



╣▄Ą└┬▌ą²║Ė┐p┴č╝yą═╚▒Ž▌ā╚(n©©i)Öz£yĀ┐└Łįć“×蹊┐
üĒį┤Ż║ĪČ╣▄Ą└▒ŻūoĪĘļsųŠ ū„š▀Ż║┘Z║Ż¢| ³Sųęä┘ ĢrķgŻ║2018-7-21 ķåūxŻ║
┘Z║Ż¢| ³Sųęä┘
╬„▓┐╣▄Ą└Ęų╣½╦Š
Ė▀ŪÕ▌SŽ“┬®┤┼ā╚(n©©i)Öz£y╝╝ąg╩Ū─┐Ū░ć°ā╚(n©©i)▓╔ė├Ą─ų„┴„ā╚(n©©i)Öz£y╝╝ąg[1-5]ĪŻć°═Ōś╦£╩ĪČNACE International Publication 35100 In-Line Nondestructive Inspection of PipelinesĪĘīó▌SŽ“┬®┤┼ā╚(n©©i)Öz£y╝╝ągČ©┴x×ķę╗ĘNĮī┘ōp╩¦ŅÉ╚▒Ž▌Öz£y╝╝ągĪŻįōś╦£╩ųąĖ▀ŪÕ┬®┤┼ā╚(n©©i)Öz£yŲ„╝╝ągąį─▄ųĖś╦╝░SY/T 6889-2012ĪČ╣▄Ą└ā╚(n©©i)Öz£yĪĘųąŠ∙ųĖ│÷Ż¼Ųõ┐╔ęįÖz£y│÷¬MšŁĄ─▌SŽ“═ŌĖ»╬g╝░ų▄Ž“┴č╝yĄ╚┴č╝yą═╚▒Ž▌Ż¼Ą½ī”ė┌┴č╝yą═╚▒Ž▌ų«Ū░╔ą¤oÖz│÷░Ė└²ĪŻ
2015─Ļ5į┬20-23╚šŻ¼╬„▓┐╣▄Ą└╣½╦Šī”╬„ÜŌ¢|▌öČ■ŠĆ─│╠ÄĮø(j©®ng)ā╚(n©©i)Öz£yūRäe│÷Ą─┬▌ą²║Ė┐p«É│Ż³c▀Mąąķ_═┌“×ūCĢrŻ¼╔õŠĆ╝░TOFD│¼┬ĢÖz£yĮY╣¹▒Ē├„įō╠Ä┤µį┌┴č╝yą═╚▒Ž▌Ż¼╚▒Ž▌╬╗ė┌ĒśÜŌ┴„9³c20Ęų▓┐╬╗Ż¼┴č╝yķLČ╚55 mmŻ¼┴č╝yūį╔ĒĖ▀Č╚¤oĘ©┤_Č©Ż©ęŖłD1Ż®ĪŻįō░Ė└²×ķ╬„▓┐╣▄Ą└╣½╦Šė├Ė▀ŪÕ┬®┤┼ā╚(n©©i)Öz£yŲ„╩ū┤╬Öz│÷┴č╝yą═╚▒Ž▌ĪŻ
ļSų°╬„ę╗ŠĆĪó╬„Č■ŠĆĪó╬„╚²ŠĆĄ╚Ė▀õō╝ēĪó┤¾┐┌ÅĮĪóĖ▀ē║┴”▌öÜŌ╣▄Ą└═Č«a(ch©Żn)▀\ąąŻ¼ęč░l(f©Ī)╔·ČÓŲ║Ė┐p╩¦ą¦░Ė└²[6Ż¼7]ĪŻā╚(n©©i)Öz£yĘ■äš╔╠┬®┤┼ā╚(n©©i)Öz£ył¾Ėµųą║Ė┐p«É│Ż╚▒Ž▌Ą─▒╚└²ę▓į┌ų▓Į╔²Ė▀ĪŻ▀@ī”─┐Ū░ÅVĘ║╩╣ė├Ą─Ė▀ŪÕ┬®┤┼ā╚(n©©i)Öz£yŲ„╩Ūʱ─▄ī”║Ė┐p╚▒Ž▌▀MąąČ©ąį║═│▀┤ń┴┐╗»╠ß│÷┴╦ę¬Ū¾ĪŻ


łD1 ╔õŠĆ╝░TOFD│¼┬Ģ¤oōpÖz£yĮY╣¹
1 Ė▀ŪÕ┬®┤┼ā╚(n©©i)Öz£yŲ„
░l(f©Ī)¼F(xi©żn)╬„Č■ŠĆ┬▌ą²║Ė┐p┴č╝yą═╚▒Ž▌Ą─įOéõ×ķ╬„▓┐╣▄Ą└╣½╦Š║═╔“Ļ¢╣żśI(y©©)┤¾īW┬ō(li©ón)║ŽčąųŲĄ─”š1219Ė▀ŪÕ┬®┤┼ā╚(n©©i)Öz£yŲ„Ż¼Ųõ╝╝ągųĖś╦Ę¹║Žś╦£╩ĪČNACE International Publication 35100ĪĘĪŻÖz£yŲ„īŹ╬’ęŖłD2ĪŻ

łD2 Ė▀ŪÕ┬®┤┼ā╚(n©©i)Öz£yŲ„īŹ╬’
2 Ā┐└Łįć“×įOėŗ
2.1╣ż╦ćįOėŗ
įōĀ┐└ŁŽĄĮy(t©»ng)╣ż╦ć▓╔ė├2┼_╣ż│╠▄ć═©▀^Ā┐ę²õōĮz└KĀ┐└Łā╚(n©©i)Öz£yŲ„═©▀^įć“×╣▄Ą└Ą─ĘĮ╩Į▀MąąĪŻ╣ż╦ć┴„│╠ęŖłD3ĪŻ
łD3 Ā┐└Ł£yįć╣ż╦ć┴„│╠
2.2įć“×╣▄Ą└įOėŗ
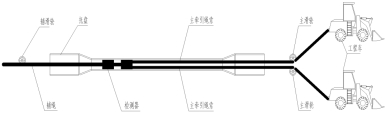
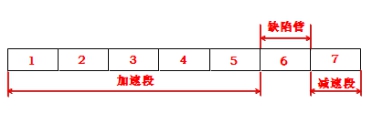
Ā┐└Łįć“×╣▄Ą└ė╔7Ė∙õō╣▄ĮM│╔Ż¼┐┌ÅĮŠ∙×ķ1 219 mmĪŻ┬®┤┼ā╚(n©©i)Öz£yŲ„ųž┴┐4. 2 tŻ¼×ķ┴╦▀Mąą╬„Č■ŠĆ┬▌ą²║Ė┐p┴č╝yą═╚▒Ž▌▓╗═¼╦┘Č╚Ž┬╚▒Ž▌╠žš„蹊┐Ż¼Ė∙ō■(j©┤)¼F(xi©żn)ł÷ćLįćŻ¼▓╝ų├įć“×╣▄Ą└╚ńŽ┬Ż║Ū░5Ė∙×ķ╝ė╦┘Č╬Ż¼Ą┌6Ė∙×ķ╚▒Ž▌╣▄Ż¼ūŅ║¾1Ė∙×ķ£p╦┘Č╬Ż©ęŖłD4Ż®ĪŻė╔ė┌┬®┤┼ā╚(n©©i)Öz£yŲ„Ū░╣Ø(ji©”)┤┼╗»╣Ø(ji©”)▓╔ė├Ė▀┤┼─▄┤┼ĶFŻ¼ī”╣▄▒┌╬³ĖĮ┴”ÅŖŻ¼Įø(j©®ng)¼F(xi©żn)ł÷ćLįćŻ¼1Ė∙õō╣▄─▄ØMūŃūŅĖ▀Ā┐└Ł╦┘Č╚Ž┬Ą─£p╦┘ę¬Ū¾ĪŻ╚▒Ž▌╣▄═©▀^Ę©╠m╝░┬▌╦©┼c╔ŽŽ┬ė╬╣▄╣Ø(ji©”)▀BĮėŻ¼ŲõėÓ╣▄╣Ø(ji©”)║ĖĮė▀BĮėĪŻ

Ż©aŻ®įOėŗ╩ŠęŌłD Ż©bŻ® įOėŗīŹ╬’łD
łD4 įć“×╣▄Ą└įOėŗłD
3 Ā┐└Łįć“×ĮY╣¹╝░Ęų╬÷
3.1įć“×ĮY╣¹
2016─Ļ7į┬20-24╚šŻ¼▓╔ė├╣ż│╠▄ć╝░”š1219Ė▀ŪÕ┬®┤┼ā╚(n©©i)Öz£yŲ„═Ļ│╔╬„Č■ŠĆ┬▌ą²║Ė┐p╚▒Ž▌ę╗┤╬Ā┐└Łįć“×ĪŻ┤╦┤╬įć“×╣▓Ā┐└Ł8┤╬Ż¼ūŅĖ▀Ā┐└Ł╦┘Č╚4.17 m/sĪŻ2016─Ļ8į┬4╚šŻ¼į┌▓│²┬®┤┼ā╚(n©©i)Öz£yŲ„Ųż═ļĄ╚ĖĮ╝■ĮoÖz£yŲ„£pųž║¾Ż¼═Ļ│╔Č■┤╬Ā┐└Łįć“ׯ¼ūŅĖ▀Ā┐└Ł╦┘Č╚4.61 m/sĪŻ▒Ē1×ķ¼F(xi©żn)ł÷ā╚(n©©i)Öz£y╝░Ā┐└Łįć“×öĄ(sh©┤)ō■(j©┤)Ż¼łD5×ķ¼F(xi©żn)ł÷ā╚(n©©i)Öz£y╝░▓┐Ęųįć“׹┼╠¢ĪŻ
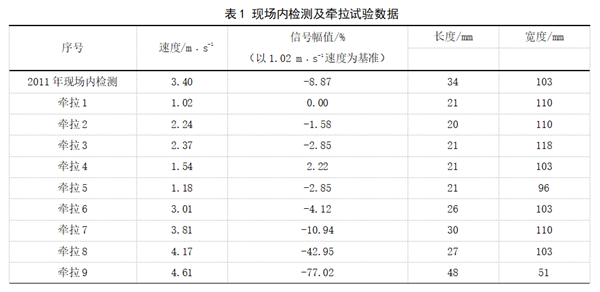
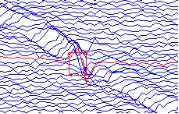

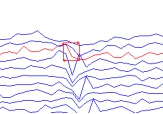
Ż©aŻ®2011─Ļ¼F(xi©żn)ł÷ā╚(n©©i)Öz£y Ż©bŻ®1.02 m/s Ż©cŻ®4.61 m/s
łD5 ¼F(xi©żn)ł÷ā╚(n©©i)Öz£y╝░▓┐Ęųįć“׹┼╠¢
3.2įć“×ĮY╣¹Ęų╬÷
Ż©1Ż®į┌4.00 m/sĀ┐└Ł╦┘Č╚ā╚(n©©i)Ż¼┴č╝yą═╚▒Ž▌ą┼╠¢╠žš„├„’@Ż¼öĄ(sh©┤)ō■(j©┤)Ęų╬÷Ģr┐╔▀Mąą╚▒Ž▌╠žš„ūRäeŻ©ęŖłD5Ż©aŻ®ĪóŻ©bŻ®Ż®ĪŻ│¼▀^4.00 m/s║¾Ż¼╚▒Ž▌╠žš„╚į┤µį┌Ż¼Ą½ę“ą┼╠¢ŲĮŠÅŻ¼ūRäe▌^└¦ļyŻ©ęŖłD5Ż©cŻ®Ż®ĪŻš²│Ż┬▌ą²║Ė┐p╠Ä┬®┤┼ą┼╠¢Š▀ėąŽ╚Ž┬║¾╔ŽĄ─š²Žęą┼╠¢╠žš„Ż¼Č°┬▌ą²║Ė┐p┴č╝yą═╚▒Ž▌ą┼╠¢┼cŲõśOąįŽÓĘ┤Ż¼ą┼╠¢╠žš„×ķŽ╚╔Ž║¾Ž┬Ą─╠žš„ĪŻ
Ż©2Ż®ė╔łD6Ż©aŻ®┐╔ų¬Ż║«öĀ┐└Ł╦┘Č╚×ķ3.8 1m/sĢrŻ¼┤╦┴č╝yą═╚▒Ž▌╠žš„ą┼╠¢Ę∙ųĄ┼cūŅĄ═Ā┐└Ł╦┘Č╚1.02 m/sŽ┬Ę∙ųĄŽÓ▒╚Ż¼£p╔┘╝s10.94 %ĪŻ«öĀ┐└Ł╦┘Č╚│¼▀^4.00 m/sĢrŻ¼╚▒Ž▌╠žš„ą┼╠¢Ę∙ųĄ╝▒╦┘╦ź£pŻ¼«ö▀_ĄĮūŅĖ▀╦┘Č╚4.61m/sĢrŻ¼╦ź£p▀_ĄĮ77 %ĪŻĖ∙ō■(j©┤)╦┘Č╚ą¦æ¬įć“ׯ¼┐╔ęįĄ├│÷ĮYšōŻ║ī”ė┌┬▌ą²║Ė┐p┴č╝yą═╚▒Ž▌Ż¼«öā╚(n©©i)Öz£yŲ„▀\ąą╦┘Č╚į┌4.00 m/sęįā╚(n©©i)ĢrŻ¼┐╔īŹ¼F(xi©żn)╚▒Ž▌Öz£y╝░ūRäeŻ╗«ö│¼▀^4.00 m/sĢrŻ¼ą┼╠¢╗¹ūāŻ¼▌^ļyūRäeĪŻ
Ż©3Ż®ė╔łD6Ż©bŻ®ĪóŻ©cŻ®┐╔ų¬Ż║┴č╝yą═╚▒Ž▌╠žš„▌SŽ“Īóų▄Ž“═Čė░ķLČ╚į┌4.00 m/sĀ┐└Ł╦┘Č╚ęįā╚(n©©i)Ż¼╗∙▒Šūā╗»▓╗┤¾ĪŻ│¼▀^4.00 m/s║¾Ż¼▌SŽ“═Čė░ķLČ╚ūā┤¾Ż¼Łh(hu©ón)Ž“═Čė░īÆČ╚ūāąĪĪŻĮø(j©®ng)Ęų╬÷Ż¼▀@╩Ūė╔ė┌╚▒Ž▌Ę∙ųĄą┼╠¢╦ź£pįņ│╔ą┼╠¢ŲĮŠÅŻ¼ę²ŲūRäe│÷Ą─│▀┤ńūā╗»╦∙ų┬ĪŻ
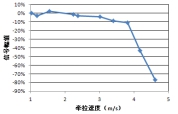
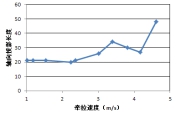
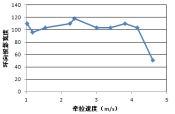
Ż©aŻ®ą┼╠¢Ę∙ųĄūā╗»łD Ż©bŻ®ą┼╠¢▌SŽ“ķLČ╚ūā╗»łD Ż©cŻ®ą┼╠¢ų▄Ž“ķLČ╚ūā╗»łD
łD6 ▓╗═¼╦┘Č╚Ž┬ą┼╠¢╠žš„ūā╗»łD
4 ╚▒Ž▌╩¦ą¦Ęų╬÷
ī”įō╠Ä┬▌ą²║Ė┐p┴č╝yą═╚▒Ž▌▀Mąą┴╦ņo╦«ē║▒¼ŲŲįć“×╝░╩¦ą¦Ęų╬÷Ż¼Ė∙ō■(j©┤)öÓ┐┌ą╬├▓Ż©ęŖłD7Ż®Ż¼įō╠Ä╚▒Ž▌ā╚(n©©i)▒Ē├µķLČ╚45 mmŻ¼═Ō▒Ē├µķLČ╚15 mmŻ¼╚▒Ž▌ūŅķL×ķ64 mmŻ╗╦«ē║įć“×Ū░┴č╝yūŅ╔Ņęč▀_ĄĮ15 mmŻ¼╦«ē║▒¼ŲŲĄ─öÓ┐┌╔ŅČ╚×ķ4 mmĪŻ
łD7 öÓ┐┌ą╬├▓
Ė∙ō■(j©┤)Ā┐└Łįć“×öĄ(sh©┤)ō■(j©┤)Ż¼░┤ššŲĮŠ∙▌SŽ“═Čė░ķLČ╚26 mmŻ¼ų▄Ž“═Čė░īÆČ╚98 mmėŗ╦ŃŻ¼Ą├ĄĮ┤╦┴č╝yą═╚▒Ž▌ķLČ╚×ķ101 mmŻ¼┤¾ė┌Ė∙ō■(j©┤)öÓ┐┌£y┴┐Ą├ĄĮĄ─╚▒Ž▌ūŅķL64 mmĪŻō■(j©┤)┼ąöÓŻ¼╩Ūę“×ķįō╠Ä╚▒Ž▌ą┼╠¢Ę∙ųĄ▌^┤¾Ż¼öĄ(sh©┤)ō■(j©┤)Ęų╬÷ĢrūRäe│÷Ą─ų▄Ž“═Čė░ķLČ╚▀^┤¾įņ│╔Ą─ĪŻ
5 ĮYšō
Ż©1Ż®«öĀ┐└Ł╦┘Č╚į┌4.00 m/sęįā╚(n©©i)ĢrŻ¼┴č╝yą═╚▒Ž▌ą┼╠¢Ę∙ųĄļS╦┘Č╚į÷╝ėėą╦∙╦ź£pŻ¼╦ź£p╝s11 %ĪŻ«ö│¼▀^4.00 m/s║¾Ż¼ą┼╠¢Ę∙ųĄ╝▒╦┘╦ź£pŻ¼╦ź£p▀_77 %ĪŻį┌ā╚(n©©i)Öz£yū„śI(y©©)▀^│╠ųąŻ¼×ķ½@Ą├Ė▀┘|(zh©¼)┴┐Öz£yöĄ(sh©┤)ō■(j©┤)Ż¼ūŅ║├īóā╚(n©©i)Öz£yŲ„▀\ąą╦┘Č╚┐žųŲį┌4.00 m/sęįā╚(n©©i)ĪŻ
Ż©2Ż®Ė▀ŪÕ┬®┤┼ā╚(n©©i)Öz£yŲ„Š▀éõ┬▌ą²║Ė┐p┴č╝yą═╚▒Ž▌Öz£y─▄┴”Ż¼«ö▀\ąą╦┘Č╚į┌4.00 m/sęįā╚(n©©i)Ģrą┼╠¢╠žš„├„’@Ż¼Ą½ī”ė┌╚▒Ž▌Č©ąį║═Č©┴┐▀ĆąĶ▀Mę╗▓Į蹊┐ĪŻ
Ż©3Ż®Ā┐└Łįć“×╩Ūī”Öz£yŲ„Öz£y─▄┴”▀Mąą“×ūCŻ¼ī”╚▒Ž▌╠žš„▀MąąĮ©─ŻŻ¼īŹ¼F(xi©żn)│▀┤ń┴┐╗»Ą─ūŅėąą¦╩ųČ╬ĪŻ
▒Š╬─āHī”įō╠Ä┬▌ą²║Ė┐p┴č╝yą═╚▒Ž▌▀Mąą┴╦Ā┐└ŁčąŠ┐ĪŻĮ±║¾▀Ćæ¬═©▀^ī”ŅAųŲļŖ╗╗©╝ė╣żĄ─╚╦╣ż┴č╝yą═╚▒Ž▌╝░Ę┬ūį╚╗╚▒Ž▌Ą─║Ė┐p╚▒Ž▌Ż©╚▒Ž▌ĘNŅÉ║Ł╔wÜŌ┐ūĪóŖAį³ĪóÕe▀ģĪóę¦▀ģĪó▀^Č╚┤“─źĪó╬┤║ĖØMĪó╬┤║Ė═ĖĪó╬┤╚┌║ŽĪó┴č╝yĄ╚Ż®▀Mąą┤¾┴┐Ā┐└Łįć“ׯ¼▀Mę╗▓Į蹊┐Ė▀ŪÕ┬®┤┼Öz£y╝╝ągī”┴č╝yą═╚▒Ž▌Ą─Öz£y─▄┴”Ż¼ęį┤╦═Ųäė┬®┤┼Öz£y╝╝ągī”║Ė┐p╚▒Ž▌Öz£y║═ūRäe─▄┴”Ą─╠ßĖ▀Ż¼Å─Č°ĮŌøQķL▌öė═ÜŌ╣▄Ą└║Ė┐p╚▒Ž▌ā╚(n©©i)Öz£yļyŅ}ĪŻ
ģó┐╝╬─½IŻ║
[1]±Tæc╔ŲŻ¼Åł║Ż┴┴Ż¼═§┤║├„Ż¼Ą╚. ╚²▌SĖ▀ŪÕ┬®┤┼Öz£y╝╝ąg┼c╣▄Ą└▒Š┘|(zh©¼)░▓╚½[J/OL] Ż«ė═ÜŌā”▀\Ż¼2016-03-25.
[2]═§Ė╗ŽķŻ¼±Tæc╔ŲŻ¼Åł║Ż┴┴Ż¼Ą╚Ż«╗∙ė┌╚²▌S┬®┤┼ā╚(n©©i)Öz£y╝╝ągĄ─╣▄Ą└╠žš„ūRäe[J] Ż«¤oōpÖz£yŻ¼2011Ż¼33Ż©1Ż®Ż║79-84Ż«
[3]═§Ė╗ŽķŻ¼±Tæc╔ŲŻ¼═§īW┴”Ż¼Ą╚Ż«╚²▌S┬®┤┼ā╚(n©©i)Öz£yą┼╠¢Ęų╬÷┼cæ¬ė├[J] Ż«ė═ÜŌā”▀\Ż¼2010Ż¼29Ż©11Ż®Ż║815-817Ż«
[4]ŚŅ└Ē█`Ż¼ąŽ└┌Ż¼Ė▀╦╔╬ĪŻ«╚²▌S┬®┤┼╚▒Ž▌Öz£y╝╝ąg¤oōp╠Įé¹[J] Ż«¤oōp╠Įé¹Ż¼2013,(1):9-12Ż«
[5]ŚŅ└Ē█`Ż¼╣∙╠ņĻ╗Ż¼Ė▀╦╔╬ĪŻ¼Ą╚Ż«╣▄Ą└┴č╝yĮŪČ╚ī”┬®┤┼Öz£yą┼╠¢Ą─ė░Ēæ[J/OL] Ż«ė═ÜŌā”▀\Ż¼2016-06-27.
[6]═§µ├Ż¼ŚŅ▌xŻ¼±Tæc╔ŲŻ¼Ą╚Ż«ė═ÜŌ╣▄Ą└Łh(hu©ón)║Ė┐p╚▒Ž▌ā╚(n©©i)Öz£y╝╝ąg¼F(xi©żn)ĀŅ┼cš╣═¹[J] Ż«ė═ÜŌā”▀\Ż¼2015Ż¼07Ż©34Ż®Ż║694-699.
[7]ŚŅõhŲĮŻ¼ū┐║Ż╔ŁŻ¼┴_Į║ŃŻ¼Ą╚. ė═ÜŌ▌ö╦═╣▄╩¦ą¦░Ė└²┼cįŁę“Ęų╬÷[J] Ż«╩»ė═╣▄▓─┼cāxŲ„Ż¼2015,(3).
ū„š▀Ż║┘Z║Ż¢|Ż¼─ąŻ¼ 1984─Ļ╔·Ż¼ 2009─Ļ«ģśI(y©©)ė┌╬„░▓Į╗═©┤¾īWŻ¼╣żīW┤T╩┐Ż¼╣ż│╠ĤŻ¼¼F(xi©żn)ų„ę¬Å─╩┬╣▄Ą└Öz£y╝░═Ļš¹ąįįuār╣żū„ĪŻ
ĪČ╣▄Ą└▒ŻūoĪĘ2017─ĻĄ┌1Ų┌Ż©┐éĄ┌32Ų┌Ż®
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW(w©Żng)░▓éõ 62010202003034╠¢
Ė╩╣½ŠW(w©Żng)░▓éõ 62010202003034╠¢ 
