



╣▄Ą└3PEĘ└Ė»īėča┐┌┤ŅĮė▓┐╬╗ą┬ą═╠Ä└Ē╝╝ąg£\╬÷
üĒį┤Ż║ĪČ╣▄Ą└▒ŻūoĪĘļsųŠ ū„š▀Ż║ŚŅė└║═ ║·ĮŁõh ĘĮąl┴ų ĢrķgŻ║2018-7-4 ķåūxŻ║
ŚŅė└║═ ║·ĮŁõh ĘĮąl┴ų
ųą╩»ė═╣▄Ą└┬ō║ŽėąŽ▐╣½╦Š╬„▓┐Ęų╣½╦Š
0 ę²čį
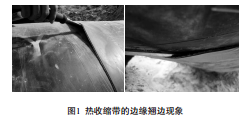
┬±Ąž╣▄Ą└Ą─ča┐┌┘|┴┐ĻPŽĄĄĮ╣▄Ą└═ŌĘ└Ė»Ą─┐é¾w┘|┴┐║═ķLŲ┌╩╣ė├ē█├³ĪŻĮ³─ĻüĒŻ¼ć°ā╚ę╗ą®╣▄Ą└▀\ĀIå╬╬╗ĮM┐Śķ_š╣┴╦ča┐┌Ę└Ė»īėæ¬ė├¼FĀŅĄ─š{蹯¼▓╔ė├ā╚Īó═ŌÖz£yĮY║Žķ_═┌“×ūCĄ─ĘĮĘ©Ż¼š{▓ķ░l¼F┴╦▒╚▌^ć└ųžĄ─¤ß╩š┐sĦča┐┌╩¦ą¦å¢Ņ}Ż¼ų„ę¬▒Ē¼F×ķ¤ß╩š┐sĦ┼c╣▄¾wš│ĮY▓╗┴╝ęį╝░¤ß╩š┐sĦ┼cų„¾w╣▄Ą└Š█ęꎮŻ©ęįŽ┬║åĘQPEŻ®Ę└Ė»īė┤ŅĮė▓┐╬╗š│ĮY▓╗┴╝ā╔ĘNŪķørĪŻ2010─Ļ╬„ÜŌ¢|▌öę╗ŠĆĄ─ča┐┌Ę└Ė»īėķ_═┌“×ūC░l¼FŻ¼ 55%Ą─╩¦ą¦░l╔·į┌ča┐┌┤ŅĮė▓┐╬╗ĪŻ2013─Ļį┌╬„ÜŌ¢|▌öę╗ŠĆĄ─ča┐┌ą▐Å═╣ż│╠ųąŻ¼ī”ča┐┌▓┐╬╗╩¦ą¦įŁę“ę▓▀Mąą┴╦š{▓ķŻ¼═¼śė░l¼F│¼▀^50%Ą─╩¦ą¦░l╔·į┌ča┐┌┤ŅĮė▓┐╬╗ĪŻė╔┤╦┐┤│÷Ż¼ča┐┌Ę└Ė»īė┼cPEīė┤ŅĮė▓┐╬╗Ą─š│Įė╩ŪʱŠo├▄╩Ūča┐┌ėąą¦ąįĄ─ĻPµIĪŻ─┐Ū░Ż¼×ķĘ└ų╣ča┐┌▓┐╬╗╩¦ą¦Ż¼ć°ā╚蹊┐ų„ę¬Å─ča┐┌ą┬▓─┴Ž▀xō±Īóča┐┌╩®╣ż┘|┴┐┐žųŲĄ╚ĘĮ├µüĒķ_š╣╣żū„ĪŻ▒Š╬─ę└ō■¼Fł÷╩®╣żĮø“ׯ¼Å─ča┐┌┤ŅĮė▓┐╬╗Ą─╠Ä└Ē╝╝ągĘĮ├µĮo│÷┴╦Į©ūhŻ¼┴”Ū¾3PEĘ└Ė»īėča┐┌┤ŅĮė▓┐╬╗īŹ¼F║├Ą─├▄ĘŌĪŻ
1 ─┐Ū░ča┐┌┤ŅĮė▓┐╬╗Ą─╠Ä└ĒĘĮ╩Į╝░┤µį┌Ą─▒ūČ╦
─┐Ū░Ż¼ć°ā╚═Ō┬±Ąž╣▄Ą└Į©įO▀^│╠ųą╩╣ė├ūŅÅVĘ║Ą─╩Ū3PEĘ└Ė»īėŻ¼┼cŲõ┼õ╠ūĄ─¼Fł÷Ę└Ė»ča┐┌┤¾ČÓ▓╔ė├Łh觥ūŲß+▌Ś╔õĮ╗┬ōŠ█ęꎮ¤ß╩š┐sĦŻ©╠ūŻ®Ą─ĮYśŗŻ¼įōča┐┌ą╬╩Į╩Ū─┐Ū░ć°ā╚═Ō╣½šJĄ─│╔╩ņ╝╝ągŻ¼į┌ć°ā╚═ŌīŹļH╣ż│╠ųą┤¾┴┐æ¬ė├ĪŻ╩®╣żĢrŽ╚╦ó═┐¤o╚▄䮣h觥ūŲ߯¼╚╗║¾īó¤ß╩š┐sĦŻ©╠ūŻ®░³Ė▓į┌ča┐┌╠ÄŻ¼Š∙ä“╝ė¤ß╩╣Ųõ«a╔·ÅĮŽ“╩š┐sŻ¼═¼Ģrā╚īė ¤ß╚█─z╚█╗»Ż¼╩╣╩š┐sĦŻ©╠ūŻ®┼c╣▄¾wĘ└Ė»īė║═ča┐┌▓┐╬╗õō╣▄▒Ē├µš│Įėį┌ę╗ŲŻ¼ą╬│╔Ę└Ė»├▄ĘŌĪŻė╔ė┌╣▄¾wPEĘ└Ė»īėī┘ė┌ĘŪśOąį╬’┘|Ż¼║▄ļy┼cŲõ╦³╬’┘|ĮY║ŽŻ¼×ķ┴╦╝ėÅŖ¤ß╚█─z/PEĮń├µĄ─š│ĮYÅŖČ╚Ż¼═∙═∙ąĶę¬ī”PE┤ŅĮė▓┐╬╗▀MąąśO╗»╠Ä└ĒŻ¼░³└©╗赜O╗»Īó▒Ē├µ┤ų▓┌╗»╠Ä└ĒĪóļŖĢ×╠Ä└ĒĄ╚[1]Ż¼Ą½¼Fł÷╩ų╣ż║µ┐Š║═õōĮz╦ó╩ų╣ż└Ł├½ĢrŻ¼╝ė¤ß£žČ╚Īó╝ė¤ßŠ∙ä“ąįĪó└Ł├½╔ŅČ╚╝░Š∙ä“Č╚Š∙▓╗─▄Ą├ĄĮ▒ŻūCŻ¼ę“┤╦¤ß╚█─z┼cPE┤ŅĮė▓┐╬╗Ą─š│ĮY║▄ļyū÷ĄĮ═Ļ╚½├▄ĘŌĪŻ
─│╣▄Ą└Ą─ča┐┌Ę└Ė»īėķ_═┌“×ūCųą░l¼FŻ¼¤ß╩š┐sĦča┐┌Ę└Ė»īė│ŻęŖĄ─═Ōė^╚▒Ž▌×ķ┬N▀ģŻ©łD1Ż®Ż¼Ęų╬÷«a╔·┬N▀ģĄ─įŁę“Ż¼ų„ę¬░³└©PE┤ŅĮė▓┐╬╗Ą─śO╗»╠Ä└Ē▓╗ūŃĪó¤ß╚█─z/PEĮń├µĄ─š│ĮYÅŖČ╚╚§Ż╗¤ß╩š┐sĦ╩®╣żĢr║µ┐Š£žČ╚▓╗ūŃĪó¤ß╚█─z╬┤│õĘų╚█╚┌Ą╚ĪŻ
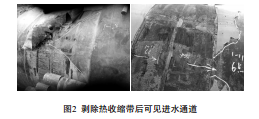
ķ_═┌Öz£yųą▀Ć░l¼FŻ¼ėąĄ─ča┐┌į┌äā│²¤ß╚█─zīėĢrŲõ┼cPEš│ĮY│╩¼F▓╗▀B└mĀŅæBŻ¼╝┤¤ß╚█─z┼cPEīėš│ĮY▓╗Šo├▄Ż¼Įø▀^ķLŲ┌Ą─┬±įOŻ¼ĄžŽ┬╦«čžų°¤ß╚█─z┼cPEĮń├µųØuØB═Ėų┴ča┐┌╣▄¾w▒Ē├µŻ¼╚ń╣¹╣▄¾w¤o╚▄䮣h觥ūŲß║±Č╚▌^▒ĪŻ¼į┌Ė»╬gąį▌^ÅŖĄ─Ąžģ^Ż¼Š├Č°Š├ų«Ģ■ī¦ų┬ĄūŲßäāļx║═╣▄¾wĄ─Ė»╬gĪŻłD2ųą¤ß╩š┐sĦ¤ß╚█─z┼cPEŠų▓┐╬┤š│ĮY╠Ä┐╔ęŖ├„’@Ą─▀M╦«═©Ą└ĪŻ
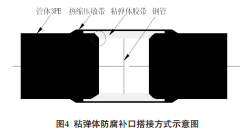
×ķĘ└ų╣ŅÉ╦ŲĄ─ča┐┌┤ŅĮė▓┐╬╗╩¦ą¦Ż¼┐╔▓╔╚ĪęįŽ┬┤ļ╩®╝ėęįĖ─▀MŻ║ę╗╩Ū╩®╣żĢr▓╔ė├ÖCąĄ║µ┐ŠĘĮ╩ĮŻ¼▒▄├Ō║µ┐Š£žČ╚▓╗ūŃ╗“▓╗Š∙ä“ĪóŠų▓┐¤ß╚█─z╬┤╚█╗»Ą─ŪķørŻ╗Č■╩Ū▓╔ė├ėąą¦Ą─PEīėśO╗»╠Ä└ĒĘĮĘ©Ż¼╚ńÜŌ¾wśO╗»ĘĮĘ©[2]Īó╗čµč§╗»╠Ä└Ē[3]║═śO╗» ╠Ä└ĒŲ„╝╝ąg[4]Ą╚ĪŻ▒Š╬─╠ß│÷Ą─3PEĘ└Ė»īėča┐┌┤ŅĮė▓┐╬╗ą┬ą═╠Ä└Ē╝╝ągŻ¼╩ŪÅ─╣ż╦ćā×╗»ĮŪČ╚│÷░lŻ¼═©▀^į┌┤ŅĮė▓┐╬╗▀MąąĪ░£Ž▓█Ī▒╗»╠Ä└ĒŻ¼╩╣ča┐┌▓─┴Žį┌įō▓┐╬╗Ą─ėąą¦├▄ĘŌ├µĘeį÷┤¾Ż¼Å─Č°į÷ÅŖ├▄ĘŌĘ└╦«ū„ė├ĪŻ
2 ča┐┌┤ŅĮė▓┐╬╗Ą─Ī░£Ž▓█Ī▒╠Ä└ĒĘĮ╩Į
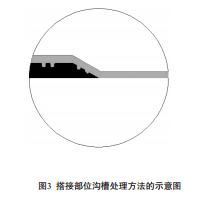
ča┐┌┤ŅĮė▓┐╬╗£Ž▓█╠Ä└ĒĘĮĘ©╩ŪÅ─╣ż╦ćā×╗»ĮŪČ╚│÷░lŻ¼Įo│÷Ą─╝ėÅŖča┐┌┤ŅĮė▓┐╬╗š│ĮYÅŖČ╚Å─Č°╝ėÅŖŲõ├▄ĘŌĘ└╦«ū„ė├Ą─ę╗ĘNą┬╦╝┬ĘĪŻ▓╔ė├ą┬Ą─PE£Ž▓█╗»╠Ä└ĒŻ¼į┌ča┐┌Ę└Ė»īė┤ŅĮė▓┐╬╗═Ō▒Ē├µäØ│÷£Ž▓█Ż©łD3Ż®Ż¼£Ž▓█Ęų2ĮMŻ¼├┐ĮM2éĆ▓█Ż¼ę▓┐╔ęĢŪķørį÷£p£Ž▓█Ą─ĮMöĄ║═▓█öĄŻ╗▓╔ė├Ą─£Ž▓█ŪąĖŅįOéõ┐╔ęį╩ŪŪą╣▄įOéõĖ─įņČ°│╔╗“ė├ī”┐┌Ų„╝▄ĄČ▓█╩ų╣żųŲ│╔Ż©ī”ąĪ┐┌ÅĮ╣▄Ą└Ż®Ż¼┐╔▓╔ė├┼cÖCąĄĘų░Ļ╩Įõō╣▄ŪąĖŅÖCŽÓ╦ŲĄ─ĮYśŗą╬╩ĮŻ¼īóĖŅĄČĖ³ōQ×ķĘŪĮī┘▓─┴Ž╗“ÅŖČ╚Įķė┌Š█ęꎮ║═Łhč§Ę█─®ų«ķgĄ─▓─┴ŽŻ¼į┌╝ė╣ż│÷£Ž▓█Ą─═¼ĢrŻ¼▀Ć┐╔▒▄├Ōī”Ųõā╚īėŁhč§Ę█─®╝░╣▄Ą└▒Š¾wįņ│╔ōpé¹ĪŻļxča┐┌▓┐╬╗ūŅĮ³Ą─ę╗ĮM£Ž▓█╬╗ė┌╣▄¾wĘ└Ė»īė┼c▓╗═¼ča┐┌ą╬╩ĮĄ─ĄūŲß╗“Ą┌ę╗Ą└Ę└Ė»īė┤ŅĮė▓┐╬╗Ż¼Ą┌Č■ĮM£Ž▓█╬╗ė┌╣▄¾wĘ└Ė»īė┼c▓╗═¼ča┐┌ą╬╩ĮĄ─═ŌĘ└Ė»Ä¦╗“═ŌūoĦĄ─┤ŅĮė▓┐╬╗ĪŻ
┤╦╣ż╦ć▀mė├ė┌ر─żĘ©Ą─ę║¾w═┐┴ŽŅÉ╝░└pĦŅÉča┐┌┤ŅĮė▓┐╬╗╠Ä└ĒĪŻę║¾w═┐┴Ž╦ó═┐Ģrīó│õØM£Ž▓█▓┐╬╗Ż¼į÷┤¾┼cįŁ╣▄¾w═┐īėĄ─Įėė|├µĘeŻ¼╠ßĖ▀═┐īėĄ──═╦«├▄ĘŌąį─▄ĪŻ
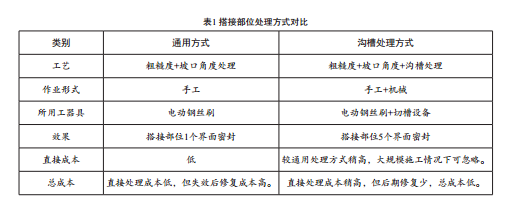
▓╔ė├£Ž▓█╠Ä└ĒĘĮ╩ĮŻ¼┼c═©ė├┤ŅĮė▓┐╬╗╠Ä└ĒĘĮ╩ĮĄ─▒╚▌^ęŖ▒Ē1Ż║
3 Ī░£Ž▓█Ī▒╠Ä└ĒĘĮĘ©Ą─īŹ╩®
£Ž▓█╠Ä└ĒĘĮĘ©┐╔æ¬ė├ė┌ą┬Į©╣▄Ą└ča┐┌║═▀\ąąŲ┌ą▐Å═╩®╣żĪŻ
1Ż®╣▄Ą└Į©įOŲ┌Ż║┐╔īó£Ž▓█ŪąĖŅįOéõ╝»│╔ĄĮ─┐Ū░ųą╩»ė═┤¾┴”═ŲÅVæ¬ė├Ą─ūįäėćŖ╔░│²õPčbų├╗“ųąŅl╝ė¤ßŲ„Ą╚įOéõ╔ŽŻ¼į┌ćŖ╔░║¾╗“╝ė¤ßĢrŻ¼▀Mąą┤ŅĮė▓┐╬╗Ą─ŪąĖŅ╠Ä└ĒŻ¼ī”ča┐┌╣”ą¦ę▓▓╗Ģ■«a╔·ė░ĒæŻ¼į┌┤¾┴┐ča┐┌╩®╣żĢrŻ¼╦∙į÷╝ėĄ─│╔▒Š┐╔║÷┬įĪŻ
2Ż®▀\ąąŲ┌ą▐Å═Ż║┤╦ĘĮĘ©▀mė├ė┌ę║¾w═┐┴ŽŅÉĪó└pĦŅÉ▓─┴Ž╗“š│ÅŚ¾w▓─┴ŽĄ─ą▐Å═╩®╣żŻ¼▓╗ąĶę¬┤¾Ą─ÖCąĄįOéõŻ¼ī”ū„śI┐ėø]ėą╠ž╩Ōę¬Ū¾Ż¼│╔▒Šį÷╝ė╔┘ĪŻ
4 īŹ╩®┼e└²
▓╔ė├š│ÅŚ¾w▀Mąąča┐┌ą▐Å═ĢrŻ¼Ž╚ī”ča┐┌▓┐╬╗▀MąąŪÕ└Ē║═┤“─źŻ¼╚╗║¾╝ė╣ż│÷£Ž▓█Ż¼š│ÅŚ¾w┼c╣▄¾wĘ└Ė»īė┤ŅĮėīÆČ╚▓╗ąĪė┌50mmĪŻš│ÅŚ¾wĘ└Ė»ča┐┌┤ŅĮėĘĮ╩Į╚ńłD4╦∙╩ŠĪŻ
š│ÅŚ¾wŠ▀ėąā׫ɥ─Ę└╦«├▄ĘŌąįĪóš│ĮYąįĪó└õ┴„ąįĪó┐╣ĻÄśOäāļxąį║═╚▌ęū╩╣ė├Īó┘|┴┐╚▌ęū┐žųŲĄ─╠žąįŻ¼į┌╬„ÜŌ¢|▌öĄ╚┤¾┐┌ÅĮ╣▄ŠĆ╔ŽĄ─æ¬ė├ą¦╣¹┴╝║├ĪŻ▓╔ė├£Ž▓█╠Ä└ĒĘĮĘ©╩®╣żĢrŻ¼š│ÅŚ¾w─▄│õØM £Ž▓█Ż¼▓ó▀_ĄĮĮ■ØÖą¦╣¹Ż¼ŽÓ«öė┌į┌┤ŅĮė▓┐╬╗į÷╝ė4Ą└Ņ~═ŌĄ─├▄ĘŌŻ¼£p╔┘┴╦ča┐┌┤ŅĮė▓┐╬╗╩¦ą¦Ą─Ė┼┬╩ĪŻ
5 ĮYšō
1ĪóĮ³─ĻüĒČÓ╝ę╣½╦ŠĄ─╣▄Ą└ķ_═┌Öz£y▒Ē├„Ż¼ča┐┌╩Ū3PEĘ└Ė»╣▄Ą└┘|┴┐ųąūŅ▒Ī╚§Ą─Łh╣ØŻ¼ė╔ė┌┤ŅĮė▓┐╬╗╠Ä└Ē▓╗ē“ī¦ų┬Ą─├▄ĘŌ╩¦ą¦å¢Ņ}ć└ųžė░Ēæ┴╦╣▄Ą└Ą─š²│Ż▀\ąąĪŻ
2Īóą┬Ą─ča┐┌┤ŅĮė▓┐╬╗£Ž▓█╠Ä└ĒĘĮĘ©╩ŪÅ─╣ż╦ćā×╗»ĮŪČ╚│÷░lŻ¼▓╔ė├Ūą▓█įOéõį┌ča┐┌Ę└Ė»īė┤ŅĮė▓┐╬╗═Ō▒Ē├µ╝ė╣ż│÷2ĮMŻ©├┐ĮM2éĆŻ®£Ž▓█Ż¼ča┐┌╩®╣żĢrŻ¼ča┐┌▓─┴Žīóįō£Ž▓█╠Ņ│õ║¾Ż¼īó╩╣įō▓┐╬╗į÷╝ė4Ą└├▄ĘŌŻ¼Å─Č°╝ėÅŖ┴╦├▄ĘŌĘ└╦«ū„ė├ĪŻ
3Īó£Ž▓█╠Ä└ĒĘĮĘ©▀mė├ė┌ę║¾w═┐┴ŽŅÉĪó└pĦŅÉ▓─┴Ž╗“š│ÅŚ¾w▓─┴ŽĄ─╩®╣żĪŻ ©Ź
ģó┐╝╬─½IŻ║
1Ż«ĻÉ╩žŲĮŻ¼─¬╚▌Ż¼ģŪĄŽ.Ę└Ė»╝░▒Ż£ž╣▄Ą└ča┐┌═┐īė┼cŠ█ęꎮĘ└Ė»īė┤ŅĮė╠ÄĄ─▒Ē├µ╠Ä└Ē╝╝ąg蹊┐.Ę└Ė»▒Ż£ž╝╝ągŻ¼2007─Ļ6į┬Ą┌15ŠĒĄ┌2Ų┌Ż¼238©C241.
2Ż«═§ŠV.ÜŌ¾wśO╗»╠Ä└Ēä®į┌3PEĘ└Ė»╣▄ŠĆę║æBŁhč§ča┐┌╝╝ągųąĄ─æ¬ė├.╗»īW╣ż│╠┼cčbéõŻ¼2012─ĻĄ┌11Ų┌Ż¼102©C104.
3.W Hodgins. Field joint challenges in remotepipeline construction [C]. 5th Annual Oil And Gas PipelineConferenceŻ¼AbuDhabiŻ¼2005.
4.ų▄╬õĄ┬.3PE╣▄Ą└ča┐┌Ą─śO╗»╠Ä└Ē╝╝ąg.ė═ÜŌā”▀\Ż¼2011Ż¼30Ż©3Ż®Ż║213©C215.
ū„š▀║åĮķŻ║ŚŅė└║═Ż¼Ė▀╣żŻ¼į┌ūx▓®╩┐╔·Ż¼╬„░▓╩»ė═īWį║╗»╣żįOéõ┼cÖCąĄīŻśI«ģśIŻ¼╬„▓┐╣▄Ą└╣½╦Š╣▄Ą└╠ÄŻ©▒Żąl╠ÄŻ®╠ÄķL
2014─ĻĄ┌2Ų┌Ż©┐éĄ┌15Ų┌Ż®Ż®
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW░▓éõ 62010202003034╠¢
Ė╩╣½ŠW░▓éõ 62010202003034╠¢ 
