



ė═ÜŌ╣▄Ą└ę╔╦Ų║┌┐┌ūRäe╝░Č©╬╗╝╝ąg(sh©┤)
üĒį┤Ż║ĪČ╣▄Ą└▒Żūo(h©┤)ĪĘļsųŠ ū„š▀Ż║ÜWą┬éź ĻÉ┼¾│¼ ═§┴ó▌x ┼ߢ|▓© ĢrķgŻ║2019-1-8 ķåūxŻ║
ÜWą┬éź ĻÉ┼¾│¼ ═§┴ó▌x ┼ߢ|▓©
ųąć°╩»ė═╣▄Ą└╣½╦Š
š¬ ꬯║ ═©▀^öĄ(sh©┤)ō■(j©┤)ī”²RŻ¼īŹ(sh©¬)¼F(xi©żn)ī”ę╔╦Ų║┌┐┌Ą─│§▓ĮūRäeŻ¼▒╚ī”║Ė┐┌Į©įO(sh©©)Ų┌ĄūŲ¼┼cā╚(n©©i)Öz£yą┼╠¢ĢrńŖĘĮ╬╗Ą╚ą┼Žó▀M(j©¼n)ąąŠ½┤_┤_šJ(r©©n)ĪŻĮĶų·ū°ś╦(bi©Īo)ą┼ŽóīŹ(sh©¬)¼F(xi©żn)ī”ę╔╦Ų║┌┐┌Č©╬╗ķ_═┌Ż¼½@╚Īķ_═┌║¾║Ė┐┌ĢrńŖĘĮ╬╗ą┼ŽóŻ¼ėŗ╦ŃĮ╗ĮŪķgŠÓŻ¼┤_Č©ķ_═┌║Ė┐┌Ą─£╩(zh©│n)┤_ąįĪŻ═©▀^š¹╠ū▓┘ū„┴„│╠Ż¼ūŅĮKīŹ(sh©¬)¼F(xi©żn)ī”ę╔╦Ų║┌┐┌Ą─┘|(zh©¼)┴┐’L(f©źng)ļUūRäeĪŻ
ĻP(gu©Īn)µIį~Ż║ ę╔╦Ų║┌┐┌Ż╗öĄ(sh©┤)ō■(j©┤)ī”²RŻ╗ĢrńŖĘĮ╬╗Ż╗Č©╬╗
ė═ÜŌ╣▄Ą└▀M(j©¼n)ąą╣▄Č╬║ĖĮėĢrŻ¼ę¬Ū¾į┌╣▄¾w╔ŽĮo├┐Ą└║Ė┐┌╦ó╔Ž╬©ę╗ŠÄ╠¢Ż¼▓óį┌╩®╣żėøõøųąėøõøįō║Ė┐┌Ą─└’│╠ųĄĪó╣▄╣Ø(ji©”)ķLČ╚Īó╩®╣ż╚šŲ┌Ą╚ŽÓĻP(gu©Īn)ą┼ŽóŻ¼▒Ńė┌╚š║¾▓ķšęĪó╩╣ė├ĪŻė╔ė┌Ė„ĘNįŁę“Ż¼ī¦(d©Żo)ų┬į┌ėøõøųą▓┐Ęų║Ė┐┌ą┼Žó╚▒╩¦Ż¼Įo╣▄Ą└ĦüĒØōį┌░▓╚½ļ[╗╝Ż¼▀@ą®║Ė┐┌Įy(t©»ng)ĘQ×ķę╔╦Ų║┌┐┌ĪŻ▒Š╬─═©▀^ī”ę╔╦Ų║┌┐┌Ą─ūRäe蹊┐Ż¼╠ß│÷┴╦ę╔╦Ų║┌┐┌Ą─ūRäeĪó┤_šJ(r©©n)ĘĮĘ©ęį╝░¼F(xi©żn)ł÷Č©╬╗╝╝ąg(sh©┤)ĪŻ
1 ę╔╦Ų║┌┐┌Ą─ŅÉą═╝░┤_šJ(r©©n)┴„│╠
1.1 ę╔╦Ų║┌┐┌Ą─ŅÉą═
Ż©1Ż®Įž╣▄
×ķĘĮ▒Ń╩®╣żŻ¼░č▌^ķLĄ─╣▄Č╬Ęų×ķČÓéĆąĪČ╬╝┤×ķĮž╣▄Ż¼ŪęĮž╣▄Ū░║¾╣▄ķLę╗ų┬Ż©łD 1Ż®ĪŻ┤¾▓┐Ęų╣▄Č╬į┌▀M(j©¼n)ąąĮž╣▄ų«║¾Ż¼ø]ėą▀M(j©¼n)ąąš²│ŻĄ─¤oōpÖz£y║═ĄūŲ¼┼─özŻ¼ø]ėą╝░ĢrūRäe║ĖĮė▀^│╠ųą┐╔─▄┤µį┌Ą─╚▒Ž▌Ż¼ī”Øōį┌Ą─’L(f©źng)ļU▓╗─▄╝░Ģr┼┼▓ķŻ¼×ķ▀\(y©┤n)ĀIŲ┌╣▄Ą└Ą─░▓╚½Ä¦üĒļ[╗╝ĪŻ
łD1 Įž╣▄╩ŠęŌłD
Ż©2Ż®║Ž╣▄
║Ž╣▄ųĖė├▌^ķLĄ─╣▄Č╬╠µōQČÓéĆąĪČ╬Ż¼Ūę╠µōQŪ░║¾╣▄ķLę╗ų┬Ż©łD 2Ż®ĪŻ║Ž╣▄═Ļ│╔ų«║¾╚ń╣¹ī”║Ė┐┌ųžą┬▀M(j©¼n)ąą¤oōpÖz£y║═ĄūŲ¼┼─özŻ¼ūRäe║Ė┐┌╚▒Ž▌Ż¼ę▓─▄Ž¹│²║Ž╣▄ĦüĒĄ─’L(f©źng)ļUĪŻ
łD2 ║Ž╣▄╩ŠęŌłD
Ż©3Ż®║Ė┐p╚▒╩¦
║Ė┐p╚▒╩¦ų„ę¬ųĖėąā╚(n©©i)Öz£yėøõø¤o╩®╣ż░▓čbėøõøŻ¼¤oĘ©═©▀^║Ė┐┌ŠÄ╠¢▓ķšę┼cų«ī”æ¬(y©®ng)Ą─Öz£ył¾ĖµĪó RT╔õŠĆłDŻ¼Å─╣▄ķL╔Žļyęį┼ąöÓŻ©łD 3Ż®ĪŻÅ─Į©įO(sh©©)Ų┌öĄ(sh©┤)ō■(j©┤)ųą¤oĘ©▓ķšę║Ė┐┌ą┼ŽóŻ¼į┌ū÷ā╚(n©©i)Öz£yų«Ū░ī”║Ė┐┌Ą─┘|(zh©¼)┴┐ĀŅør╩Ū▓╗┤_Č©Ą─ĪŻ
łD3 ║Ė┐p╚▒╩¦╩ŠęŌłD
1.2ę╔╦Ų║┌┐┌Ą─┤_šJ(r©©n)┴„│╠
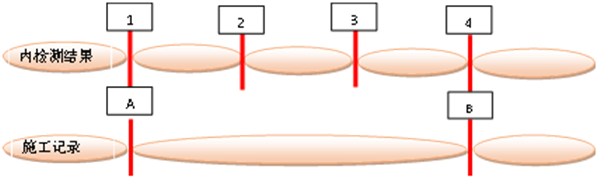
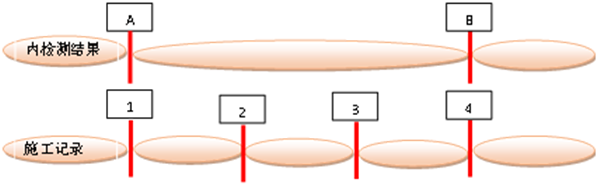
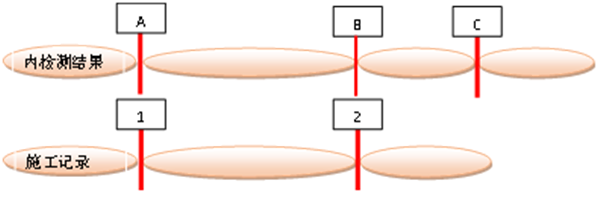
ę╔╦Ų║┌┐┌į┌š²╩Įķ_═┌“×ūCų«Ū░Ż¼ąĶę¬▓ķšęÖz£ył¾Ėµ║═ĄūŲ¼Ż¼┤_šJ(r©©n)įō║Ė┐┌ą┼Žó╩Ūʱ┤µį┌ĪŻó┘║╦īŹ(sh©¬)įŁ╩╝╩®╣żėøõøĪó¤oōpÖz£y╔ĻšłŻ©╬»═ąå╬Ż®Īó¤oōpÖz£yėøõøŻ©ł¾ĖµŻ®ĪóĄūŲ¼╔ŽĄ─║Ė┐┌ŠÄ╠¢╩Ūʱę╗ų┬Ż¼▓╗═¼┘Y┴ŽĄ─ĢrķgĻP(gu©Īn)ŽĄ╩Ūʱ║Ž║§▀ē▌ŗ▓óØMūŃĮ©įO(sh©©)Ų┌╩®╣żę¬Ū¾ĪŻó┌║╦īŹ(sh©¬)ę╔╦Ų║┌┐┌┼c╔ŽŽ┬ė╬║Ė┐┌═¼ĘN┘Y┴ŽĄ─ž¤(z©”)╚╬╚╦╩Ūʱę╗ų┬ĪŻó█║╦īŹ(sh©¬)╩®╣żå╬╬╗╠ßĮ╗ĄūŲ¼Ą─Į╗ĮŪķgŠÓ┼cā╚(n©©i)Öz£yą┼╠¢Į╗ĮŪķgŠÓ╩Ūʱę╗ų┬ĪŻ╚ń╣¹Č╝─▄ØMūŃę¬Ū¾Ż¼ąĶę¬ī”ę╔╦Ų║┌┐┌▀M(j©¼n)ąąõNĒŚŻ¼▓╗į┘▀M(j©¼n)ąą¼F(xi©żn)ł÷ķ_═┌“×ūCĪŻĘ±ätŻ¼ąĶę¬▀M(j©¼n)ąą¼F(xi©żn)ł÷ķ_═┌“×ūCŻ¼Ė∙ō■(j©┤)ķ_═┌ĮY(ji©”)╣¹┼ąöÓ║Ė┐┌╩Ūʱī┘ė┌║┌┐┌Ż©łD 4Ż®ĪŻ
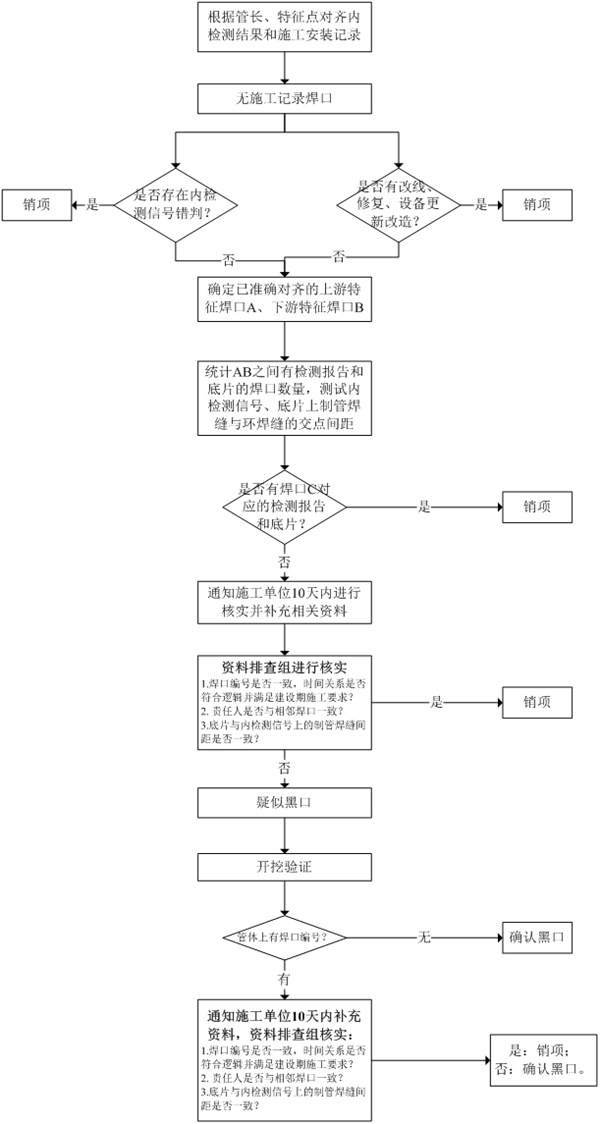
łD4 ę╔╦Ų║┌┐┌ūRäe║═õNĒŚ┴„│╠
2 öĄ(sh©┤)ō■(j©┤)ī”²R
öĄ(sh©┤)ō■(j©┤)ī”²R╩ŪīóĮ©╣▄öĄ(sh©┤)ō■(j©┤)┼cā╚(n©©i)Öz£yöĄ(sh©┤)ō■(j©┤)▀M(j©¼n)ąąę╗ę╗ī”æ¬(y©®ng)[1]Ż¼ęįöĄ(sh©┤)ō■(j©┤)ųąŽÓ═¼Ūę╣╠Č©Ą─╠žš„ś╦(bi©Īo)ūRŻ©ķyķTĪó╚²═©ĪóÅØŅ^Ż®×ķŲ╩╝³c(di©Żn)Ż¼▒╚ī”├┐ę╗Ė∙╣▄╣Ø(ji©”)ķLČ╚Ż¼═©▀^╣▄ķLūŅąĪ▓ŅīŹ(sh©¬)¼F(xi©żn)Č■š▀öĄ(sh©┤)ō■(j©┤)Ą─ī”²RĪŻī”╩®╣żėøõøĪóÖz£yėøõøĪó▒O(ji©Īn)└ĒėøõøĪóĄūŲ¼ųąĄ─║Ė┐┌ą┼ŽóŻ©╚ńŻ║║Ė┐┌ŠÄ╠¢Īó╩®╣ż╚šŲ┌ĪóÖz£y╚šŲ┌Īó▒O(ji©Īn)└Ē┼įšŠ╚šŲ┌Ą╚Ż®▀M(j©¼n)ąąę╗ų┬ąį║═▀ē▌ŗĻP(gu©Īn)ŽĄÅ═(f©┤)║╦ĪŻöĄ(sh©┤)ō■(j©┤)ī”²Rī”ė┌ę╔╦Ų║┌┐┌Ą─£╩(zh©│n)┤_Č©╬╗ų┴ĻP(gu©Īn)ųžę¬Ż¼ę╗Ą®│÷ÕeŻ¼║¾└m(x©┤)╣żū„Š∙Ģ■╩▄ĄĮė░ĒæĪŻį┌öĄ(sh©┤)ō■(j©┤)ī”²R▒ĒųąąĶę¬ėøõø╣▄ŠĆ├¹ĘQĪóś╦(bi©Īo)Č╬Īó▒┌║±ĪóśČ╠¢└’│╠Īó╣▄╠¢Īó║Ė┐┌ŠÄ╠¢Īó╩®╣ż╣▄ķLĪó╩®╣ż╚šŲ┌Ż¼ęį╝░ā╚(n©©i)Öz£yĄ─║Ė┐pŠÄ╠¢Īó╣▄ķLĪóÖz£y└’│╠ĪóįO(sh©©)éõ║═╚▒Ž▌Ą╚ą┼ŽóŻ¼Å─ųą┐╔ęįų▒ė^▓ķ┐┤╩®╣żėøõø║═ā╚(n©©i)Öz£yĄ─ī”æ¬(y©®ng)ĻP(gu©Īn)ŽĄŻ©łD 5Ż®ĪŻ
łD5 öĄ(sh©┤)ō■(j©┤)ī”²R┴„│╠
3 ĢrńŖĘĮ╬╗ą┼Žó╠ß╚Ī
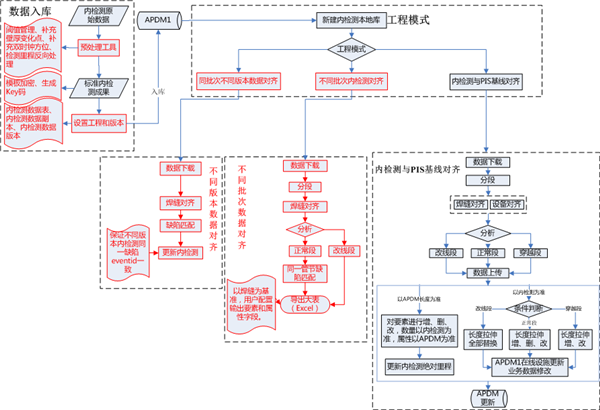
į┌Į©įO(sh©©)Ų┌Ż¼░┤ššęÄ(gu©®)Č©Ģ■ī”├┐Ą└║Ė┐┌▀M(j©¼n)ąąRTÆ▀├ĶŻ¼ū„×ķ║Ė┐┌Ą─ą┼Žó▌d¾wų«ę╗[2]ĪŻÅ─ĄūŲ¼╔Ž╝╚─▄▓ķ┐┤║Ė┐p╚▒Ž▌ą┼ŽóŻ¼ę▓Ģ■ėø▌d├┐Ą└║Ė┐┌╔ŽŽ┬ė╬╣▄Ą└║Ė┐p┼cįō║Ė┐┌Į╗³c(di©Żn)ĢrńŖĘĮ╬╗Ż¼═©▀^ĢrńŖĘĮ╬╗ėŗ╦ŃŻ¼┐╔ęįĄ├ĄĮ║Ė┐┌Į╗ĮŪķgŠÓą┼ŽóĪŻī”ė┌ā╚(n©©i)Öz£yą┼╠¢öĄ(sh©┤)ō■(j©┤)Ż¼┐╔ęįį┌PipeImage▄ø╝■ųąūx╚ĪĪóūRäeŻ¼ūx╚Ī╔ŽŽ┬ė╬╣▄Ą└┬▌ą²║Ė┐p╗“ų▒║Ė┐p┼cŁh(hu©ón)║Ė┐pĄ─ĢrńŖĘĮ╬╗Ż¼═©▀^ėŗ╦ŃĮ╗³c(di©Żn)ķgŠÓŻ¼┼cĮ©įO(sh©©)Ų┌║Ė┐┌Į╗³c(di©Żn)ķgŠÓ▀M(j©¼n)ąą▒╚ī”Ż¼┐╔ęįŠ½┤_Č©╬╗ī”æ¬(y©®ng)ĻP(gu©Īn)ŽĄĪŻĮ╗ĮŪķgŠÓ┐╔═©▀^Ž┬╩Įėŗ╦ŃŻ║

╩ĮųąŻ║ D ×ķ╣▄ÅĮŻ¼ mmŻ╗ ”żx ×ķąĪĢr▓ŅŻ╗ ”ży ×ķĘųńŖ▓ŅĪŻ
═©▀^ėŗ╦Ń╚ń╣¹░l(f©Ī)¼F(xi©żn)ŽÓÓÅÄūĖ∙╣▄Č╬Ą─┬▌ą²║Ė┐p┼cŁh(hu©ón)║Ė┐pĮ╗³c(di©Żn)Ą─Į╗ĮŪķgŠÓČ╝▒╚▌^ĮėĮ³Ż¼Š═ąĶę¬ĮĶų·ŽÓÓÅŁh(hu©ón)║Ė┐pĄ─Į╗ĮŪķgŠÓą┼Žó▀M(j©¼n)ę╗▓Į┤_šJ(r©©n)ĪŻ
4 ¼F(xi©żn)ł÷Č©╬╗
į┌┤_šJ(r©©n)ę╔╦Ų║┌┐┌ų«║¾Ż¼ąĶę¬▀M(j©¼n)ąą¼F(xi©żn)ł÷ķ_═┌┤_šJ(r©©n)╩Ūʱī┘ė┌║┌┐┌ĪŻ¼F(xi©żn)ł÷ķ_═┌ūŅļyĄ─╩Ū║Ė┐┌Č©╬╗Ż¼Č©╬╗£╩(zh©│n)┤_Ż¼┐╔ęį▒▄├Ōš`ķ_═┌Ż¼Ę±ätŻ¼Ģ■ī¦(d©Żo)ų┬▀^┴┐ķ_═┌ĪŻį┌ā╚(n©©i)Öz£y▀^│╠ųąŻ¼╚ń╣¹═¼▓Į▀M(j©¼n)ąą┴╦æTąįī¦(d©Żo)║Į£y┴┐Ż¼┐╔ęįĄ├ĄĮ├┐éĆ║Ė┐┌Ą─ū°ś╦(bi©Īo)Ż¼▓ó═©▀^ę╗Č©Ą─ū°ś╦(bi©Īo)▐D(zhu©Żn)ōQŻ¼░č║Ė┐┌ū°ś╦(bi©Īo)öĄ(sh©┤)ō■(j©┤)ī¦(d©Żo)╚ļĄĮGPSįO(sh©©)éõųąĪŻ¼F(xi©żn)ł÷ū°ś╦(bi©Īo)Č©╬╗Ż¼ę▓Š═╩Ūā╚(n©©i)Öz£yöĄ(sh©┤)ō■(j©┤)Č©╬╗ĪŻā╚(n©©i)Öz£yöĄ(sh©┤)ō■(j©┤)Č©╬╗īŹ(sh©¬)┘|(zh©¼)╩Ū▓╔ė├Ąž├µś╦(bi©Īo)ėøīóķL▌ö╣▄Ą└ĘųČ╬Ż©1 Ū¦├ūū¾ė꯮Ż¼ęį£p╔┘└’│╠▌åČ©╬╗Ą─└█Ęeš`▓Ņ[3-4]ĪŻė╔ė┌Öz£yŲ„└’│╠▌å┤“╗¼[5]╝░Ąž├µĄžą╬Īóū„╬’ĪóĮ©ų■╬’Ą╚Ą─ė░ĒæŻ¼└¹ė├ā╚(n©©i)Öz£yöĄ(sh©┤)ō■(j©┤)Č©╬╗┐╔─▄Ģ■įņ│╔ę╗Č©Ų½▓Ņ[6-8]Ż¼īŹ(sh©¬)╩®▀^│╠ųąąĶę¬Ė∙ō■(j©┤)¼F(xi©żn)ł÷Š▀¾wŪķør┼ąöÓę╔╦Ų║┌┐┌┐╔─▄Ų½ęŲĄ─ĘĮŽ“ĪŻ┐╔└¹ė├╣▄Ą└─│ą®╠žš„³c(di©Żn)Ż©╚²═©ĪóÅØŅ^ĪóķyķTŻ®ū„×ķģóšš╬’▀M(j©¼n)ąąĄž├µČ©╬╗Ż¼ę╗Č©│╠Č╚Ž„£p┴╦Ąž├µČ©╬╗Ą─š`▓Ņ[9-12]ĪŻ
Č°ø]ėą▀M(j©¼n)ąąæTąįī¦(d©Żo)║Į£y┴┐Ą─╣▄ŠĆŻ¼ąĶę¬Å─PipeImage▄ø╝■ųąūx╚ĪŁh(hu©ón)║Ė┐pĄ─└’│╠ųĄŻ¼┼c╣▄Ą└螊ƜČ╠¢└’│╠ųĄ▀M(j©¼n)ąą▒╚ī”Ż¼šę│÷┼cę╔╦Ų║┌┐┌ūŅĮ³Ą─śČ╠¢Ż¼Ė∙ō■(j©┤)└’│╠ųĄ▓Ņ═©▀^└Ł│▀▀M(j©¼n)ąą▓ķšęĪŻ╚ń╣¹¼F(xi©żn)ł÷Ąžą╬Śl╝■ī¦(d©Żo)ų┬└Ł│▀╩▄Ž▐Ż¼└Ł│▀Ą─└█Ęeš`▓Ņ╝ė┤¾Ż¼ätČ©╬╗š`▓Ņ▌^┤¾ĪŻ┤╦ĢrŻ¼┐╔Ęų╬÷ā╚(n©©i)Öz£yöĄ(sh©┤)ō■(j©┤)Ż¼▓ķšęę╔╦Ų║┌┐┌ĖĮĮ³Ą─╠žš„³c(di©Żn)Ż©╚ńÅØŅ^ĪóķyķTĄ╚Ż®Ż¼═©▀^śČ╠¢╝░ŠÓļx▀M(j©¼n)ąą│§▓ĮČ©╬╗Ż¼╚╗║¾į┘═©▀^įō╠žš„³c(di©Żn)┼cŁh(hu©ón)║Ė┐pĄ─ŠÓļx═Ļ│╔ę╔╦Ų║┌┐┌Ą─£╩(zh©│n)┤_Ąž├µČ©╬╗ĪŻ
5 ¼F(xi©żn)ł÷£y┴┐
×ķ▒ŻūCķ_═┌Ą─£╩(zh©│n)┤_ąįŻ¼ąĶę¬ĮĶų·├┐Ą└ķ_═┌║Ė┐┌Ą─ĢrńŖĘĮ╬╗ą┼Žó▀M(j©¼n)ąą┤_šJ(r©©n)ĪŻ═¼ĢrŻ¼ė╔ė┌┬▌ą²║Ė┐p┼cŁh(hu©ón)║Ė┐pĮ╗³c(di©Żn)╬╗ų├Ą─▓╗╣╠Č©ąįŻ¼Įo¼F(xi©żn)ł÷ūx╚ĪĮ╗³c(di©Żn)ĢrńŖĘĮ╬╗ĦüĒ▓╗▒ŃĪŻĮĶų·┬▌ą²║Ė┐pĢrńŖ╬╗ų├║═Łh(hu©ón)║Ė┐pĢrńŖ╬╗ų├1 ąĪĢrūā╗»ŪķørŻ¼═©▀^═Ų╦ŃŻ¼┐╔ęįėŗ╦Ń│÷ĢrńŖ╬╗ų├Ż¼Ųõėŗ╦Ń╣½╩Į×ķŻ║
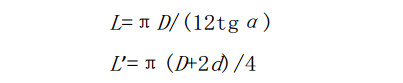
╩ĮųąŻ║ L ×ķ┬▌ą²║Ė┐pĢrńŖ╬╗ų├ūā╗»1ąĪĢrĄ─▌SŽ“ŠÓļxŻ¼ mmŻ╗ L` ×ķŁh(hu©ón)║Ė┐pĢrńŖ╬╗ų├ūā╗»1ąĪĢrĄ─Łh(hu©ón)Ž“ķLČ╚Ż¼ mmŻ╗ D ×ķ╣▄ÅĮŻ¼ mmŻ╗ ”┴ ×ķ┬▌ą²║Ė┐p┼c╣▄Ą└▌SŽ“Ą─Į╗ĮŪŻ╗ d ×ķĘ└Ė»īė║±Č╚Ż¼ mmĪŻ
¼F(xi©żn)ł÷ĮĶų·└Ł│▀Ż¼┐╔£╩(zh©│n)┤_Č©╬╗┬▌ą²║Ė┐p┼cŁh(hu©ón)║Ė┐pĮ╗³c(di©Żn)Ą─ĢrńŖ╬╗ų├ĪŻ
6 ĮY(ji©”)šō
ę╔╦Ų║┌┐┌┤µį┌║▄┤¾░▓╚½’L(f©źng)ļUŻ¼ąĶę¬Ų¾śI(y©©)╗©┘M(f©©i)┤¾┴┐╚╦┴”Īó╬’┴”▀M(j©¼n)ąą┼┼▓ķŻ¼ĮĄĄ═Ųõī”╣▄Ą└░▓╚½Ą─ė░ĒæĪŻ═©▀^┘Y┴Ž╩š╝»ĪóöĄ(sh©┤)ō■(j©┤)ī”²RĪóą┼Žó╠ß╚ĪĪóķ_═┌“×ūCĄ╚╝╝ąg(sh©┤)╩ųČ╬Ż¼£╩(zh©│n)┤_ūRäeę╔╦Ų║┌┐┌Ż¼▀M(j©¼n)Č°▓╔╚Ī┤ļ╩®ęį▒ŻšŽ╣▄Ą└▒Š¾w░▓╚½ĪŻ
ģó┐╝╬─½I(xi©żn)Ż║
[1]╔│ä┘┴xŻ¼ĒŚąĪÅŖ(qi©óng)Ż¼╬ķĢįė┬Ż¼Ą╚.▌öė═╣▄Ą└Łh(hu©ón)║Ė┐p│¼┬Ģ▓©ā╚(n©©i)Öz£yą┼╠¢ūRäe[J].ė═ÜŌā”▀\(y©┤n)Ż¼2018Ż¼37(7)Ż║757-761.
[2]ėÓ║Żø_Ż¼╠’ė┬Ż¼║š┤║└┘Ż¼Ą╚.╣▄Ą└ā╚(n©©i)Öz£yöĄ(sh©┤)ō■(j©┤)╣▄└Ē[J].ė═ÜŌā”▀\(y©┤n)Ż¼2012Ż¼31( 8) : 569-571Ż«
[3]└ŅŅŻŻ¼±Tæc╔ŲŻ¼Åł▄Ŗš■Ż¼Ą╚.╗∙ė┌æTąįī¦(d©Żo)║ĮĄ─╣▄Ą└ųąą─ŠĆ£y┴┐ĘĮĘ©[J].ė═ÜŌā”▀\(y©┤n)Ż¼2013Ż¼32Ż©9Ż®Ż║979-981.
[4]ĻÉĮ©▄ŖŻ¼│ūä┘└¹.£\╬÷ė░Ēæ╣▄Ą└┬®┤┼Ė»╬gÖz£yŲ„Č©╬╗Š½Č╚Ą─ę“╦ž[J].╣▄Ą└╝╝ąg(sh©┤)┼cįO(sh©©)éõŻ¼2002Ż¼4(6)Ż║42-43.
[5]═§Įų∙Ż¼═§Ø╔Ė∙.ė═ÜŌķL▌ö╣▄Ą└ā╚(n©©i)▓┐╚▒Ž▌Č©╬╗ĘĮĘ©ŠC╩÷[J].╩»ė═╠ņ╚╗ÜŌīW(xu©”)ł¾Ż¼2010Ż¼32(1)Ż║372-374.
[6]┴_Ģ■Š├Ż¼īO▒¾Ż¼ĻÉ▒“Ż¼Ą╚.╣▄Ą└ā╚(n©©i)Öz£yČ©╬╗£╩(zh©│n)┤_ąįĄ─蹊┐[J].┐Ų╝╝ą┼ŽóŻ¼2013(6)Ż║455-456.
[7]PETER TŻ¼WANG X J. A new method based on ultrasonicguided wave inspection and matching pursuit for evaluatingthe axial severity of pipeline defect[C]. HongkongŻ║MeetingAcoustical of AmericaŻ¼2013Ż║065001.
[8]SLAUGHTER MŻ¼HUSS MŻ¼ZAKHAROV Y. A pipelineinspection case studyŻ║design improvements on a new generationUT in-line inspection crack tool[J]. Pipeline and Gas JournalŻ¼2013Ż¼240Ż©7Ż®Ż║100-101.
[9]ĻÉĮĪŻ¼£½Ō∙Ż¼īO└ūŻ¼Ą╚.─│║ėĄū┤®įĮ╣▄Ą└Łh(hu©ón)║Ė┐p╚▒Ž▌Ą─░▓╚½įuār[J].ė═ÜŌā”▀\(y©┤n)Ż¼2014,33(11)Ż║1222-1224.
[10]British Standard Institute.BS 7910-2005 Guide on methods forassessing the acceptability of flaws in metallic structures[S]Ż«LondonŻ║British StandardŻ¼2005Ż«
[11]ė┌¢|╔²Ż¼┴_Į©ć°.╗∙ė┌┬®┤┼ā╚(n©©i)Öz£yöĄ(sh©┤)ō■(j©┤)Ą─╣▄Ą└═Ļš¹ąįįuār[J].╣▄Ą└╝╝ąg(sh©┤)┼cįO(sh©©)éõŻ¼2014,33(11)Ż║1222-1224.
[12]STEINHUBL S MŻ¼MANN D R. Engineering and ultrasonictool run in a natural gas pipeline to detect SCC[C]. CalgaryŻ║International Pipeline ConferenceŻ¼2008Ż║761-767.
ū„š▀Ż║ÜWą┬韯¼─ąŻ¼ 1984─Ļ╔·Ż¼╣ż│╠ĤŻ¼ 2009─Ļ«ģśI(y©©)ė┌╬õØh┤¾īW(xu©”)özė░£y┴┐┼c▀bĖąīŻśI(y©©)Ż¼¼F(xi©żn)Å─╩┬╣▄Ą└═Ļš¹ąį╣▄└Ē蹊┐╣żū„ĪŻ
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW(w©Żng)░▓éõ 62010202003034╠¢
Ė╩╣½ŠW(w©Żng)░▓éõ 62010202003034╠¢ 
