



╣▄Ą└ā╚Ė»╬gĄ─Öz£yįuār┼cē║┴”įć“×
üĒį┤Ż║ĪČ╣▄Ą└▒ŻūoĪĘļsųŠ ū„š▀Ż║čÓ▒∙┤© ╚╬ųž ┘Z╣Ō├„ Åł║Ż┴┴ ĢrķgŻ║2018-8-14 ķåūxŻ║
čÓ▒∙┤© ╚╬ųž ┘Z╣Ō├„ Åł║Ż┴┴
ųąć°╩»ė═╣▄Ą└╣½╦Š
š¬ę¬Ż║ßśī”ķL▌öė═ÜŌ╣▄Ą└├µ┼RĄ─ā╚Ė»╬g╠žäe╩Ū³c╬g║═ßś┐ūå¢Ņ}Ż¼┐éĮY┴╦ć°ā╚═Ōė═ÜŌ╣▄Ą└ā╚Ė»╬g蹊┐¼FĀŅĪóų„ę¬ÖC└ĒŻ¼Ė┼└©┴╦ķL▌öė═ÜŌ╣▄Ą└ā╚Ė»╬g┐žųŲś╦£╩║═ų„ꬥ─Ę└┐ž╝╝ągĪŻßśī”³c╬g║═ßś┐ūŻ¼Ęųäeķ_š╣┴╦ā╚Öz£yŲ„Ā┐ę²įć“×Īó│¼┬Ģ£y║±Öz£yįć“×Īóē║┴”įć“ׯ¼▓óī”įć“×öĄō■▀Mąą┴╦╔Ņ╚ļĘų╬÷ĪŻÅ─═Ļš¹ąįįuārĄ─ĮŪČ╚Ż¼ī”³c╬g║═ßś┐ū▀Mąą┴╦╚½ĘĮ╬╗Ų╩╬÷ĪŻį┌┤╦╗∙ĄA╔ŽŻ¼╠ß│÷┴╦ć°ā╚╣▄Ą└ßśī”ā╚Ė»╬gĘ└┐žĄ─║Ž└ĒĮ©ūhŻ¼┐╔×ķė═ÜŌ╣▄Ą└═Ļš¹ąį╣▄└Ē║═ā╚Ė»╬g╣▄└ĒŽ“Ū░░lš╣╠ß╣®øQ▓▀ų¦│ų║═╝╝ągģó┐╝ĪŻ
ĻPµIį~Ż║ė═ÜŌķL▌ö╣▄Ą└Ż╗ā╚Ė»╬gŻ╗Ā┐ę²įć“ׯ╗ē║┴”įć“×
Į³─ĻüĒŻ¼ė╔ė┌ā╚Ė»╬gČ°ę²░lĄ─╣▄Ą└╩¦ą¦╩┬╝■ųØu’@¼FĪŻ▓┐Ęųą┬Į©╣▄Ą└╔ą╬┤š²╩Į═Č«aŻ¼ų├Ę┼Ģrķg▌^ķL║¾Ż¼═Č«aļAČ╬╝┤░l╔·ā╚Ė»╬g┤®┐ūŻ¼└Ž²g╣▄Ą└ā╚Ė»╬g╩¦ą¦Ė³×ķć└ųžĪŻ▓╗āHšŠ═Ō╣▄Ą└Ż¼šŠā╚╣ż╦ć╣▄Ą└ę▓ČÓ░l╣▄Ą└ā╚Ė»╬gą╣┬®[1]ĪŻ╩¦ą¦Ęų╬÷▒Ē├„Ż¼ą╣┬®³c│÷¼Fį┌╣▄Ą└┼└Ų┬Č╬║═ŽÓī”╬╗ų├Ą═³cŻ¼│▀┤ń║▄ąĪŻ¼▓╗ęū░l¼FŻ¼ī┘ė┌³c╬g║═ßś┐ūĘČ«ĀĪŻ╚ń║╬░l¼F▓óĘ└┐ž┤╦ŅÉ╚▒Ž▌Ż¼’LļU╩Ūʱ─▄ē“│ą╩▄Ż¼│ąē║─▄┴”╚ń║╬Ż¼╩Ū╣▄Ą└╣▄└Ēš▀├µ┼R║═ąĶę¬ĮŌøQĄ─ļyŅ}ĪŻ
1 ╣▄Ą└ā╚Ė»╬g蹊┐¼FĀŅ┼cų„ę¬Ę└┐ž┤ļ╩®
ō■蹊┐Ęų╬÷Ż¼╬ó╔·╬’į┌│┴Ęe╦«ųą┤¾┴┐Ę▒ų│Ż¼╩Ū│╔ŲĘė═ā╚Ė»╬gĄ─ų„ę¬│╔ę“Ż╗Č°▌ö╦═╣ż╦ćęūė┌ą╬│╔│┴Ęe╦«Ė»╬gŁhŠ│Ż¼ät╩Ū╣▄ŠĆć└ųžā╚Ė»╬gĄ─ų„ę¬ę“╦žĪŻĻÉ╔ž╚A[2]Ą╚╚╦šJ×ķįņ│╔╣▄Ą└Ė»╬g┤®┐ūĄ─ų▒ĮėįŁę“╩ŪįŁė═ųą║¼ėąę╗Č©ĄV╗»Č╚Ą─╦«,į┌įŁė═▌ö╦═▀^│╠ųąųØu│┴Ęeį┌ŠĆ┬ĘĄ══▌╠ÄĄ─╣▄Ą└Ąū▓┐Ż¼įņ│╔Ė»╬g┤®┐ūĪŻ
ÜWų▐│╔ŲĘė═╣▄Ą└Ą─ā╚Ė»╬gĘų╬÷šJ×ķŻ¼╦«╩Ūī¦ų┬╣▄Ą└░l╔·ā╚Ė»╬gĄ─ų„ę¬įŁę“ĪŻ╚ńį┌ÅØ╣▄ĖĮĮ³ĪóķyķTĪóĄ══▌╣▄Č╬ĪóšŠā╚Å═ļs╣▄ŠWĄ╚╠ž╩Ō▓┐╬╗Ż¼ļŖ╗»īWĖ»╬gĄ─╬Ż║”ę¬▀hĖ▀ė┌š²│ŻŁhŠ│Ż¼╝ėų«┼c╬ó╔·╬’Ė»╬gĄ─ŠC║Žū„ė├Ž┬Ż¼Ųõā╚Ė»╬g╦┘┬╩ę¬Ė▀ė┌╣▄Ą└š²│ŻŁhŠ│Ą─Äū▒Č╔§ų┴Äū╩«▒ČĪŻ
╚¶╦«ųą═¼Ģr║¼ėąO2║═CO2ĢrŻ¼╣▄▓─Ą─Ė»╬gĢ■Ė³ć└ųžĪŻįŁė═ųą╗Ņąį┴“║¼┴┐įĮĖ▀Ė»╬gąįįĮÅŖŻ¼╗Ņąį┴“║¼┴┐▓╗═¼▀ĆĢ■ī¦ų┬į┌▓╗═¼£žČ╚ĘČć·ā╚Ė»╬g╦┘┬╩ļS£žČ╚ūā╗»Ą─├¶Ėąąį▓╗═¼ĪŻ╦«ųąī”Ė»╬gŲ┤┘▀Mū„ė├Ą─ėą║”ļxūė╚ńCl-║¼┴┐įĮĖ▀Ż¼░l╔·Šų▓┐Ė»╬gĄ─Äū┬╩įĮĖ▀ĪŻįŁė═ųąĄ─ļs┘|▌^ČÓŻ¼│┴Ęe║¾įņ│╔č§ØŌ▓ŅļŖ│žėą└¹ė┌Šų▓┐Ė»╬gĄ─├╚╔·Ż¼╝ė╦┘Ė»╬g┤®┐ū[3]ĪŻ
─┐Ū░ć°ā╚ßśī”ā╚Ė»╬g┐žųŲĄ─ś╦£╩ėąŻ¼GB/T23258Ī¬2009ĪČõōųŲ╣▄Ą└ā╚Ė»╬g┐žųŲęÄĘČĪĘŻ©▓╔ś╦NACE SP0106Ī¬2006ĪČControl of Internal Corrosion in Steel Pipelines and Piping SystemsĪĘŻ®SY/T 0087.2Ī¬2012ĪČõō┘|╣▄Ą└╝░ā”╣▐Ė»╬gįuārś╦£╩ ┬±Ąžõō┘|╣▄Ą└ā╚Ė»╬gų▒ĮėįuārĪĘĪŻĮ³─ĻüĒŻ¼ā╚Ė»╬gų▒Įėįuār╝╝ągĪóā╚Ė»╬g▒O£yĄ╚ęč│╔×ķ蹊┐║═æ¬ė├¤ß³cŻ¼Ą½ą¦╣¹▓╗└ĒŽļ[4-8]ĪŻ
ßśī”╣▄Ą└Į©įOĪó╩®╣ż║══Č«aŲ┌Ą─ā╚Ė»╬gĘ└ūo┤ļ╩®Ż¼ć°ā╚ś╦£╩ø]ėą├„┤_ęÄČ©ĪŻ─┐Ū░ÜWų▐╦∙▓╔╚ĪĄ─Ę└ūo┤ļ╩®ų„ę¬ėąĘŌķ]┤µĘ┼Īóæ¬ė├ÜŌŽÓŠÅ╬gä®║═Ę└õPė═ĪŻßśī”ę“╩®╣żįŁę“«a╔·Ą─ļs┘|å¢Ņ}Ż¼─┐Ū░ÜWų▐═©│Ż▓╔ė├ć└Ė±Ą─Į©įO╩®╣żś╦£╩║═▒O╣▄┤ļ╩®Ż¼ė├ąąš■╩ųČ╬╚źęųųŲ╩®╣żļs┘|Ą─ī¦╚ļ[9]ĪŻ
▀\ĀIŲ┌╣▄Ą└ā╚Ė»╬g┐žųŲ┤ļ╩®ų„ę¬░³└©Ż║┐žųŲĖ»╬gĮķ┘|Īó╝ėÅŖŪÕ╣▄Ņl┤╬Īó╠Ē╝ėŠÅ╬gä®Īó╩╣ė├ā╚═┐īė║═─═╬g║ŽĮĄ╚Ż¼─┐Ū░ć°ā╚ś╦£╩ų╗ßśī”ė═ŲĘ▒Š╔Ēėą┘|┴┐ę¬Ū¾Ż¼╔ą╚▒ʔߜī”Ė»╬gĮķ┘|Ą─┐žųŲųĖś╦ĪŻć°═Ōų„ę¬▓╔╚ĪĄ─┤ļ╩®ėą═ČūóŠÅ╬g䮯©ÜóŠ·ä®Ż®Īóų„äėÜóŠ·įOéõĪóā╚═┐īėĪóė═ŲĘ├ō╦«ĪóŪÕ╣▄Ą╚ĪŻÅ─į┤Ņ^╔Ž┐žųŲė═ŲĘųą╦«║¼┴┐ę▓╩ŪĮĄĄ═ā╚Ė»╬gėąą¦Ą─ĘĮĘ©Ż¼Ą½╩Ūī”ė═ŲĘ▀Mąą├ō╦«╠Ä└Ē│╔▒Š▌^Ė▀Ż¼▓╗ęūīŹ¼FĪŻ
2 ā╚Öz£y╝╝ągī”³c╬gĄ─▀mė├ąį
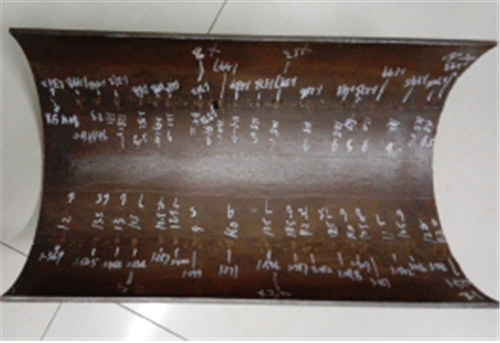
×ķ┴╦“×ūC┬®┤┼ā╚Öz£yŲ„ī”³c╬gĄ─▀mė├ąįŻ¼ėą▒žę¬ķ_š╣Ā┐ę²įć“×ĪŻ▒Š┤╬Ā┐ę²įć“×ęįĮ³Ų┌╣▄Ą└╔ŽīŹļH│÷¼FĄ─╩¦ą¦░Ė└²×ķ╗∙ĄAŻ¼╝ė╣ż┴╦░³└©ßś┐ūĪóąĪ│▀┤ń³c╬gŻ©Ī▄2AĪ┴2AŻ®Īó║Ė┐p«É│ŻĪóča║Ė╠žš„Ą╚ĘŪ│ŻęÄĄ─╚▒Ž▌Ż©╠žš„Ż®Ż¼ų╝į┌įu╣└¼FėąŻ©┬®┤┼Ż®ā╚Öz£y╝╝ągī”┤╦ŅÉ╚▒Ž▌Ą─Öz£y─▄┴”Ż¼įu╣└│ŻęÄĄ─│▀┤ń┴┐╗»─Żą═Ą─▀mė├ąįĪŻė╔ė┌╔µ╝░Öz£y╔╠Ą─Öz£y─▄┴”įuārŻ¼ę“┤╦ęįŽ┬▓┐Ęųī”▓╗═¼Öz£y╔╠▓╔ė├AĪóBĪóCĪóD║═E┤·ĘQĪŻ╝ė╣żĄ─╚▒Ž▌┤¾ČÓöĄ╬╗ė┌Ė„Öz£y╔╠╣½▓╝Ą─Öz£yąį─▄ųĖś╦ų«═ŌŻ¼ų╗ėąAĪóBĪóC╚²╝ęĮo│÷┴╦▓┐Ęų│▀┤ńĘČć·Ą─Öz£yąį─▄ųĖś╦Ż¼ī”įō▓┐Ęų░┤ššSY/T 6597 ā╚Öz£yŽĄĮyĄ─ĶbČ©▀Mąą┴╦įuārĪŻī”ė┌ąį─▄ųĖś╦ų«═ŌĄ─╚▒Ž▌āHū„Ė┼ꬥ─ĮyėŗĘų╬÷Ż¼įu╣└¼Fėą╝╝ąg¼FĀŅ╝░Ė─▀MĘĮŽ“ĪŻÖz│÷┬╩┼c╚▒Ž▌│▀┤ńķgī”æ¬ĻPŽĄ╚ńłD1╦∙╩ŠĪŻ

łD1 ³c╬g║═ßś┐ūĀ┐ę²įć“×ĮY╣¹
ų„ę¬įć“×ĮYšō╚ńŽ┬ĪŻ
Ż©1Ż®ė▓╝■┼õų├ĪŻ═©▀^▓ķ┐┤Öz£yöĄō■Ż¼’@╩Š─┐Ū░Ė„Öz£y╣½╦Šą┼╠¢═©Ą└öĄį┌72-120ĪŻ═©Ą└öĄ┼cą┼╠¢Ą─ŁhŽ“Ęų▒µ┬╩ŽÓĻPŻ¼ī”ė┌ßś┐ūĪó▌SŽ“£Ž╝yĄ╚╚▒Ž▌ė░Ēæ▌^┤¾Ż¼═©│ŻüĒšfŁhŽ“═©Ą└öĄįĮČÓŻ¼┐╔Öz£yĄ─╚▒Ž▌│▀┤ńŻ©├µĘeŻ®Š═įĮąĪŻ¼▀@ę╗³cÅ─Ė„╝ęł¾ĖµĄ─ßś┐ūĪóŁhŽ“£Ž╝yöĄ┴┐Ą├ĄĮę╗Č©Ą─“×ūCĪŻ
Ż©2Ż®ŠC║ŽĖ„╣½╦Š³c╬gĪóßś┐ūĄ─Öz£ył¾ĖµŪķørŻ¼ī”ė┌┤╦┤╬Ā┐ę²įć“ׯ¼Ė„╝ęł¾ĖµĄ─Öz£y▀ģĮńŠĆī”ė┌Ī▌4 mmĄ─╚▒Ž▌Š▀ėą▌^║├Ą─Öz│÷┬╩ĪŻī”ė┌ų▒ÅĮąĪė┌ 4 mmĄ─Ż¼╔ŅČ╚╚ń╣¹│¼▀^40%╗“š▀60%ę▓ėą┐╔─▄╠Į£yĄĮĪŻī”ė┌Öz│÷┬╩Ė„╝ę╣½╦ŠūŅĖ▀ŽÓ▓Ņ10%ū¾ėęŻ¼┐é¾wÖz│÷Ūķør▌^×ķĮėĮ³Ż¼æ¬įō┤·▒Ē┴╦─┐Ū░┬®┤┼ā╚Öz£y╝╝ągĄ─š¹¾w╦«ŲĮĪŻ
Ż©3Ż®³c╬gĪŻ╣▓╝ė╣ż33╠ÄŻ¼ų▒ÅĮ10~20 mmĪŻ
Öz│÷┬╩ĘĮ├µŻ¼AĪóBĪóCĪóDŠ∙╚½▓┐Öz£yĄĮŻ¼Öz│÷┬╩100%Ż¼E╣½╦Šł¾Ėµ32╠ÄŻ¼Öz│÷┬╩97%Ż¼┐╔ęįšJ×ķ╬Õ╝ę╣½╦Šī”ė┌╚▒Ž▌Ą─Öz│÷š╝▒╚╗∙▒Šę╗ų┬ĪŻ╔ŅČ╚Ų½▓ŅĘĮ├µŻ¼Ų½▓ŅĪ└10%wtęįā╚Ą─C╣½╦Šš╝▒╚ūŅĖ▀26/33Ż¼Ųõ┤╬╩ŪE╣½╦Š19/33Ż¼A╣½╦Š18/33Ż¼BĪóD╣½╦Š12/33ĪŻł¾ĖµĮY╣¹’@ų°Ų½Ą═Ż¼ŪęĘų╔óąį▌^┤¾ĪŻ
ęį╔ŽĀ┐ę²įć“ץ─ĮY╣¹▒Ē├„Ż¼ßśī”³c╬g║═ßś┐ūą═Ą─Ė»╬g╚▒Ž▌Ż¼Ė„╝ęÖz£y╣½╦ŠĄ─Öz│÷┬╩║═Öz£yŠ½Č╚┤µį┌ę╗Č©Ą─▓Ņ«ÉŻ¼æ¬Ė∙ō■īŹļH╣▄Ą└Ą─ā╚Ė»╬gŪķør▀xō±║Ž▀mĄ─Öz£y╣½╦ŠĪŻ
3 ═ŌÖz£y╝╝ągī”³c╬gĄ─▀mė├ąį
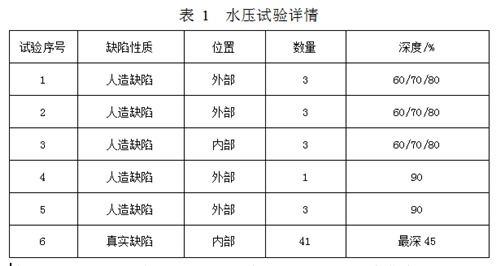
│¼┬Ģ£y║±āx╩Ū─┐Ū░æ¬ė├ė┌ā╚Ė»╬g╔ŅČ╚Öz£yūŅ│Żė├Ą─╣żŠ▀Ż¼│¼┬Ģ╠ĮŅ^ūŅąĪų▒ÅĮ×ķ6 mmŻ¼£y┴┐Ą─╩Ū╠ĮŅ^Ė▓╔w├µĄ─ŲĮŠ∙▒┌║±ĪŻī”ė┌│▀┤ń▌^┤¾Ż©1 cmŻ®Ą─³c╬gŻ¼į┌ęčų¬┤µį┌╚▒Ž▌Ą─ŪķørŽ┬Ż¼ā╚Ė»╬gČ©╬╗║═Öz£y└¦ļyŻ¼ī”ė┌ßś┐ū╚▒Ž▌(╚╦įņ5╠ÄŻ®Ż¼į┌ęčų¬£╩┤_╬╗ų├ŪķørŽ┬Ż¼ąĶš{š¹£y║±āxģóöĄ▓┼┐╔Öz£y│÷ĪŻ
ßśī”─│Śl╣▄Ą└ā╚Ė»╬gŻ¼Įž╚ĪķLČ╚48.6 cmŻ¼³c╬g┐ėöĄ┴┐╣▓38éĆĪŻ▓╔ė├╔ŅČ╚ęÄ£y┴┐├┐éĆ³c╬g┐ėĄ─╔ŅČ╚Ż¼▓ó▓╔ė├ų▒│▀£y┴┐³c╬g┐ėĄ─ķLČ╚║═īÆČ╚Ż¼╚╗║¾▓╔ė├ā╚Ė»╬gķ_═┌“×ūC│Żė├Ą─│¼┬Ģ▓©£y║±āxŻ¼Å─╣▄Ą└═Ō▒┌£y┴┐├┐╠ijc╬g╬╗ų├Ą─▒┌║±ūŅąĪųĄŻ¼£y┴┐ĮY╣¹Ų½ąĪĪŻ▓Ņ«É┤¾▓┐Ęųį┌10%ęį╔ŽŻ¼Š∙ųĄ×ķ18.74%Ż©łD2Ż®ĪŻ
łD 2 ā╚Ė»╬g│¼┬Ģ£y║±įć“×
4 ąĪ│▀┤ńā╚Ė»╬gē║┴”įć“×
×ķ┴╦╝ė╔Ņī”³c╬g╗“ßś┐ūā╚Ė»╬gĄ─šJų¬Ż¼ķ_š╣┴╦6┤╬╦«ē║įć“ׯ¼░³║¼5╠Ä╚╦įņ╚▒Ž▌║═1╠ÄšµīŹ╚▒Ž▌ĪŻįć“×Ūķør╚ń▒Ē 1╦∙╩ŠĪŻ
Ąõą═Ą─╚╦įņ╚▒Ž▌ą╬├▓║═┤“ē║║¾ķ_┴čŪķøręį╝░įć“×Ģrē║┴”Ū·ŠĆ╚ńłD3╦∙╩ŠĪŻ6┤╬ē║┴”įć“׊∙┤“ē║ĄĮ18 MPaęį╔ŽŻ¼╣▄¾w░l╔·├„’@Ū³Ę■ĪŻ
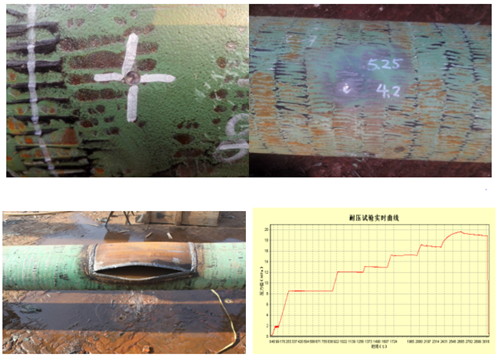
łD3 ā╚Ė»╬gē║┴”įć“×
6┤╬╦«ē║įć“×į┌ßś┐ūą═Įī┘ōp╩¦╔ŽŠ∙╬┤░l╔·ą╣┬®ĪŻ┤“ē║įć“×ē║┴”▀h│¼¼Fėąś╦£╩įuČ©Ą─╚▒Ž▌░▓╚½ē║┴”ĪŻĖ∙ō■ASME B31GĪ¬2012 ĪČĖ»╬g╣▄Ą└╩ŻėÓÅŖČ╚įuār╩ųāįĪĘĄ─ĘĮĘ©Ż¼ĮY║ŽįńŲ┌ASME B31GĄ─ĘĮĘ©Ż¼ī”┤“ē║įć“×ųą╦∙ėą╚▒Ž▌Ż¼įuČ©Ą─╚╦įņ╚▒Ž▌ūŅ┤¾▒¼ŲŲē║┴”×ķ12.83 MPaŻ¼ūŅ┤¾░▓╚½ē║┴”×ķ9.22 MPaŻ¼įuČ©Ą─šµīŹ╚▒Ž▌Ą─ūŅ┤¾▒¼ŲŲē║┴”×ķ12.74 MPaŻ¼ūŅ┤¾░▓╚½ē║┴”×ķ9.17 MPaĪŻ░l╔·Ą─ā╔┤╬┤“▒¼Š∙×ķ║ĖĮė╚▒Ž▌╣▄Č╬Ą─║Ė┐pŻ¼┤╦ā╔╠Ä║Ė┐pŠ∙×ķįć“׳÷¼Fł÷║ĖĮėŻ¼║ĖĮėŚl╝■▌^▓ŅŻ¼║ĖĮė╣ż╦ćę▓┼cį┌ę█╣▄Ą└║Ė┐p▓╗═¼ĪŻ
¼FėąĮī┘ōp╩¦░▓╚½įuār╣½╩ĮŠ∙üĒį┤ė┌ASME B31G╗“┼cŲõŅÉ╦ŲŻ¼Ųõ╣½╩ĮģóöĄüĒūįć°═Ō╣½╦Š╝░ąąśIÖCśŗĄ─šµīŹ┤“ē║įć“ׯ¼ī┘ė┌ąąśIšJ┐╔Ą─įuārĘĮĘ©Ż¼Ą½ų„ę¬▀mė├ė┌ę╗░ŃŅÉą═Ą─Ė»╬g╚▒Ž▌ĪŻ┤╦┤╬ę╗ŽĄ┴ą╦«ē║įć“×▒Ē├„ßś┐ūŅÉą═Ą─ąĪ│▀┤ńĮī┘ōp╩¦╚▒Ž▌▒╚ę╗░ŃŅÉą═Ą─Įī┘ōp╩¦╚▒Ž▌│ąē║─▄┴”ÅŖĪŻ
5 ĮYšō║═Į©ūh
┬®┤┼ā╚Öz£yī”³c╬g║═ßś┐ūą═ā╚Ė»╬gĄ─Öz│÷┬╩į┌70%ū¾ėęŻ¼Öz£yš`▓Ņį┌10%ęį╔ŽŻ¼æ¬ĮY║ŽĀ┐ę²īŹ“×ĮY╣¹ī”▓╗═¼Ą─Öz£y╣▄Ą└▀xō±║Ž▀mĄ─ā╚Öz£y╠ß╣®╔╠ĪŻ│¼┬Ģ£y║±═ŌÖz£y╝╝ągī”ė┌³c╬g╗“ßś┐ū▀mė├ąį▓ŅŻ¼Öz│÷┬╩Ą═ŪęĮo│÷╚▒Ž▌╔ŅČ╚Ųš▒ķĄ═ė┌īŹļH│▀┤ńĪŻ═©▀^┤“ē║įć“×▓ó▓╗─▄įu╣└▓óŽ¹│²ßś┐ū╚▒Ž▌’LļUŻ¼ßś┐ūī”╣▄Ą└│ąē║╗∙▒Š¤oė░ĒæŻ¼ų„ꬒLļUį┌ė┌┐ņ╦┘░lš╣ų┴ą╣┬®Ż¼ė╔ė┌ßś┐ūą╣┬®┴┐▌^ąĪŻ¼║▄ļyį┌Č╠Ģrķg░l¼FŻ¼ķLĢrķg░lš╣║¾Ė³╚▌ęūįņ│╔ŁhŠ│’LļUĪŻ
Į©ūh┤µį┌▌^Ė▀ā╚Ė»╬g’LļUĄ─╬╗ų├Ż¼░▓čbĖ▀ņ`├¶Č╚Ą─│¼┬Ģ╠ĮŅ^▀MąąīŹĢr▒O£yŻ¼īŹĢršŲ╬š╣▄Ą└Ė»╬g¼FĀŅ║═╣▄Ą└ĀŅæBŻ¼ęį▒Ń▓╔╚Ī║Ž▀mĄ─Ę└┐ž┤ļ╩®ĪŻßśī”ā╚Ė»╬g▌^×ķć└ųžĄ─ę║¾w╣▄ŠĆŻ¼Į©ūh£y┴┐ŪÕ╣▄«a╬’ųąĄ─Ė»╬g«a╬’┴┐║═ĘNŅÉĪó╝ÜŠ·║¼┴┐║═║¼╦«┴┐Ż¼┼ąöÓ╣▄Ą└Ą─ā╚Ė»╬gĀŅæB║═ŪÕ╣▄Ą─ą¦╣¹Ż¼▀m«öš{š¹ŪÕ╣▄ų▄Ų┌Ż¼┐žųŲ╣▄Ą└ā╚Ė»╬g╦┘┬╩ĪŻ
Į©ūhÅ─į┤Ņ^╔Ž┐žųŲā╚Ė»╬g’LļUŻ¼ĮĄĄ═Į©įO╠žäe╩Ū╦«ē║įć“×┼c═Č«aĢrķgķgĖ¶Ż¼ūóęŌ╣▄Ą└Į©įO¼Fł÷┤µĘ┼Ģrā╔Č╦├▄ĘŌĘ└ų╣▀M╦«Ż¼Ęų╬÷ė═╣▄Ą└ķ_š╣ē║┴”įć“×║¾Ė╔į’Ą─▒žę¬ąįĪŻė╔ė┌šŠā╚╣ż╦ć╣▄Ą└Ą─╠ž╩ŌąįŻ¼┤µį┌╦└ė═Č╬╗“éõė├Č╬Ż¼Į©ūh▀\ĀIĘĮųžęĢšŠā╚╣▄Ą└ā╚Ė»╬gą╣┬®Ą─’LļUŻ¼╠ßŪ░ŅAĘ└ĪŻĮ©ūhßśī”ć°╝ę║═ąąśIā╚Ė»╬gĘ└┐žŽÓĻPś╦£╩Ż¼ĮY║ŽĮ³─ĻüĒ╩¦ą¦░Ė└²║═蹊┐│╔╣¹Ż¼▀Mąą═Ļ╔Ų║═╠ßĖ▀Ż¼ØMūŃ╣▄Ą└▀\ĀIŲ¾śIĄ─ąĶŪ¾ĪŻ
ģó┐╝╬─½IŻ║
[1] ÅłŲG┴߯¼³S┘t×IŻ¼╚~│╔²łŻ¼Ą╚. ╗∙ė┌ČÓŽÓ┴„─ŻöMĄ─įŁė═▌ö╦═╣▄Ą└ā╚Ė»╬gŅA£y[J]. ė═ÜŌā”▀\, 2016, 35(1): 43-46.
[2]ĻÉ╔ž╚A, äóųŠäé. ±R╗▌īÄ▌öė═╣▄Ą└ā╚Ė»╬gÖC└Ē蹊┐[J]. ė═ÜŌā”▀\, 2000, 19(7): 35-38.
[3] Been J, Place T D, Holm M. Evaluating Corrosion and Inhibition Under Sludge Deposits in Large Diameter Crude Oil Pipelines[C]. CORROSION 2010, paper no. 10143, Houston, TX: NACE, 2010.
[4]Ė▀ÅŖ, ┘Mč®╦╔, ┴_∙i, Ą╚. Ė╔ÜŌ╣▄Ą└ā╚Ė»╬gų▒ĮėįuārĘĮĘ©┼cæ¬ė├[J]. ė═ÜŌā”▀\, 2011, 30(12): 913-916.
[5]┴_∙i, ┌wŽ╝, Åłę╗┴ß, Ą╚. ć°═Ō╠ņ╚╗ÜŌ╣▄Ą└ā╚Ė»╬gų▒Įėįuār░Ė└²Ęų╬÷[J]. ė═ÜŌā”▀\, 2010, 29(2): 137-140.
[6]ŚŅč®, ģŪŽ╚▓▀. ę║¾w╩»ė═╣▄Ą└ā╚Ė»╬gų▒ĮėįuārĘĮĘ©[J]. ╣▄Ą└╝╝ąg┼cįOéõ, 2011 (2): 48-50.
[7]äóäé, ČŁĮB╚A, ĖČ┴ó╬õ. Microcorā╚Ė»╬g▒O£yį┌ĻāŠ®▌öÜŌ╣▄Ą└ųąĄ─æ¬ė├[J]. ė═ÜŌā”▀\, 2008, 27(1):41-43.
[8]═§¹Éį¬. ║¼╦«įŁė═╣▄Ą└ā╚Ė»╬gē█├³ŅA£yĘĮĘ©┼cįć“×蹊┐[D]. ▒▒Š®╗»╣ż┤¾īW, 2013.
[9] čÓ▒∙┤© ,äó├═ ,±Tæc╔Ų Ż¼ äó╬─Ģ■ Ż¼ ĻÉ║ķį┤. ķL▌öė═ÜŌ╣▄Ą└ā╚Ė»╬g蹊┐▀Mš╣[J].╣▄Ą└╝╝ąg┼cįOéõ, 2016 (6) :40-42.
ū„š▀Ż║čÓ▒∙┤©Ż¼ 1979─Ļ╔·Ż¼▓®╩┐Ż¼Ė▀╣żŻ¼Å─╩┬ķL▌öė═ÜŌ╣▄Ą└Ą─═Ļš¹ąį╣▄└Ē╣żū„ĪŻ
ĪČ╣▄Ą└▒ŻūoĪĘ2018─ĻĄ┌2Ų┌Ż©┐éĄ┌39Ų┌Ż®
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW░▓éõ 62010202003034╠¢
Ė╩╣½ŠW░▓éõ 62010202003034╠¢ 
