



╗∙ė┌╚²ŠS╝ż╣ŌÆ▀├ĶĄ─ūāą╬╣▄Ą└Öz£y╝╝ąg
üĒį┤Ż║ĪČ╣▄Ą└▒ŻūoĪĘļsųŠ ū„š▀Ż║┘ć╔┘┤© ÅłŲĮ ═§┐ĪÅŖ ĢrķgŻ║2018-11-6 ķåūxŻ║
┘ć╔┘┤©1 ÅłŲĮ2 ═§┐ĪÅŖ2
1.ųąć°╩»╗»õN╩█ėąŽ▐╣½╦Š╚A─ŽĘų╣½╦ŠŻ╗ 2.ųąć°╠žĘNįOéõÖz£y蹊┐į║
š¬ ꬯║ ╣▄Ą└ūāą╬╩Ū╣▄Ą└▀\ąą▀^│╠ųą│ŻęŖĄ─╚▒Ž▌Ż¼ŲõŽÓī”ūāą╬╔ŅČ╚║═ÖEłAūāą╬┬╩ų▒Įėė░Ēæ╣▄└Ēš▀Ą─ŠSōīą▐øQ▓▀Ż¼ę“┤╦Öz£yŠ½Č╚ų┴ĻPųžę¬ĪŻ╚²ŠS╝ż╣ŌÆ▀├Ķ╝╝ągŠ▀ėąĖ▀Š½Č╚Īó▀mė├ąįÅŖĪó┐╣═ŌĮńĖ╔ö_Īó▓┘ū„ĘĮ▒ŃĄ╚╠ž³cŻ¼┐╔ęįæ¬ė├ĄĮūāą╬╣▄Ą└Öz£yŅIė“ĪŻĮķĮB┴╦╚²ŠS╝ż╣ŌÆ▀├Ķ╝╝ągį┌ūāą╬╣▄Ą└Öz£yųąĄ─Š▀¾wĘĮĘ©Ż¼▓ó═©▀^īŹļH╣ż│╠┼cé„Įy╣żŠ▀Öz£yĪóā╚ūāą╬Ų„Öz£yī”▒╚“×ūCŻ¼ĮY╣¹▒Ē├„Ż║įōĘĮĘ©├„’@╠ßĖ▀┴╦ŽÓī”ūāą╬╔ŅČ╚║═ÖEłAūāą╬┬╩Ą─Öz£yŠ½Č╚ĪŻ
ĻPµIį~Ż║ ūāą╬╣▄Ą└Ż╗╚²ŠSą╬├▓Ż╗╝ż╣ŌÆ▀├ĶŻ╗ŽÓī”ūāą╬╔ŅČ╚Ż╗ÖEłAūāą╬┬╩
╩»ė═╠ņ╚╗ÜŌ╣▄Ą└į┌Į©įO║═▀\ąą▀^│╠ųąė╔ė┌ķ_═┌ÖCąĄ┼÷ū▓ĪóÅŖąą║ĖĮėĮMī”Īó╩»Ņ^öDē║ĪóĄž┘|×─║”Ą╚įŁę“Ż¼Ģ■ī¦ų┬░╝Ž▌Īó±▐░ÖĪóÅØŪ·Ą╚╣▄Ą└ūāą╬╚▒Ž▌ [1]ĪŻ▀@ą®╚▒Ž▌ę╗Ą®│¼▀^Ž▐Č╚Ż¼į┌ūāą╬╬╗ų├╠ÄĄ─æ¬┴”╝»ųą║═╣▄Ą└ā╚▓┐Įķ┘|ē║┴”Ą─ū„ė├Ž┬Ż¼ätśO┐╔─▄░l╔·╣▄Ą└ŲŲ┴čĪóą╣┬®[2]Ż¼║¾╣¹śOŲõć└ųžĪŻ═¼Ģrūāą╬│╠Č╚▀^┤¾Ż¼▀ĆĢ■ę²Ųā╚Öz£yŲ„Ą─┐©Č┬Ż¼ī¦ų┬Öz£y╩┬╣╩ĪŻ×ķ▒▄├Ō░l╔·╔Ž╩÷ŪķørŻ¼į┌ūāą╬╣▄Ą└Öz£yĢrąĶꬊ½┤_£y┴┐▓óėŗ╦ŃŲõūāą╬┴┐Ż¼╚╗║¾░┤ššŽÓĻPś╦£╩Ę©ęÄ▀Mąą╣▄Ą└ą▐ča║═Ė³ōQĪŻ
1 ūāą╬╣▄Ą└Öz£yĘĮĘ©
─┐Ū░Ż¼ūāą╬╣▄Ą└ūāą╬┴┐ų„ę¬░³└©ŽÓī”ūāą╬╔ŅČ╚Öz£y║═ÖEłAūāą╬┬╩Öz£yā╔éĆĘĮ├µĪŻ│ŻęŖĄ─Öz£yĘĮĘ©ėąā╔ĘNŻ║ę╗╩Ūé„Įy╣żŠ▀Öz£yĪŻ╝┤╩╣ė├ų▒│▀Īó╔ŅČ╚│▀Īóė╬ś╦┐©│▀Ą╚ų▒Įė£y┴┐öĄō■Ż¼╚╗║¾ėŗ╦ŃŽÓī”ūāą╬╔ŅČ╚║═ÖEłAūāą╬┬╩Ż¼▀@ĘNĘĮĘ©ĘĆČ©ąį▓ŅĪóŠ½Č╚Ą═Ż¼╩▄╚╦×ķę“╦ž║═ŁhŠ│Śl╝■ė░Ēæ▌^┤¾ĪŻČ■╩Ūā╚ūāą╬Ų„Öz£yĪŻį┌╣▄Ą└ā╚▓┐═©╚ļĦé„ĖąŲ„Ą─ūāą╬Öz£yŲ„Ż¼═©▀^ĮŪČ╚Ą╚ėŗ╦ŃÖz£y╣▄Ą└Ą─ūāą╬┴┐[3]Ż¼▀@ĘNĘĮĘ©▓╗āH│╔▒ŠĖ▀Ż¼Č°Ūęė╔ė┌ÖCąĄäėæBąį─▄▌^▓ŅĪó┴┐╗»š`▓Ņ┤¾Ż¼ī¦ų┬Š½Č╚▌^Ą═Ż¼▓╗─▄ØMūŃīŹļHÖz£yę¬Ū¾ĪŻĮ³─Ļėąę╗ą®ą┬ą═Öz£yĘĮĘ©Ż¼Ą½▓ó▓╗ČÓęŖŻ¼╚ńąņĶĪĄ╚īWš▀蹊┐┴╦ę╗ĘN└¹ė├Ą═Ņl£u┴„╝╝ąg▀Mąąūāą╬╣▄Ą└Öz£yĄ─ĘĮĘ©[4]Ż╗įS├ŽŠ²ĻU╩÷┴╦╝ż╣Ōė░Ž±╝╝ągį┌╣▄Ą└Äū║╬ūāą╬Öz£yųąĄ─æ¬ė├ĘĮĘ©[5]ĪŻ▒Š╬─įö╝ÜĮķĮB┴╦ą┬ą═╚²ŠS╝ż╣ŌÆ▀├Ķ╝╝ągį┌Öz£y╣▄Ą└ŽÓī”ūāą╬╔ŅČ╚║═ÖEłAūāą╬┬╩ĘĮ├µĄ─æ¬ė├Ż¼ęįĮĄĄ═š`▓ŅŻ¼╠ßĖ▀Š½Č╚Ż¼×ķ╣▄Ą└š²│Ż▀\ąą╠ß╣®£╩┤_öĄō■ų¦│ųĪŻ
2 Öz£yįŁ└Ē
2.1 ╚²ŠSą╬├▓╝ż╣ŌÆ▀├ĶįŁ└Ē
╚²ŠS╝ż╣ŌÆ▀├Ķ╝╝ągįŁ└Ē×ķŻ║└¹ė├╝ż╣Ō£yŠÓŻ¼ėøõø▒╗£y╬’¾w▒Ē├µ┤¾┴┐├▄╝»³cĄ─ą┼ŽóŻ¼░³└©╚²ŠSū°ś╦Īó╝y└ĒĪóĘ┤╔õ┬╩Ą╚Ż¼╚╗║¾┐ņ╦┘ĄžÅ═Į©│÷▒╗£y╬’¾wĄ─╚²ŠS─Żą═ęį╝░ŠĆĪó├µĪó¾wĄ╚Ė„ĘNłD╝■įŲöĄō■ [6]ĪŻė╔ė┌╚²ŠS╝ż╣ŌÆ▀├ĶŽĄĮy─▄ē“├▄╝»ĄžĪó┤¾┴┐Ąž▓ČūĮ─┐ś╦ī”Ž¾▒Ē├µĄ─³cįŲöĄō■Ż¼ę“┤╦║═é„ĮyĄ─å╬³c£y┴┐ŽÓ▒╚Ż¼╚²ŠS╝ż╣ŌÆ▀├Ķ╝╝ąg▒╗ęĢ×ķå╬³c£y┴┐ĄĮ├µ£y┴┐▀M╗»Ė’├³Ą─╝╝ągąį═╗ŲŲ[7]ĪŻ
ūāą╬╣▄Ą└Ą─╚²ŠSÆ▀├Ķ═©│Żė├╩ų│ų╩Į╚²ŠS╝ż╣ŌÆ▀├ĶŽĄĮyŻ¼╚ńłD 1╦∙╩ŠĪŻ╩└ĮńūŅŽ╚▀MĄ─╩ų│ų╚²ŠS╝ż╣ŌÆ▀├ĶŽĄĮyĄ─Š½Č╚┐╔▀_0.02 mmŻ¼═©▀^╠žėąĄ─ūįČ©╬╗╝╝ągŻ¼─▄ē“į┌╚╬║╬ł÷Ąž┐ņ╦┘īŹ¼F╚²ŠSöĄō■ą┼ŽóĄ─▓╔╝»ĪŻ╩ų│ų╚²ŠS╝ż╣ŌÆ▀├ĶŽĄĮy╩Ū╝ż╣Ō╝╝ąg┼cė░Ž±╝╝ągŽÓĮY║ŽĄ─Æ▀├ĶāxŻ¼╗∙▒Šśŗ│╔×ķę╗éĆ╝ż╣Ō░l╔·Ų„║═ā╔éĆ╣żśICCDŻ©ļŖ║╔┼║║ŽŲ„╝■łDŽ±é„ĖąŲ„Ż®ĪŻÆ▀├ĶĢr╚²╩°╝ż╣ŌŠĆĮ╗▓µ┤“ĄĮ▒╗£y╬’¾w▒Ē├µŻ¼ā╔éĆ╣żśICCDńRŅ^▓ČūĮ╝ż╣ŌŠĆį┌╬’¾w▒Ē├µ░l╔·Ą─ą╬ūā┴┐▓ó═©▀^▄ø╝■ėŗ╦ŃĄ├ĄĮ╬’¾w▒Ē├µĄ─īŹĢr╚²ŠSą╬├▓[8]Ż¼═¼ĢrCCD═Ļ│╔─┐ś╦³cĄ─Č©╬╗║═öĄō■Ą─Ų┤Įėęį½@╚Ī═Ļ│╔Ą─Ū·├µöĄō■Ż¼╔·│╔ūŅĮKĄ─╚²ŠS─Żą═ĪŻ

łD 1 ūāą╬╣▄Ą└╚²ŠS╝ż╣ŌÆ▀├Ķ╩ŠęŌłD
2.2 łDŽ±╠Ä└Ē┼cöĄō■ėŗ╦Ń
ūāą╬╣▄Ą└╚²ŠS╝ż╣ŌÆ▀├Ķ╔·│╔Ą─³cįŲ─Żą═Ż¼┐╔ęį▓╔ė├öĄō■╠Ä└Ē╣”─▄▌^ÅŖĄ─GeomagicöĄō■Ęų╬÷▄ø╝■Ż¼īó╦∙╔·│╔Ą──Żą═öĄō■ī¦╚ļĄĮGeomagic▄ø╝■ųąŻ¼ī”ūāą╬╣▄Ą└įŲłDĄ─ÖMĮž├µ▀MąąŪąŲ¼╠Ä└ĒŻ¼▓óīėīė║Y▀x│÷ūāą╬ūŅ┤¾Ą─ÖMĮž├µŻ¼£y┴┐│÷┤╦ÖMĮž├µĄ─ūŅąĪ═ŌÅĮ║═ūŅ┤¾═ŌÅĮŻ╗ūŅ║¾ę└ō■ŽÓĻPś╦£╩ėŗ╦Ńūāą╬╣▄Ą└Ą─ŽÓī”ūāą╬╔ŅČ╚║═ÖEłAūāą╬┬╩ĪŻ
Ė∙ō■GB/T 30582©D2014ĪČ╗∙ė┌’LļUĄ─┬±Ąžõō┘|╣▄Ą└═Ōōpé¹Öz“×┼cįuārĪĘŻ¼░┤šš╔ŅČ╚£╩ätŻ¼ūāą╬╣▄Ą└Ą─ŽÓī”ūāą╬╔ŅČ╚▓╗│¼╣▄Ą└═ŌÅĮĄ─6%Ż¼Ųõėŗ╦Ń╣½╩Į╚ńŽ┬Ż║
ūāą╬╣▄Ą└Ą─ÖEłAūāą╬┬╩ę╗░Ńę¬Ū¾▓╗─▄┤¾ė┌0.03Ż¼╚¶ūāą╬┤¾Ą½╬┤░l╔·Įž├µŲŲē─ät┐╔ęį▓╗│¼▀^0.06Ż¼Ųõėŗ╦Ń╣½╩Į╚ńŽ┬Ż║
3 ╣ż│╠“×ūC
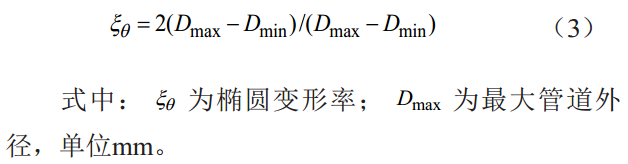
─│Č╬│╔ŲĘė═ķL▌ö╣▄Ą└ęÄĖ±×ķ”Ą 323.9 mmĪ┴6.4 mmŻ¼ė╔ė┌╩»Ņ^Ēöē║į┌6³cńŖĘĮŽ“░l¼F╚²╠Ä░╝Ž▌ūāą╬Ż©Ęųäeėø×ķ░╝Ž▌1Īó░╝Ž▌2║═░╝Ž▌3Ż®Ż¼ūāą╬▌^×ķć└ųžĪŻłD 2×ķ░╝Ž▌1¼Fł÷īŹļHą╬├▓łDĪŻ

łD 2 ░╝Ž▌1¼Fł÷īŹļHą╬├▓łD
ī”╚²╠Ä░╝Ž▌ūāą╬╣▄Č╬Ą─▒Ē├µ▀MąąŪÕØŹ╠Ä└ĒŻ¼└¹ė├Æ▀├ĶŠ½Č╚×ķ0.02 mmĄ─╩ų│ų╚²ŠS╝ż╣ŌÆ▀├ĶāxĘųäeī”╚²╠Ä░╝Ž▌╣▄Č╬▀Mąą▒Ē├µą╬├▓Æ▀├ĶŻ¼▒Ż┤µŽÓĻP³cĪóŠĆĪó├µĪó¾wĄ╚─Żą═öĄō■ą┼ŽóŻ¼╔·│╔Ė„ūįĄ─╚²ŠS─Żą═ĪŻłD 3×ķ░╝Ž▌1╚²ŠS╝ż╣ŌÆ▀├Ķą╬├▓łDĪŻ
łD3 ░╝Ž▌1╚²ŠS╝ż╣ŌÆ▀├Ķą╬├▓łD
īó╔·│╔Ą─╚²ŠSą╬├▓─Żą═ę└┤╬ī¦╚ļGeomagicĘų╬÷▄ø╝■ųąŻ¼ī”Ųõ▀MąąÖMĮž├µŪąŲ¼╠Ä└ĒŻ¼║Y▀x│÷
ūŅ┤¾ūāą╬Ą─ÖMĮž├µŻ¼╩╣ė├▄ø╝■ā╚ų├Ą─£y┴┐╣żŠ▀Ęųäe£y┴┐ūŅ┤¾ūāą╬ÖMĮž├µĄ─ūŅ┤¾═ŌÅĮ║═ūŅąĪ═ŌÅĮĪŻ
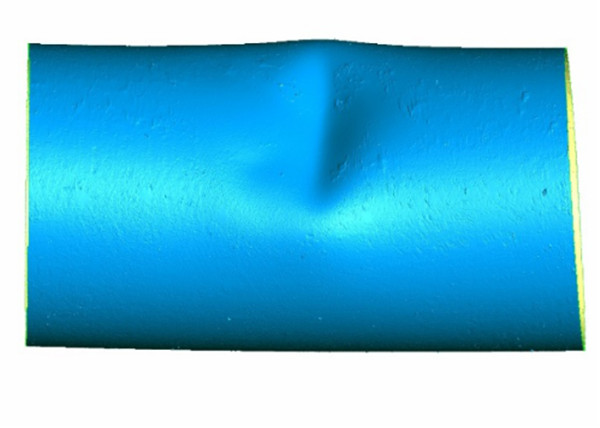
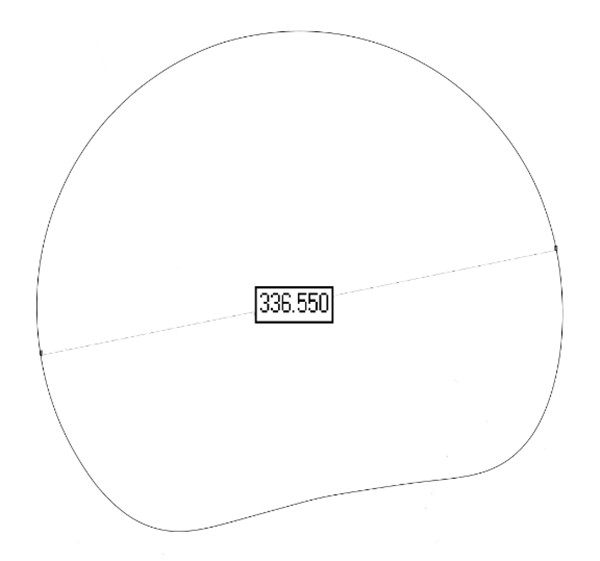
Ųõųą░╝Ž▌1Ą─ūŅ┤¾╣▄Ą└═ŌÅĮ×ķ336.550mmŻ¼╚ńłD4╦∙╩ŠŻ╗ūŅąĪ╣▄Ą└═ŌÅĮ×ķ282.524 mmŻ¼╚ńłD5╦∙╩ŠĪŻ
łD 4 ░╝Ž▌1ūŅ┤¾╣▄Ą└═ŌÅĮ
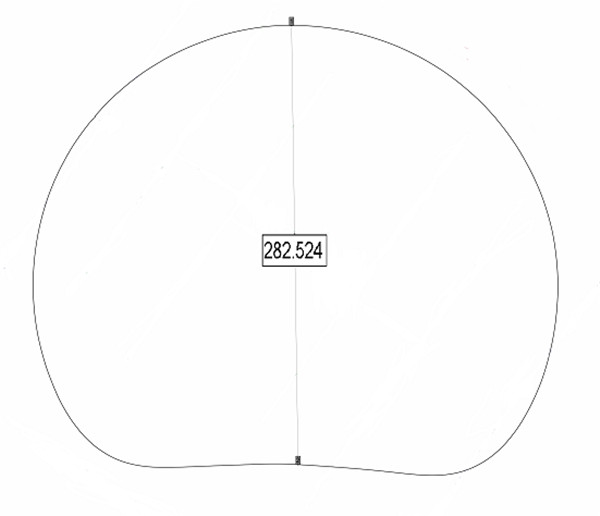
łD 5 ░╝Ž▌1ūŅąĪ╣▄Ą└═ŌÅĮ
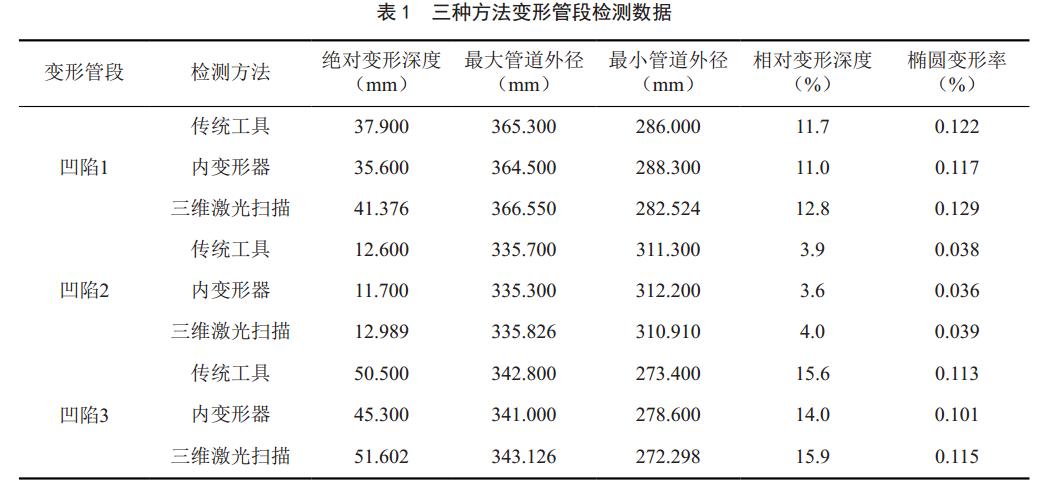
×ķ┴╦ī”▒╚蹊┐Ż¼═¼Ģr▓╔ė├é„Įy╣żŠ▀║═ā╚ūāą╬Ų„ī”╚²╠Ä░╝Ž▌ūāą╬╣▄Č╬▀MąąÖz£yĪŻ▓╔╝»╚²ĘNÖz£yĘĮĘ©Ą─Öz£yöĄō■Ż¼▓óĘųäeėŗ╦Ń├┐╠Ä░╝Ž▌į┌▓╗═¼Öz£yĘĮĘ©Ž┬Ą─ŽÓī”ūāą╬╔ŅČ╚║═ÖEłAūāą╬┬╩Ż¼╚ń▒Ē 1╦∙╩ŠĪŻ
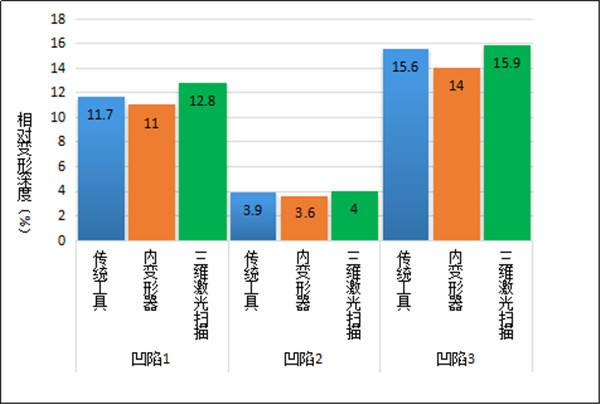
īóĘųäe▓╔ė├é„Įy╣żŠ▀Īóā╚ūāą╬Ų„║═╚²ŠS╝ż╣ŌÆ▀├Ķ╚²ĘNÖz£yĘĮĘ©Ą├ĄĮĄ─╚²╠Ä░╝Ž▌ŽÓī”ūāą╬╔ŅČ╚▀Mąąī”▒╚Ż¼╚ńłD 6╦∙╩ŠĪŻ┐╔ęį┐┤ĄĮ╚²ŠS╝ż╣ŌÆ▀├ĶĄ├ĄĮĄ─├┐╠Ä░╝Ž▌ŽÓī”ūāą╬╔ŅČ╚ūŅ┤¾Ż¼é„Įy╣żŠ▀Öz£yĄ─┤╬ų«Ż¼ā╚ūāą╬Ų„Öz£yĄ─ūŅąĪĪŻ
łD 6 ŽÓī”ūāą╬╔ŅČ╚ī”▒╚łD
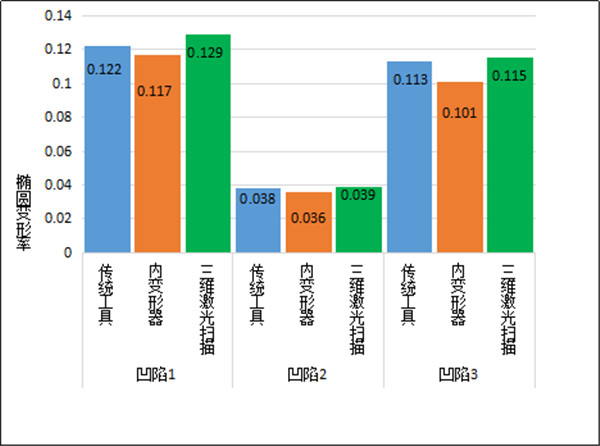
═¼śėŻ¼īó╚²╠Ä░╝Ž▌Ęųäe▓╔ė├é„Įy╣żŠ▀Īóā╚ūāą╬Ų„║═╚²ŠS╝ż╣ŌÆ▀├Ķ╚²ĘNÖz£yĘĮĘ©Ą├ĄĮĄ─ÖEłAūāą╬┬╩▀Mąąī”▒╚Ż¼╚ńłD 7╦∙╩ŠĪŻ┐╔ęį┐┤ĄĮ╚²ŠS╝ż╣ŌÆ▀├ĶĄ├ĄĮĄ─├┐╠Ä░╝Ž▌ÖEłAūāą╬┬╩ę▓╩ŪūŅ┤¾Ż¼é„Įy╣żŠ▀┤╬ų«Ż¼ā╚ūāą╬Ų„ūŅąĪĪŻ
łD 7 ÖEłAūāą╬┬╩ī”▒╚łD
Ęų╬÷ęį╔Žī”▒╚ĮY╣¹Ż¼╚²ŠS╝ż╣ŌÆ▀├Ķ╝╝ągÖz£yĄ─░╝Ž▌ŽÓī”ūāą╬╔ŅČ╚║═ÖEłAūāą╬┬╩öĄųĄČ╝▒╚▌^┤¾Ż¼╩Ūę“×ķ╚²ŠS╝ż╣ŌÆ▀├ĶĄ├ĄĮĄ─░╝Ž▌╚²ŠS─Żą═╩ŪĖ▀Š½Č╚▀ĆįŁ¼Fł÷īŹļHą╬├▓Ż¼ėŗ╦ŃöĄō■£╩┤_Ż╗Č°é„Įy╣żŠ▀ė╔ė┌╚╦×ķę“╦žĄ─ė░ĒæŻ¼Öz£yöĄō■┤µį┌ę╗Č©š`▓Ņ¤oĘ©▒▄├ŌŻ¼ā╚ūāūāą╬Ų„ė╔ė┌ÖCąĄš±äė║═Ųõ╦³╝╝ągå¢Ņ}Ą╚Ż¼╦∙Ą├Öz£yöĄō■š`▓ŅŽÓī”▌^┤¾ĪŻ╦∙ęįŻ¼╚²ŠS╝ż╣ŌÆ▀├Ķ╝╝ągį┌╚²ĘNūāą╬╣▄Ą└Öz£yĘĮĘ©ųąŠ½Č╚ūŅĖ▀ĪŻ
4 ĮYšō
═©▀^╚²ŠS╝ż╣ŌÆ▀├Ķ╝╝ągį┌īŹļH│╔ŲĘė═╣▄Ą└░╝Ž▌ūāą╬Öz£yĘĮ├µĄ─æ¬ė├Ż¼ęį╝░┼cé„Įy╣żŠ▀║═ā╚ūāą╬Ų„Öz£yĮY╣¹Ą─ī”▒╚Ęų╬÷Ż¼Ą├ĄĮęįŽ┬ĮYšōĪŻ
Ą┌ę╗Ż¼╚²ŠS╝ż╣ŌÆ▀├Ķ╝╝ągÖz£y╦∙Ą├Ą─ūāą╬╣▄Č╬Ą─ŽÓī”ūāą╬╔ŅČ╚║═ÖEłAūāą╬┬╩öĄųĄ▌^┤¾Ż¼ī”╣▄Ą└╣▄└Ēš▀Ą─ŠSōīą▐øQ▓▀ė░ĒæūŅ×ķ▒Ż╩žĪŻ
Ą┌Č■Ż¼─┐Ū░╚²ŠS╝ż╣ŌÆ▀├Ķ╝╝ągį┌ūāą╬╣▄Ą└Öz£yĘĮ├µŠ½Č╚ūŅĖ▀Ż¼é„Įy╣żŠ▀┤╬ų«Ż¼ā╚Öz£yŲ„ŽÓī”▌^Ą═ĪŻ
│²┤╦ų«═ŌŻ¼ūāą╬╣▄Ą└Öz£yāHāH╩Ū╚²ŠS╝ż╣ŌÆ▀├Ķ╝╝ągį┌ē║┴”╣▄Ą└æ¬ė├Ą─ę╗éĆĘĮ├µŻ¼ł÷šŠĪóķy╩ęĪó╣żÅS╣▄Ą└čbų├Ą─╚²ŠSĮ©─ŻĪó─Żą═Ęų╬÷Īół÷Š░─ŻöMĄ╚ę▓╩Ū╚²ŠS╝ż╣ŌÆ▀├Ķ╝╝ągĄ─æ¬ė├ŅIė“Ż¼ėąų·ė┌═Ųäėė═ÜŌ╣▄Ą└Ą─ųŪ─▄╗»╣▄└ĒŻ¼▒ŻšŽ╣▄Ą└▀\ąą░▓╚½ĪŻ
ģó┐╝╬─½I:
[1] ą┴Š²Š², ČŁ╝ū╚, ³S╦╔ÄX,Ą╚. ė═ÜŌ╣▄Ą└ūāą╬Öz£y╝╝ąg[J]. ¤oōpÖz£y, 2008, 30(5):285-288.
[2] ±RĢ°┴x, ╬õš┐Š², äó┐Ų║Ż,Ą╚. ╣▄Ą└ūāą╬ōpé¹│¼┬Ģī¦▓©Öz£yįć“×蹊┐:[J]. ÖCąĄ╣ż│╠īWł¾, 2013, 49(14):1-8.
[3] æųŪز. ą┬ą═║ŻĄū╣▄Ą└ā╚ūāą╬Öz£yāxĄ─įOėŗ┼cīŹ¼F[D]. ŪÓŹu┐Ų╝╝┤¾īW, 2008.
[4] ąņĶĪ, ³S╦╔ÄX, ┌wéź,Ą╚. ╗∙ė┌Ą═Ņl£u┴„Ą─ė═ÜŌ╣▄Ą└ūāą╬Öz£yĘĮĘ©╝░īŹ¼F[J]. ļŖ£y┼cāx▒Ē, 2010, 47(6):10-14.
[5] įS├ŽŠ². ╗∙ė┌╝ż╣Ōė░Ž±Ą─╣▄Ą└Äū║╬ą╬ūāÖz£yĘĮʩ蹊┐[D]. ╔“Ļ¢╣żśI┤¾īW, 2017.
[6] ąņį┤ÅŖ, Ė▀Š«Žķ, ═§łį. ╚²ŠS╝ż╣ŌÆ▀├Ķ╝╝ąg[J]. £y└LĄž└Ēą┼Žó, 2010, 35(4):5-6.
[7] Ma D. Precise Processing of Point Cloud Data in Omni-Directional Scanning Based on Three-Dimensional Laser Sensor[J]. Journal of Nanoelectronics & Optoelectronics, 2017, 12(9):940-944.
[8] Nguyen Tien Thanh, äóą▐ć°, ═§╝tŲĮ,Ą╚. ╗∙ė┌╝ż╣ŌÆ▀├Ķ╝╝ągĄ─╚²ŠS─Żą═ųžĮ©[J]. ╝ż╣Ō┼c╣ŌļŖūėīW▀Mš╣, 2011, 48(8):112-117.
ū„š▀Ż║┘ć╔┘┤©Ż¼─ąŻ¼ 1968─Ļ╔·Ż¼Ė▀╝ē╣ż│╠ĤŻ¼¼F╚╬ųąć°╩»╗»õN╩█ėąŽ▐╣½╦Š╚A─ŽĘų╣½╦ŠĖ▒┐éĮø└ĒŻ¼ų„ę¬Å─╩┬╣▄Ą└╣▄└ĒĪó═Ļš¹ąį╣▄└ĒĄ╚╣żū„ĪŻ
Ż©▒ŠŲ¬šō╬─½@Ą┌┴∙ī├ųąć°╣▄Ą└═Ļš¹ąį╣▄└Ē╝╝ągĮ╗┴„┤¾Ģ■Č■Ą╚¬äŻ¼ Įøū„š▀═¼ęŌŻ¼▒Š┐»▐D▌dĢrėąähĖ─ĪŻŻ®
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW░▓éõ 62010202003034╠¢
Ė╩╣½ŠW░▓éõ 62010202003034╠¢ 
