČ╚Īó╬╗ų├Ą╚ą┼ŽóŻ¼ī”Łh║Ė┐p╚▒Ž▌▀MąąĘų╝ēūRäeĪŻęŖłD 2ĪŻ

łD 2 ā╚Öz£yą┼╠¢Å═║╦łD
▌d║╔┼┼▓ķĪŻ░┤ššGB/T 34346©D2017ĪČ╗∙ė┌’LļUĄ─ė═ÜŌ╣▄Ą└░▓╚½ļ[╗╝Ęų╝ēī¦ätĪĘĪóSY/T 6828©D2017ĪČė═ÜŌ╣▄Ą└Ąž┘|×─║”’LļU╣▄└Ē╝╝ągęÄĘČĪĘĪóDZ/T 0284©D2015ĪČĄž┘|×─║”┼┼▓ķęÄĘČĪĘĄ╚ś╦£╩Ż¼ī”╣▄Ą└螊ƥž×─ĀŅørĪó▄ø╚§Ąž╗∙║═╚╦╣żö_äėĄ╚▀Mąą┼┼▓ķŻ¼▓ķšę┐╔─▄ī¦ų┬╣▄Ą└╩¦ą¦Ą─×─║”³cĪŻĖ∙ō■┼┼▓ķĮY╣¹▓╔╚ĪŽÓæ¬┤ļ╩®Ż¼Ž¹│²Ąž┘|Śl╝■ė░Ēæļ[╗╝Ż¼ŪąöÓ═Ō▓┐▌d║╔ī”╣▄Ą└Ą─ė░ĒæŻ¼┤_▒Ż╣▄Ą└▀\ąą░▓╚½ĪŻęŖłD 3ĪŻ

łD 3 Ąž×─▒O£yĮžłD
▓─┴Žąį─▄┼┼▓ķĪŻ═©▀^ī”║ĖĮė╣ż╦ć▀MąąĘų╬÷Ż¼░l¼FŁh║Ė┐pį┌║ĖĮė▀^│╠ųąŅA¤ß£žČ╚Īó║ĖĮėĮėŅ^Īó║ĖĮzą═╠¢Ą╚╩ŪʱØMūŃś╦£╩ę¬Ū¾Ż¼▀MČ°═ŲöÓ▓╗═¼Łh║Ė┐p▓─┴Žąį─▄ŽÓī”┘|┴┐ĀŅørĪŻ
╣▄└Ēå¢Ņ}┼┼▓ķĪŻÖz▓ķ┼c║Ė┐┌ŽÓĻPĄ─┐ó╣ż┘Y┴Ž║═ā╚Öz£y┘Y┴ŽŻ¼┼┼▓ķ╩®╣żėøõøĪó▒O└ĒėøõøĪó¤oōpÖz£ył¾ĖµĄ─Ę¹║Žąį║═ę╗ų┬ąįŻ¼╔Ž╦▌╩®╣ż╣▄└Ēå¢Ņ}ĪŻ╚ń╣¹Łh║Ė┐p▓ķ▓╗ĄĮī”æ¬Ą─╩®╣żėøõøĪóÖz£ył¾Ėµ║═╔õŠĆĄūŲ¼Ż¼ąĶī”Ųõ▀Mąąķ_═┌Öz£yĪŻī”┤µį┌▌^ČÓ▓╗║ŽĖ±║Ė┐┌║═ą▐Å═║Ė┐┌Ą─╩®╣żĻĀ╬ķŻ¼ę¬╝ė┤¾Ųõ║Ė┐┌ķ_═┌┴┐ĪŻ
ŠC║Ž’LļUįu╣└ĪŻĮĶĶb═Ļš¹ąį╣▄└Ē╦╝┬ĘŻ¼ķ_š╣Łh║Ė┐pīŻĒŚ’LļUįu╣└Ż¼ŠC║Ž┐╝æ]║═įuārĖ„ŅÉ’LļUę“╦žī¦ų┬╣▄Ą└Łh║Ė┐p╩¦ą¦Ą─┐╔─▄ąį╝░║¾╣¹ė░ĒæŻ¼║Y▀xĖ▀╩¦ą¦’LļUŁh║Ė┐pŻ¼ė├ė┌ųĖī¦¼Fł÷ķ_═┌“×ūC║═╠Äų├╣żū„ĪŻęŖłD 4ĪŻ

Ż©3Ż®ķ_═┌“×ūCĪŻ
ī”ķ_═┌ĮY╣¹ĮyėŗĘų╬÷Ż¼┴č╝y┐┌ų„ę¬Ęų▓╝ė┌X70╣▄Ą└Ż¼╝»ųąė┌╣▄Ēö/╣▄Ąū╬╗ų├ĪŻ┴č╝y┐┌Ą─öĄ┴┐ę╗Č©│╠Č╚╔Ž─▄ē“Ę┤ė│║ĖĮė┘|┴┐╝░ŽÓĻPę“╦žī”┴č╝y«a╔·Ą─ė░ĒæŻ¼ŲõųąÅØ╣▄ūā▒┌║±┐┌Ą─▓╗║ŽĖ±║═ąĶą▐Å═▒╚└²ūŅĖ▀ĪŻęŖłD 5ĪŻų„ę¬įŁę“×ķÅØ╣▄ūā▒┌║±┐┌ŽÓ▌^ė┌Ųõ╦¹ŅÉą═║Ė┐┌║ĖĮė▀^│╠ļyČ╚Ė³┤¾Ż¼╚▌ęū«a╔·ÜŌ┐ūĪó╬┤╚█║ŽĪó┴č╝yĄ╚╚▒Ž▌Ż¼ęį╝░┴¶┤µÜłėÓæ¬┴”ĪŻ
łD 5 Ė„ŅÉą═║Ė┐┌▓╗║ŽĖ±Ęų▓╝
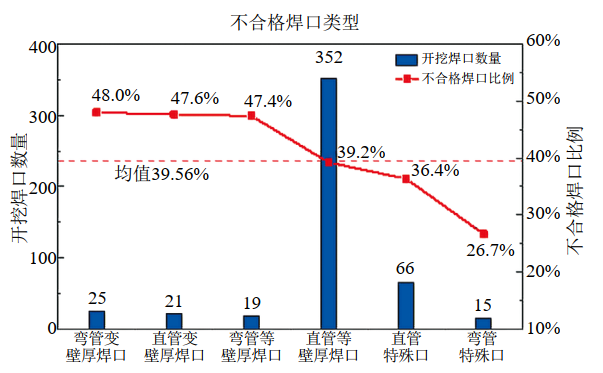
ļSų°│ų└mķ_š╣Łh║Ė┐p┼┼▓ķ║═ķ_═┌“×ūCŻ¼║Ė┐┌Ą─▓╗║ŽĖ±┬╩║═ąĶą▐Å═┬╩ų─ĻŽ┬ĮĄŻ¼šf├„į┌ę█╣▄Ą└Łh║Ė┐p┤µ┴┐’LļUš¹¾wĮĄĄ═ĪŻ
2 ī”Łh║Ė┐p╚▒Ž▌Ą─šJų¬
Łh║Ė┐p╚▒Ž▌╩Ūę²░l╩┬╣╩Ą─╗∙ĄAų┬ę“ĪŻ▓─┴Žąį─▄▓╗▀_ś╦ī¦ų┬Ąų┐╣ķ_┴čĄ──▄┴”ĮĄĄ═Ż¼╣▄Ą└ĖĮ╝ėæ¬┴”╩Ūę²░l╩┬╣╩Ą─═Ō▓┐ę“╦žĪŻ
Ż©1Ż®Å─╣▄Ą└įOėŗ╝░┴”īWĮŪČ╚Ęų╬÷Ż¼¤o═Ō▌dĢr╣▄Ą└▒Š╔Ē▌SŽ“╩▄┴”▌^ąĪĪŻ│¼įOėŗ▌SŽ“▌d║╔▀^┤¾ĢrŻ¼╝┤╩╣ąį─▄▀_ś╦ę▓Ģ■«a╔·╩¦ą¦ĪŻįSČÓ░Ė└²▒Ē├„Ż¼Łh║Ė┐pąį─▄║ŽĖ±Ūę¤o╚▒Ž▌ĢrŻ¼ĖĮ╝ė▌d║╔ę▓Ģ■ī¦ų┬Ųõčėąį└Ł╔ņ╩¦ą¦ĪŻ
Ż©2Ż®ī”ė┌æ¬ūā─▄┴”▌^Ą═Ą─Łh║Ė┐pŻ¼╝┤╩╣¤o╚▒Ž▌ę▓┐╔─▄ė╔ė┌æ¬ūāĘe└█ī¦ų┬ĒgąįöÓ┴čĪŻ¾wĘeą═╚▒Ž▌═∙═∙▓╗Ģ■ī¦ų┬║Ė┐pķ_┴čĪŻ╝┤╩╣┤µį┌┤®═Ėą═╚▒Ž▌Ż¼į┌ĖĮ╝ė▌d║╔▌^ąĪŪęĒgąį▀_ś╦Ģr▓╗Ģ■░l╔·ķ_┴čĪŻŅAųŲ╚▒Ž▌▒¼ŲŲįć“×ūC├„Ż¼▌^ć└ųžĄ─║Ė┐p╚▒Ž▌ę▓─▄│ą╩▄įOėŗŚl╝■╔§ų┴ę╗Č©Ą─═Ō▌dĪŻ
Ż©3Ż®ķLŠÓļx┬Č╣▄Ż©æę┐šŻ®░Ė└²šf├„Ż¼į┌▓─┴Ž╝░║Ė┐p┴”īWąį─▄▀_ś╦Ą─Ģr║“Ż¼╣▄Ą└╝┤╩╣│ą╩▄ę╗Č©Ą─═Ō▓┐▌d║╔ę▓▓╗Ģ■░l╔·╩¦ą¦ĪŻŁh║Ė┐p¼Fł÷ķ_═┌░l¼FŻ¼Ė▀ųąĄ═õō╝ē╣▄Ą└Š∙ėą┴č╝yŻ¼ų„ę¬Ęų▓╝į┌Ė▀õō╝ē╣▄Ą└ĪŻÅ─Ę■ę█─ĻŽ▐┐┤Ż¼═Č«a╚²Īó╬Õ─ĻĄĮ╩«Äū─Ļ▓╗Ą╚Ż¼Š∙╬┤░l╔·ķ_┴čĪŻįŁę“ų„ę¬╩Ū═Ō┴”Īóūā▒┌║±ĪóĄ═ĒgąįĪó╚▒Ž▌Ą╚ČÓę“╦ž»B╝ėįņ│╔╣▄Ą└╩¦ą¦ĪŻ
3 ╠ß╔²Łh║Ė┐p┘|┴┐Į©ūh
Łh║Ė┐p┘|┴┐’LļU╣▄┐žū„×ķ╠ß╔²╣▄Ą└▒Š┘|░▓╚½Ą─ę╗ĒŚŽĄĮyąį╣ż│╠Ż¼╩Ū╣▄└Ē║═╝╝ągĮ╗┐ŚĄ─ŠC║ŽąįļyŅ}ĪŻŲõūŅ╝č╝╝ąg┐žųŲ╣سcæ¬į┌Į©įOŲ┌Ż¼░³└©ā×╗»Ą─╣▄Ą└ŠĆ┬ĘįOėŗĪóęÄĘČĄ─║ĖĮė╣ż╦ćīŹ╩®Īó┐ŲīWĄ─╚▒Ž▌Įė╩▄ś╦£╩Īóć└Ė±Ą─╩®╣ż┘|┴┐┐žųŲĄ╚ĪŻ▀\ąąŲ┌═©▀^ķ_š╣Łh║Ė┐p┘|┴┐┼┼▓ķų╬└ĒŻ¼Ž¹£pŁh║Ė┐p┤µ┴┐’LļUŻ¼ęįėąą¦ĮĄĄ═▒Š¾w’LļUŻ¼▒ŻšŽ╣▄Ą└▒Š┘|░▓╚½ĪŻ×ķ┤╦╠ß│÷ęįŽ┬Į©ūhĪŻ
Ż©1Ż®ā×╗»ŠĆ┬ĘįOėŗĪŻ
▒M┴┐▒▄ūīĄž┘|×─║”Ė▀░lģ^Ż¼£p╔┘ÅØŅ^Īóūā▒┌║±┐┌║═▀BŅ^┐┌Ą╚Ż¼╗“▓╔╚Ī╠ßŪ░ų╬└ĒĪóŅAĘ└Ą╚┤ļ╩®£pŠÅī”╣▄Ą└▒Š¾wĄ─ė░ĒæĪŻī”ė┌┤µį┌═┴¾w╬╗ęŲī¦ų┬Łh║Ė┐pĖĮ╝ėæ¬┴”Ą─’LļU╣▄Č╬Ż¼æ¬į┌GB 50251©D2015ĪČ▌öÜŌ╣▄Ą└╣ż│╠įOėŗęÄĘČĪĘ╗∙ĄA╔Žį÷╝ė╣▄Ą└▌SŽ“æ¬┴”ąŻ║╦ĪŻī”ė┌¤oĘ©═©▀^ąŻ║╦Ą─╣▄Č╬Ż¼┐╔┐╝æ]▓╔ė├╗∙ė┌æ¬ūāĄ─įOėŗŻ¼▀xė├┤¾æ¬ūā╣▄Ą└║═ŽÓæ¬║Ė▓─╝░║ĖĮė╣ż╦ćį÷╝ėš¹¾w╣▄Č╬┐╣ūāą╬Ą──▄┴”ĪŻ
Ż©2Ż®┐žųŲ╣▄▓─ÅŖČ╚ĪŻ
Ė▀õō╝ē╣▄ŠĆõōŲš▒ķ▓╔ė├┐ž▄ł┐ž└õ╝╝ągŻ¼ī¦ų┬Ė„Ž“«Éąįį÷╝ėŻ¼š¹¾wÅŖČ╚Ų½Ė▀Ż¼╩╣╣▄Ą└Łh║Ė┐pĄ─ÅŖČ╚Ųź┼õļyČ╚į÷╝ėĪŻć°ļHų¬├¹Ų¾śI╣▄Ą└ś╦£╩į┌API 5LĄ─╗∙ĄA╔Žī”Ū³Ę■ÅŖČ╚▓©äėĘČć·▀Mąą┴╦╩ššŁŻ¼X65ĪóX70║═X80╚²éĆõō╝ēĄ─╩ššŁĘČć·Š∙×ķ120 MPaĪŻųąČĒ¢|ŠĆĄ─╣®žøŚl╝■ųąŻ¼ę▓ī”ÅŖČ╚Ą─╔ŽŽ▐▀Mąą┴╦Ž▐ųŲŻ©Ū³Ę■ÅŖČ╚555 MPaĪ½690 MPaĪó┐╣└ŁÅŖČ╚625 MPa Ī½780 MPaŻ®ĪŻ═¼Ģr═©▀^ā×╗»╣▄ŠĆõōĄ─╗»īW│╔ĘųĖ─╔ŲŁh║Ė┐pĒgąįĪŻ
Ż©3Ż®┐žųŲĘĄą▐╣ż╦ćĪŻ
─┐Ū░╩š╝»Ą─┴č╝y║Ė┐┌Ęų╬÷ł¾Ėµ’@╩Š30%Ą─┴č╝y┼cā╚ĘĄą▐╝░ā╚ča║ĖŽÓĻPŻ¼šf├„Łh║Ė┐pĘĄą▐╝░ča║Ė▀^│╠┐╔─▄┤µį┌▓╗║ŽęÄŻ¼╗“ĘĄą▐╝░ča║Ė╣ż╦ćėą┤²▀Mę╗▓Įā×╗»╠ß╔²ĪŻį┌╝µŅÖĮøØ·ąį║═┐╔▓┘ū„ąįĄ─═¼ĢrŻ¼æ¬ųž³c┐╝æ]║ĖĮėĘĮĘ©ī”ė┌Łh║Ė┐p┘|┴┐Ą─ė░ĒæĪŻ
Ż©4Ż®═ŲąąųŪ─▄▒O╣▄ĪŻ
═©▀^ą┼Žó╗»║═╣żśI╗»╝╝ąg╚┌║ŽŻ¼īŹ¼Fī”╩®╣żŁh╣Ø╝░╣żą“┐╔ęĢ╗»╣▄└ĒĪóųžę¬╩®╣żģóöĄīŹĢräėæB╣▄└ĒŻ¼┤_▒Ż╚½▀^│╠▒O╣▄║═╩®╣ż┘|┴┐ĪŻ╗∙ė┌öĄūųī\╔·Ą─Łh║Ė┐p╣ż│╠Į©įOķ_š╣╚½┴„│╠öĄō■╣▄└ĒŻ¼īŹ¼FŁh║Ė┐p╩¦ą¦░lš╣ŅA£y╝░’LļU£pŠÅøQ▓▀ĪŻ
ū„š▀║åĮķŻ║ųņ═¶ėčŻ¼1978─Ļ╔·Ż¼▒Š┐Ų«ģśIė┌▒▒Š®╩»ė═╗»╣żīWį║ļŖÜŌ╝╝ągīŻśIŻ¼┤T╩┐«ģśIė┌ųąć°╚╦├±┤¾īW╣ż╔╠╣▄└ĒīŻśIĪŻ¼F╚╬ć°╝ę╣▄ŠW╝»łF▒▒ĘĮ╣▄Ą└ėąŽ▐ž¤╚╬╣½╦Š³h╬»╬»åTĪóĖ▒┐éĮø└ĒĪŻ
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW░▓éõ 62010202003034╠¢
Ė╩╣½ŠW░▓éõ 62010202003034╠¢ 
