



į┌ę█╣▄Ą└«É│Ż║Ė┐p’LļU╣▄┐ž
üĒį┤Ż║ĪČ╣▄Ą└▒ŻūoĪĘļsųŠ ū„š▀Ż║║·ĮŁõh Óu ▒¾ ĢrķgŻ║2018-7-8 ķåūxŻ║
║·ĮŁõh Óu▒¾
╬„▓┐╣▄Ą└╣½╦Š
ė╔ė┌Į©įOĢrŲ┌╝╝ąg╦«ŲĮŽ▐ųŲ║═║ĖĮė╩®╣ż┘|┴┐┐žųŲ▓╗«öĄ╚å¢Ņ}Ż¼╣▄Ą└║Ė┐pę╗ų▒╩Ū╣▄Ą└ūŅ▒Ī╚§Ą─▓┐╬╗Ż¼╝ėų«╩▄═┴¾węŲäėĄ╚ĖĮ╝ė▌d║╔Ą─ė░ĒæŻ¼║Ė┐pķ_┴č╩┬╣╩Ģrėą░l╔·ĪŻ2011─ĻęįüĒŻ¼ųąć°╩»ė═╣▓░l╔·8Ųą┬Į©╣▄Ą└║Ė┐pķ_┴č╩┬╣╩Ż¼š{▓ķĮY╣¹▒Ē├„Ż¼Ųõųą6Ų┤µį┌├„’@║ĖĮė╚▒Ž▌Ż¼2Ų┤µį┌▌^┤¾═Ō▓┐▌d║╔[1]ĪŻū„×ķųą╩»ė═ą┬═Č«a╣▄Ą└ūŅČÓĪó╣▄▌Ā╣▄Ą└└’│╠ūŅķLĄ─╬„▓┐╣▄Ą└╣½╦ŠŻ¼Į³─ĻüĒį┌╣▄Ą└«É│Ż║Ė┐p’LļU╣▄┐žĘĮ├µ▀Mąą┴╦ĘeśO╠Į╦„ĪŻ
1 «É│Ż║Ė┐p’LļU╣▄┐žļy³c
Ż©1Ż®┬®┤┼ā╚Öz£y╝╝ągī”Öz£y║Ė┐p╚▒Ž▌ėąŠųŽ▐ąįļSų°öĄō■Ęų╬÷╝╝ągĄ─▓╗öÓ▀M▓ĮŻ¼æ¬ė├Ė▀ŪÕ┬®┤┼ā╚Öz£y╝╝ąg┐╔ęįėąą¦Öz│÷╬┤║ĖØMĪó▀^Č╚┤“─źŻ¼ķ_┐┌▌^┤¾Ą─╬┤╚█║ŽĪó╬┤║Ė═ĖŻ¼▌^┤¾│▀┤ńĄ─ę¦▀ģĄ╚╚▒Ž▌▓ó▀Mąą│▀┤ń┴┐╗»Ż¼Ą½╩▄Ž▐ė┌┬®┤┼Öz£y╝╝ągįŁ└ĒŻ¼ī”ė┌ķ_┐┌▌^ąĪĄ─╬┤╚█║ŽĪó╬┤║Ė═ĖĪó┴č╝y╝░ąĪ│▀┤ńę¦▀ģĄ╚╚▒Ž▌Ż¼įō╝╝ąg╚▒Ę”Ė▀Š½Č╚Ą─Öz£y─▄┴”[2]ĪŻ
Ż©2Ż®Öz£yå╬╬╗¤oĘ©╠ß╣®│╔╩ņĄ─╚▒Ž▌Ęų╝ē┼┼ą“śIĮń─┐Ū░╔ą╬┤Į©┴ó│╔╩ņĄ─«É│Ż║Ė┐p╩¦ą¦’LļUĘų╝ēįŁät║═ŽÓĻPöĄō■ÄņŻ¼ų╗╩Ūī”«É│Ż║Ė┐p▀Mąą║åå╬Ęų╝ēŻ¼╚ń║╬ėąßśī”ąįĄž▀xō±╩¦ą¦’LļU▌^Ė▀«É│Ż║Ė┐p▀Mąąķ_═┌“×ūC╩Ū╬ęéāžĮąĶĮŌøQĄ─å¢Ņ}ĪŻ
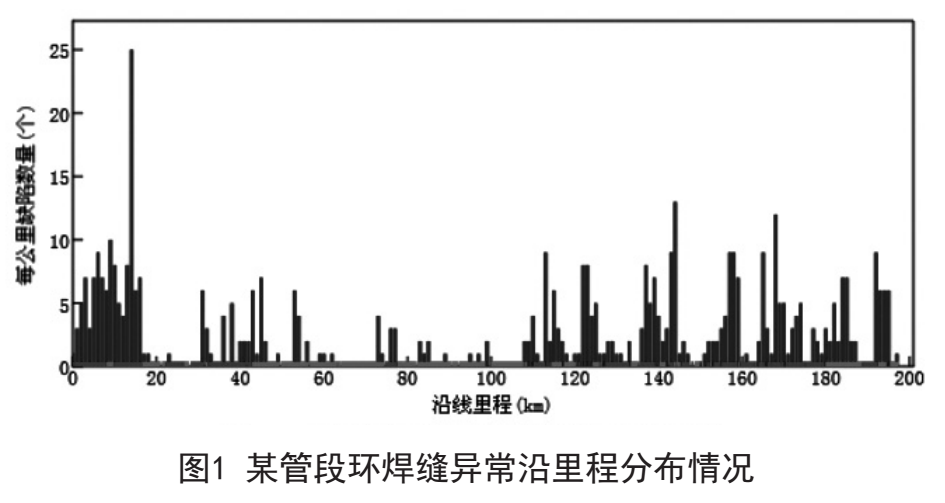
└²╚ńŻ║─│▌öÜŌ╣▄Ą└ķL197kmŻ¼ā╚Öz£y╣▓ł¾Ėµ«É│ŻŁh║Ė┐p483╠ÄŻ¼ŲĮŠ∙├┐╣½└’╣▄Ą└ėą«É│Ż║Ė┐p2.5╠ÄĪŻĄ½ł¾ĖµāHĮo│÷┴╦«É│ŻŁh║Ė┐pĄ─ŁhŽ“ķLČ╚║═▌SŽ“īÆČ╚Ż¼ė╔ė┌ø]ėą│╔╩ņĄ─’LļUĘų╝ēįŁätŻ¼ī¦ų┬ķ_═┌“×ūC╣żū„╚▒Ę”ę└ō■ĪŻ«É│ŻŁh║Ė┐pčž└’│╠Ęų▓╝Ūķør╚ńłD1╦∙╩ŠĪŻ
Ż©3Ż®║Ė┐p╚▒Ž▌įuārļyČ╚┤¾
─┐Ū░Ż¼┐╔ęįę└ō■API579-2007ĪČĘ■ę█▀mė├ąįįuārĪĘĪóBS7910-2013ĪČĮī┘ĮYśŗ╚▒Ž▌┐╔Įė╩šąįįuārī¦ätĪĘĄ╚ś╦£╩ī”║Ė┐p╚▒Ž▌▀MąąįuārĪŻĖ∙ō■ŽÓĻPś╦£╩įuārĢrąĶę¬ęį╚²éĆĘĮ├µĄ─öĄō■ĪŻę╗╩Ū╚▒Ž▌ŅÉą═Ż╗Č■╩Ū╚▒Ž▌Č©┴┐│▀┤ńŻ╗╚²╩Ū▀x╚Īįuār╦∙ąĶĄ─▒žę¬ģóöĄĪŻį┌┤_Č©╚▒Ž▌ŅÉą═Īó┴┐╗»╚▒Ž▌│▀┤ń▀^│╠ųąŻ¼╔õŠĆĪó│¼┬ĢĄ╚Į©įOŲ┌Ųš▒ķæ¬ė├Ą─¤oōpÖz£y╝╝ągę“Ųõ╚▒Ž▌ąįī”į┌ę█╣▄Ą└▓╗▀mė├╗“¤oĘ©ėąą¦┼ąČ©╚▒Ž▌ŅÉą═Ż¼ąĶꬊC║Žæ¬ė├ŽÓ┐žĻćĪóTOFDĄ╚¤oōpÖz£yĘĮĘ©▓┼─▄┤_Č©╚▒Ž▌ąį┘|Īó┴┐╗»╚▒Ž▌│▀┤ńĪŻ╠žäe╩Ū║Ė┐pĖĮĮ³ŲĮ├µą═╚▒Ž▌Ż¼ąĶę¬ĮĶų·ČÓĘN¤oōpÖz£yī”Ųõ╚²ŠS│▀┤ń▀Mąą┴┐╗»║═ęÄät╗»ĪŻį┌įuārģóöĄ▀x╚ĪĘĮ├µŻ¼ė╔ė┌į┌ę█╣▄Ą└öÓ┴čĒgąįĪóÜłėÓæ¬┴”ĪóČ■┤╬æ¬┴”Īóø_ō¶╣”Ą╚įuār╦∙ąĶģóöĄę└┐┐¼Fėą╝╝ąg╩ųČ╬▌^ļy£╩┤_╚ĪųĄŻ¼į┌įuār▀^│╠ųą═∙═∙ų╗─▄▀x╚ĪŽÓĻPś╦£╩ųą═Ų╦]Ą─▒Ż╩žųĄŻ¼įuār▀^│╠╩▄įuār╚╦åTĮø“ץ╚ų„ė^ę“╦žĄ─ė░Ēæ▌^┤¾Ż¼ģóöĄ╚ĪųĄ║▄ļy┼cīŹļH▒Ż│ųę╗ų┬Ż¼ī¦ų┬ėŗ╦Ń│ąē║─▄┴”═∙═∙┼cīŹļHŲ½▓Ņ▌^┤¾ĪŻ
Ż©4Ż®║Ė┐p╚▒Ž▌ŠSą▐ļyČ╚┤¾
─┐Ū░Ż¼ßśī”║Ė┐p╚▒Ž▌Ą─ų„ꬹ▐Å═ĘĮ╩Į×ķōQ╣▄Ż¼Č°ōQ╣▄ū„śIąĶę¬═Ż▌öĪóĘ┼┐šŻ©┼┼ė═Ż®Īóų├ōQĄ╚╣żū„Ż¼▓╗Ą½Ģ■ė░Ēæš²│ŻĄ─╔·«a▀\ąąŻ¼Č°Ūęū„śI’LļUĖ▀Ż¼│╔▒Š▌^┤¾ĪŻČ°ī”ė┌▓╔ė├╠ū═▓╗“Å═║Ž▓─┴ŽĄ╚Ųõ╦¹į┌ŠĆą▐Å═ĘĮ╩ĮŻ¼śIĮń▀Ć┤µį┌▓╗═¼ęŌęŖĪŻ
2 ķ_š╣Ą─ŽÓĻP╠Į╦„ąį╣żū„
├µī”┬®┤┼ā╚Öz£ył¾ĖµĄ─öĄęį╚fėŗĄ─«É│Ż║Ė┐pŻ¼╬„▓┐╣▄Ą└╣½╦Š░┤šš╗∙ė┌’LļUĄ─═Ļš¹ąį╣▄└ĒĘĮĘ©Ż¼į┌’LļU╣▄┐žĘĮ├µķ_š╣┴╦ŽÓĻP╠Į╦„ąį╣żū„Ż¼▓óī”’LļU▌^Ė▀Ą─Į³Ū¦╠Ä«É│Ż║Ė┐pų▓Į▀Mąą┴╦ķ_═┌Öz£y║═įuārĪŻ
Ż©1Ż®Į©┴ó«É│Ż║Ė┐pķ_═┌Öz£y▀x³cś╦£╩
Å─┤¾öĄō■└Ē─Ņ│÷░lŻ¼Ęų╬÷«É│Ż║Ė┐p┼cŲõ╦¹ą┼ŽóŽÓĻPąįŻ¼ā×╗»«É│Ż║Ė┐pķ_═┌▀x³cįŁätĪŻę╗╩Ū╩ß└Ēā╚Öz£ył¾ĖµĄ─«É│Ż║Ė┐pŻ¼╔Ņ╚ļĘų╬÷Öz£yöĄō■Ż¼ĻPūó╗ņ║Žą═╚▒Ž▌Īó│ą░³╔╠═Ų╦]ķ_═┌Ą─«É│Ż║Ė┐pĪŻČ■╩Ū╩ß└ĒĮ©įOŲ┌öĄō■Ż¼ī”²RĮ©įOŲ┌┼cā╚Öz£y║Ė┐pöĄō■Ż¼Į©┴óĖ▀║¾╣¹ģ^║Ė┐pĪó▀BŅ^┐┌Ż©Į┐┌Ż®║Ė┐pĪóĘĄą▐┐┌║Ė┐pĪó│¼ś╦ą▒Įė║Ė┐pĪóČ╠╣▄╣Ø║Ė┐pĪó┼c╩®╣ż┘Y┴Ž¤oĘ©ī”æ¬Ą─║Ė┐pĄ╚ŽÓĻP╠ž╩Ō║Ė┐p┼_┘~ĪŻ╚²╩Ū╩ß└Ē▀\ĀIŲ┌’LļU╣▄└Ē│╔╣¹Ż¼ĮY║Ž▀\ĀIŲ┌’LļU╣▄└ĒöĄō■Ż¼ĻPūóĖ▀║¾╣¹ģ^ĪóĖ▀’LļUČ╬ā╚Ą─«É│Ż║Ė┐pŻ╗╦─╩ŪĻPūóōīą▐ļy³c╣▄Č╬Ą─«É│Ż║Ė┐pĪŻ
ŠC║Žęį╔ŽöĄō■ŽÓĻPąįŻ¼┐sąĪ┴╦«É│Ż║Ė┐pķ_═┌▀x³cĘČć·Ż¼╣½╦ŠĻPūóĄ─«É│Ż║Ė┐pöĄ┴┐╝ēė╔104ĮĄĄ═ĄĮ102ĪŻ
Ż©2Ż®═Ļ╔Ų«É│Ż║Ė┐p¤oōpÖz£y┴„│╠
░┤ššė╔═Ō╝░ā╚Ż¼Ž╚▒Ē├µ║¾ā╚▓┐Ż¼Ž╚Č©ąį║¾Č©┴┐Ą─Öz£yįŁätķ_š╣¤oōpÖz£y╣żū„Ż¼ŠC║Ž┼ąöÓ╚▒Ž▌ŅÉą═┴┐╗»│▀┤ńĪŻ▓╔ė├Ą─ų„ę¬Öz£yĘĮĘ©ėą─┐ęĢÖz£yĪó│¼┬ĢÖz£yĪó┤┼Ę█Öz£yĪó╔õŠĆÖz£yĪó│¼┬ĢÖz£yĪóŽÓ┐žĻćÖz£y║═TOFDÖz£yĪŻū±čŁĄ─ę╗░ŃįŁät╚ńŽ┬Ż║
ó┘║Ė┐p«É│ŻĄ─ķ_═┌Å═▓ķŻ¼▒žĒÜ▀Mąą─┐ęĢÖz£y║═│¼┬Ģ▓©£y║±ĪŻ
ó┌ĮY║Ž─┐ęĢÖz▓ķ║═│¼┬Ģ£y║±ĮY╣¹Ż¼ī”║Ė┐p«É│Ż╠ÄŽ╚▀Mąą┤┼Ę█Öz£yŻ¼ęįšę│÷Łh║Ė┐p▒Ē├µ╝░Į³▒Ē├µ╚▒Ž▌ĪŻ
ī”ė┌¤oĘ©▀Mąą┤┼Ę█Öz£yĄ─╣▄Č╬Ż¼æ¬▀MąąØB═ĖÖz£yŻ¼ęįšę│÷Łh║Ė┐p▒Ē├µķ_┐┌ą═╚▒Ž▌ĪŻ
ó█║Ė┐p«É│Ż▓┐╬╗▓╗─▄┼┼│²┤µį┌┬±▓ž╚▒Ž▌ĢrŻ¼╩╣ė├Ī░╔õŠĆÖz£y+│¼┬ĢÖz£yĪ▒╗“TOFDĄ╚Öz£yĘĮĘ©ĪŻ
ó▄«ö▓╔ė├ā╔ĘN╗“ā╔ĘNęį╔ŽĄ─Öz£yĘĮĘ©ī”═¼ę╗▓┐╬╗▀MąąÖz£yĢrŻ¼æ¬░┤Ė„ūįĄ─ĘĮĘ©įuČ©╝ēäeĪŻ╚ń╣¹▓╔ė├═¼ĘNÖz£yĘĮĘ©Īó▓╗═¼Öz£y╣ż╦ć▀MąąÖz£yŻ¼«öÖz£yĮY╣¹▓╗ę╗ų┬ĢrŻ¼æ¬ęį┘|┴┐╝ēäeūŅ▓ŅĄ─╝ēäe×ķ£╩ĪŻ
ó▌░l¼F│¼ś╦╚▒Ž▌Ż©│¼▀^░▓čbųŲįņś╦£╩“×╩šį╩Ž▐Ż®ĢrŻ¼▒žĒÜ£╩┤_£yČ©│¼ś╦╚▒Ž▌Ą─ķLČ╚Īóūį╔ĒĖ▀Č╚Īó╚▒Ž▌Ą─ŅÉą═ĪŻ«ö▓╔ė├ę╗ĘNÖz£yĘĮĘ©▓╗─▄╠ß╣®╔Ž╩÷╚▒Ž▌ģóöĄĢrŻ¼▒žĒÜį÷╝ėÖz£yĘĮĘ©Ż¼┤_Č©╚▒Ž▌Ą─ęÄČ©ģó┴┐ĪŻ
Ż©3Ż®ķ_š╣«É│Ż║Ė┐pĄ─įuār╣żū„
į┌│õĘų┐╝æ]║ŽęÄąį║═░▓╚½ąįĄ─Ū░╠ߎ┬Ż¼║Ž└ĒįOų├¤oōpÖz£yįuār║ŽĖ±ś╦£╩ĪŻ╩ūŽ╚Ė∙ō■Į©įOŲ┌Ą─╩®╣ż“×╩šęÄĘČī”║Ė┐p▀MąąČ©ąįįuārŻ¼╚╗║¾ßśī”▓╗║ŽĖ±«É│Ż║Ė┐pŻ¼╬»═ąīŻśIå╬╬╗▀Mąą▀mė├ąįįuārĪŻ
Ż©4Ż®│§▓Į╚ĪĄ├Ą─│╔ą¦
į┌Į³Äū─ĻĄ─╠Į╦„īŹ█`ųąŻ¼╣½╦ŠīŹ╩®┴╦Į³Ū¦Ą└«É│Ż║Ė┐pĄ─▀x³cĪóķ_═┌“×ūCĪóÖz£y║═įuārĪóŠSą▐╣żū„Ż¼░l¼F┴╦ę╗ą®Ąõą═Ą─║Ė┐p╚▒Ž▌Ż¼▓ó╝░Ģr▀Mąą┴╦╠Äų├Ż¼Ž¹│²┴╦╣▄Ą└┤µį┌Ą─ųž┤¾░▓╚½ļ[╗╝ĪŻ
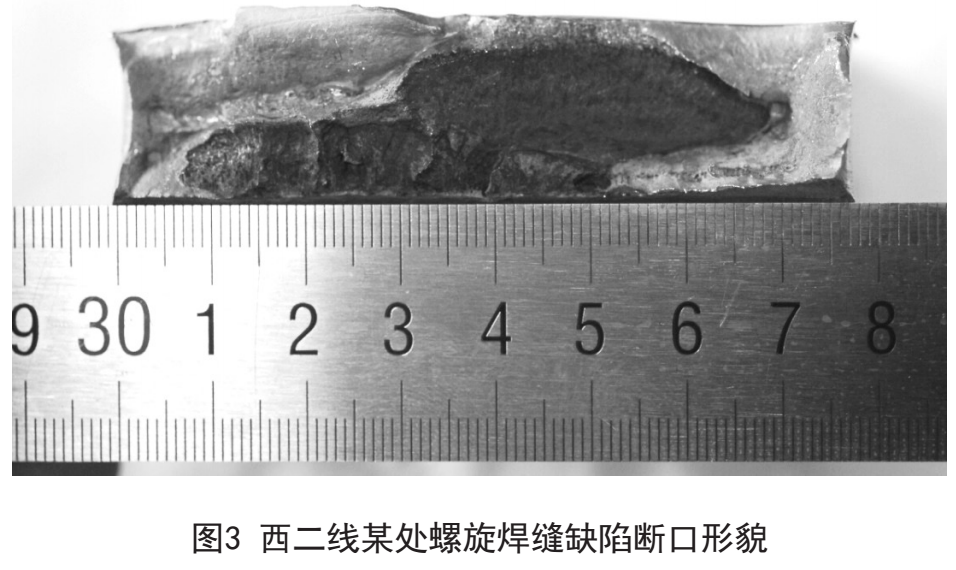
└²╚ńŻ¼2015─Ļ5į┬Ż¼╣½╦Šķ_š╣╬„Č■ŠĆ─│Č╬║Ė┐p’LļU┼┼▓ķ▀^│╠ųą░l¼F─│╠Ä┬▌ą²║Ė┐p┤µį┌┴č╝y╚▒Ž▌ĪŻįō╚▒Ž▌ė╔╣½╦Š┐Ų╝╝ą┼ŽóĘ■äšųąą─ā╚Öz£y░l¼FŻ¼ĮøĄ┌╚²ĘĮ═Ļš¹ąįįuārŻ¼×ķ▓╗┐╔Įė╩▄Ż¼╣½╦Š╝┤ī”╚▒Ž▌▓┐╬╗▀Mąą┴╦ōQ╣▄╠Äų├ĪŻ║¾Ų┌Ż¼ėų╬»═ąīŻśIå╬╬╗ī”╚▒Ž▌ķ_š╣┴╦╩¦ą¦Ęų╬÷Ż¼░l¼Fįō║Ė┐p┴č╝yöUš╣╔ŅČ╚▀_15mmŻ¼╩ŻėÓ▒┌║±āH4mmĪŻ¼Fł÷╦«ē║įć“×╝░öÓ┐┌ą╬├▓╚ńłD2ĪółD3╦∙╩ŠĪŻ

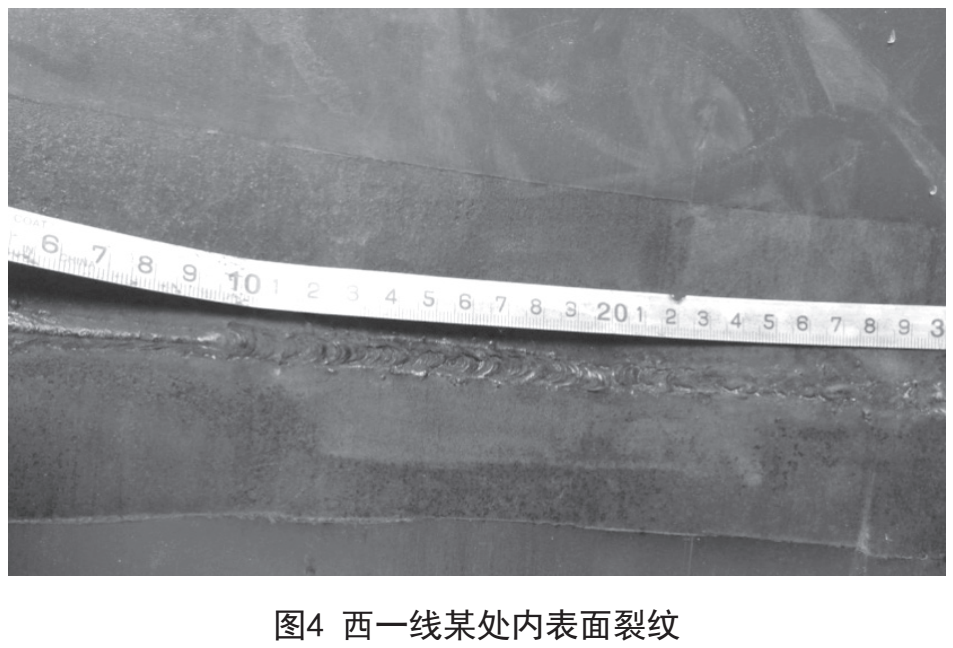
2016─Ļ6į┬Ż¼╣½╦Šķ_š╣╬„ę╗ŠĆ─│Č╬║Ė┐p╩¦ą¦’LļU┼┼▓ķųą░l¼F─│╠ÄŁh║Ė┐p┤µį┌ā╚▒Ē├µ┴č╝y╚▒Ž▌ĪŻōQ╣▄╚Īśė║¾┤_šJįō╠Ä║Ė┐pā╚▒Ē├µ┤µį┌┴č╝yĪóĖ∙▓┐╬┤╚█║Ž╚▒Ž▌Ż¼╚ńłD4╦∙╩ŠĪŻ
3 «É│Ż║Ė┐p’LļU╣▄┐ž
Ż©1Ż®▓╗ę╦├ż─┐ķ_š╣▀^ČÓĄ─ķ_═┌Öz£yĪŻ├µī”ā╚Öz£y░l¼FĄ─öĄ┴┐Š▐┤¾Ą─║Ė┐p«É│ŻöĄō■Ż¼╩ūŽ╚æ¬Ęų╬÷║Ė┐p«É│Żą╬│╔įŁę“Īó’LļU│╠Č╚║═─┐Ū░═Ļš¹ąį╣▄┐ž¼FĀŅŻ¼╚╗║¾į┌┤╦╗∙ĄA╔Žßśī”ąįĄž▀Mąąķ_═┌Öz£yįuār╣żū„ĪŻ═¼ĢrŻ¼ę¬Ė∙ō■ķ_═┌Öz£yįuārĮY╣¹Ż¼▓╗öÓ═Ļ╔Ųā×╗»▀x³cįŁätŻ¼ęį╠ß╔²ķ_═┌Öz£y╣żū„ėąą¦ąįĪŻ
Ż©2Ż®ķ_═┌“×ūCąĶę¬▀xō±▀mę╦Ą─¤oōpÖz£yŻ¼Ė∙ō■╚▒Ž▌ŅÉą═║Ž└Ē▀xō±¤oōpÖz£yĘĮĘ©Ż¼į┌¤oĘ©ėąą¦┼ąČ©╚▒Ž▌ŅÉą═║═│▀┤ńĢrŻ¼æ¬▒M┐╔─▄╩╣ė├Ė³ČÓĄ─¤oōpÖz£yĘĮĘ©▀MąąÖz£yĪŻĖ∙ō■Ė„ŅÉÖz£yĮY╣¹Ż¼ŠC║ŽĘų╬÷║Ė┐p╚▒Ž▌ĪŻ
Ż©3Ż®║Ž└ĒįOų├Öz£y║ŽĖ±ś╦£╩ĪŻĖ∙ō■╣▄Ą└Į©įOĢrķgĪóĮ©įOŲ┌║Ė┐┌¤oōpÖz“ל╦£╩Īó╣▄Ą└═Ļš¹ąį╣▄└Ē¼FĀŅŻ¼║Ž└ĒįOų├Öz£y║ŽĖ±ś╦£╩Ż¼▒▄├Ō╬Ż║”ąį╚▒Ž▌┬®Öz╗“▀^Č╚ŠSą▐ĪŻ
4 Äū³cĮ©ūh
«É│Ż║Ė┐p╚▒Ž▌å¢Ņ}╩Ūį┌╣▄Ą└═Ļš¹ąį╣▄└Ē▓╗öÓ╔Ņ╗»▀^│╠ųąų▓Į═╣’@│÷üĒĄ─Ż¼ę▓╩Ū╬┤üĒ═Ļš¹ąį╣▄└ĒĄ─ļy³cå¢Ņ}ų«ę╗ĪŻĮ±║¾Ż¼æ¬į┌ęįŽ┬ÄūéĆĘĮ├µū÷║├’LļU╣▄┐ž╣żū„Ż║
ę╗╩Ūų°┴”╠ß╔²Öz£y╣żŠ▀Öz£y─▄┴”Ż¼ć·└@║Ė┐pĪó┴č╝yĄ╚å¢Ņ}└^└mķ_š╣蹊┐╣żū„ĪŻ═¼Ģrę¬ĘeśOįć³cć°ā╚═ŌūŅą┬Öz£y╝╝ągŻ¼╚ń╚½ĘĮ╬╗ų▄Ž“┬®┤┼Öz£y╝╝ągĪóļŖ┤┼│¼┬ĢÖz£y╝╝ągĪó╚§┤┼Öz£y╝╝ągĄ╚ĪŻ
Č■╩Ū▓╗öÓ═Ļ╔ŲÖz£yöĄō■Ęų╬÷╝╝ągŻ¼│õĘų└¹ė├¼FėąöĄō■Ż¼▓╗öÓ╠ß╔²║Ė┐p«É│Ż╚▒Ž▌ūRäeĄ─£╩┤_ąįĪŻ
╚²╩Ūć└┐ž╣▄Ą└Į©įOŲ┌╣▄└ĒŻ¼£p╔┘╣▄Ą└▒Š¾w┤µį┌Ą─╚▒Ž▌Ż¼╝ėÅŖĮ┐┌ĪóĘĄą▐┐┌Ą╚╠ž╩Ō║Ė┐p║ĖĮė╣żū„┘|┴┐╣▄┐žŻ¼┤_▒Ż╣ż│╠╩®╣ż┘|┴┐ĪŻ
ģó┐╝╬─½IŻ║
[1] -[2]═§µ├Ż¼ŚŅ▌xŻ¼±Tæc╔ŲŻ¼Ą╚Ż«ė═ÜŌ╣▄Ą└Łh║Ė┐p╚▒Ž▌ā╚Öz£y╝╝ąg¼FĀŅ┼cš╣═¹[J]Ż«ė═ÜŌā”▀\Ż¼2015Ż¼07Ż©34Ż®Ż║694-699.
ū„š▀Ż║║·ĮŁõhŻ¼ 1998─Ļ«ģśIė┌╬„░▓╩»ė═īWį║ÖCąĄįOėŗ╝░ųŲįņīŻśIŻ¼īW╩┐īW╬╗Ż¼Ė▀╝ē╣ż│╠ĤĪŻ¼F╚╬╬„▓┐╣▄Ą└╣½╦Š╣▄Ą└╠ÄŻ©▒Żąl╠ÄŻ®Ė▒╠ÄķLĪŻ
ĪČ╣▄Ą└▒ŻūoĪĘ2016─ĻĄ┌6Ų┌Ż©┐éĄ┌31Ų┌Ż®
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW░▓éõ 62010202003034╠¢
Ė╩╣½ŠW░▓éõ 62010202003034╠¢ 
