



ąĪų▒ÅĮ▒Ī▒┌╣▄ī”(du©¼)Įė6G╬╗ų├╩ų╣żµuśOÜÕ╗Ī║Ė▓┘ū„ĘĮĘ©
üĒį┤Ż║ĪČ╣▄Ą└▒Żūo(h©┤)ĪĘļsųŠ ū„š▀Ż║ĻÉīW(xu©”)╬õ Ģr(sh©¬)ķgŻ║2020-11-18 ķåūxŻ║
ĻÉīW(xu©”)╬õ
ć°(gu©«)╝ę╣▄ŠW(w©Żng)╝»łF(tu©ón)╬„▓┐╣▄Ą└ą┬Į«▌öė═ÜŌĘų╣½╦Š
š¬ ꬯║ąĪų▒ÅĮ▒Ī▒┌╣▄ī”(du©¼)Įė6G╬╗ų├╩ų╣żµuśOÜÕ╗Ī║Ė▓┘ū„ļyČ╚┤¾Ż¼╚▌ęū«a(ch©Żn)╔·║ĖĮė╚▒Ž▌ĪŻĘų╬÷┴╦║ĖĮė╚▒Ž▌«a(ch©Żn)╔·įŁę“Ż¼įö╝Ü(x©¼)ĮķĮB┴╦║ĖĮė▓┘ū„ĘĮĘ©Ż¼╠ß│÷┴╦ūóęŌ╩┬ĒŚ(xi©żng)ĪŻ
ĻP(gu©Īn)µIį~Ż║ąĪų▒ÅĮŻ╗▒Ī▒┌╣▄Ż╗ 6G╬╗ų├Ż╗µuśOÜÕ╗Ī║ĖŻ╗║ĖĮė
6G╬╗ų├╩Ū╣▄ī”(du©¼)Įėą▒45ĪŃ╣╠Č©║ĖĮė╬╗ų├Ż¼╩ŪĖ„ĘN║ĖĮė▓┘ū„ųąūŅļy║ĖĄ─┐šķg╬╗ų├ĪŻąĪų▒ÅĮ▒Ī▒┌╣▄ī”(du©¼)Įė6G╬╗ų├╩ų╣żµuśOÜÕ╗Ī║Ė░³└©┴óĪóč÷ĪóŲĮ╚²éĆ(g©©)╬╗ų├Ż¼Ūę╚█│ž╠Äė┌╔ŽŽ┬Īóū¾ėę▓╗ī”(du©¼)ĘQŻ¼▓┘ū„ļyČ╚┤¾Ż¼╚ń▓┘ū„▓╗«ö(d©Īng)╚▌ęūįņ│╔▒│├µ░╝Ž▌Īó╬┤╚█║ŽĪóš²├µ«a(ch©Żn)╔·║Ė┴÷╗“ėÓĖ▀Ą═▓Ņ▀^┤¾Īóę¦▀ģĄ╚╚▒Ž▌ĪŻ╣╩ę╗░ŃŪķørŽ┬ę¬Ū¾▓┘ū„š▀ę¬╩ņŠÜšŲ╬šąĪ╣▄╦«ŲĮ╣╠Č©╝░┤╣ų▒╣╠Č©╬╗ų├║ĖĮė║¾Ż¼▓┼─▄ųØuŽ“įōĒŚ(xi©żng)─┐▀^Č╔Ż¼┤╦═Ōė╔ė┌įć╝■╦∙╠Ä╬╗ų├▓╗▒Ńė^▓ņĄ╚įŁę“Ż¼║Ė╣żį┌▀M(j©¼n)ąąėę░ļų▄Ģr(sh©¬)ńŖ╩®║ĖĢr(sh©¬)ūŅ║├▓╔ė├ū¾╩ų│ųśīŻ¼▀@¤oę╔ī”(du©¼)įSČÓ║Ė╣żüĒšf╩ŪéĆ(g©©)╠¶æ(zh©żn)ĪŻįō║ĖĮė╝╝ąg(sh©┤)╩ŪĖ▀╝ē(j©¬)╣żĪó╝╝ĤĢx╝ē(j©¬)ęį╝░Ė„ŅÉ▒╚┘ÉĄ─│ŻęÄ(gu©®)ĒŚ(xi©żng)─┐Ż¼Į©ūh║Ė╣żĖ∙ō■(j©┤)īŹ(sh©¬)ļH╣żū„╝░▒╚┘Éę¬Ū¾▀M(j©¼n)ąąīŹ(sh©¬)┘|(zh©¼)ąįė¢(x©┤n)ŠÜŻ¼ī”(du©¼)ė┌║Ė╣ż▓┘┐žļŖ╗Ī╝░ī”(du©¼)╚█│žĄ─┐žųŲėą║▄┤¾Ä═ų·ĪŻ╣Pš▀ų„ę¬ĮķĮBąĪų▒ÅĮ▒Ī▒┌╣▄ī”(du©¼)Įė6G╬╗ų├║ĖĮėĄ─▓┘ū„ĘĮĘ©Ż¼▓ó╠ß│÷┴╦ūóęŌ╩┬ĒŚ(xi©żng)ĪŻ
1 ║ĖĮėę¬³c(di©Żn)
║ĖĮė▀^│╠ųąŻ¼╚█│ž╝░║ĖĮzČ╦▓┐ęūč§╗»Ż¼į┌▓┘ū„ųąę¬╠žäeūóęŌ▒Żūo(h©┤)ĪŻė╔ė┌╣▄▒┌▒ĪŻ¼Č°Ūę6G╬╗ų├║ĖĮėĮķė┌╦«ŲĮ╣╠Č©┼c┤╣ų▒╣╠Č©ų«ķgŻ¼ėąŽÓ═¼ų«╠ÄŻ¼ę▓ėą▓╗═¼ų«╠ÄĪŻ 45ĪŃ╣▄¾w║ĖĮėĘų×ķā╔éĆ(g©©)░ļ╚”▀M(j©¼n)ąąŻ¼├┐░ļ╚”Č╝░³║¼ą▒č÷Īóą▒┴óĪóą▒ŲĮ╚²ĘN║ĖĮė╬╗ų├ĪŻą▒┴ó╬╗ų├╚▌ęū│÷¼F(xi©żn)║Ė┴÷Ż¼ą▒č÷╬╗ų├╚▌ęū│÷¼F(xi©żn)╬┤║Ė═Ė║═ā╚(n©©i)░╝Ż¼▓┘ū„ļyČ╚▌^┤¾ĪŻ
2 ║ĖĮė╣ż╦ćųĖī¦(d©Żo)Ģ°
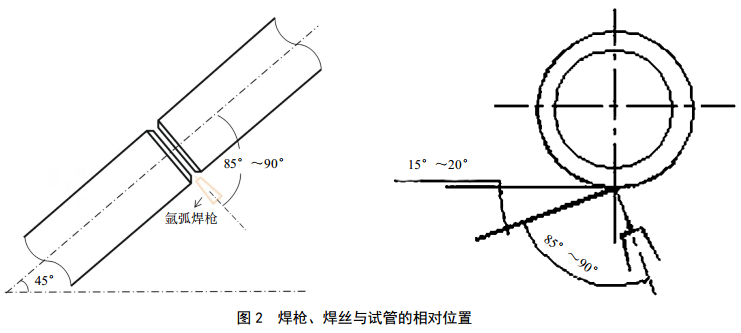
ąĪų▒ÅĮ▒Ī▒┌╣▄ī”(du©¼)Įė6G╬╗ų├╩ų╣żµuśOÜÕ╗Ī║Ė║ĖĮė╣ż╦ćųĖī¦(d©Żo)Ģ°ęŖ▒Ē 1ĪŻ

3 ║ĖĮė╚▒Ž▌«a(ch©Żn)╔·įŁę“
Ż©1Ż®▒│├µ║Ė┴÷ ĪŻ║ĖĮėļŖ┴„ĪóĖ∙▓┐ķgŽČ║═╚█┐ū▀^┤¾Ż╗║ĖĮėļŖ╗Īį┌╔ŽŲ┬┐┌╬╗ų├Šų▓┐═Ż┴¶Ģr(sh©¬)ķg▀^ķL(zh©Żng),Š∙ęū«a(ch©Żn)╔·║Ė┴÷ĪŻ
Ż©2Ż®ÜŌ┐ūĪŻó┘ÜŌ┬Ęėąą╣┬®Ż¼ÜÕÜŌ┴„┴┐▀^┤¾╗“▀^ąĪŻ¼▓╗Ę¹║Ž╣ż╦ćęÄ(gu©®)ĘČ╦∙ę¬Ū¾Ą─┴„┴┐Ż╗ó┌µuśO╔ņ│÷ķL(zh©Żng)Č╚▀^ķL(zh©Żng)Ż¼ćŖūņų▒ÅĮ▀^ąĪŻ╗ó█╩®║Ė╠Äų▄ć·ėąÅŖ(qi©óng)┐šÜŌÜŌ┴„┴„äė(d©░ng)Ż¼ė░Ēæ┴╦ļŖ╗ĪĘĆ(w©¦n)Č©╚╝¤²║═ÜÕÜŌĄ─▒Żūo(h©┤)ū„ė├Ż╗ó▄╩®║Ė▀^│╠ųąŻ¼║Ėśī▀\(y©┤n)ū„▓╗ęÄ(gu©®)ĘČŻ¼ļŖ╗Ī║÷ķL(zh©Żng)║÷Č╠╗“║ĖśīĮŪČ╚▓╗š²┤_Ą╚ĪŻ
Ż©3Ż®ŖAµuĪŻµuśOķL(zh©Żng)Č╚╔ņ│÷┴┐▀^┤¾Ż¼║Ėśī▓┘ū„▓╗ ĘĆ(w©¦n)Č©Ż¼µuśO┼c║ĖĮz╗“µuśO┼c╚█│žŽÓ┼÷║¾Ż¼║Ė╣żėų╬┤─▄┴ó╝┤ĮKų╣║ĖĮėŻ¼▓╗╝░Ģr(sh©¬)ŪÕ└Ēµu┴ŻŻ¼Å─Č°įņ│╔ŖAµuĪŻ
Ż©4Ż®ę¦▀ģĪŻ║ĖĮėĢr(sh©¬)Ż¼║ĖśīęŲäė(d©░ng)▓╗ŲĮĘĆ(w©¦n)Ż¼ļŖ╗Ī▀^ķL(zh©Żng)Ż╗║Ėśīū„õŲXą╬ö[äė(d©░ng)Ģr(sh©¬)Ż¼Ų┬┐┌├µ╔Žé╚(c©©)═Ż┴¶Ģr(sh©¬)ķgČ╠Č°Ūę╬┤─▄▒ŻūC╣®Įoę╗Č©Ą─╦═Įz┴┐ĪŻ
Ż©5Ż® ╗Ī┐ė┴č╝yĪŻ╩š╗ĪĢr(sh©¬)Ż¼╚█│ž¾wĘe▌^┤¾Īó£žČ╚Ė▀Ż¼└õģs╦┘Č╚┐ņŻ¼▒Żūo(h©┤)▓ŅĪŻ
Ż©6Ż®ā╚(n©©i)░╝ĪŻčb┼õķgŽČ▌^ąĪŻ¼╩®║Ė▀^│╠ųą║Ėśīö[äė(d©░ng)Ę∙Č╚▀^┤¾Ż¼ų┬╩╣ļŖ╗Ī¤ß┴┐▓╗─▄╝»ųąė┌Ė∙▓┐Ż¼«a(ch©Żn)╔·┴╦▒│├µ║Ė┐pĄ═ė┌įć╝■ā╚(n©©i)▒Ē├µĄ─░╝Ž▌ĪŻ
Ż©7Ż®╬┤╚█║ŽĪŻ╔w├µĢr(sh©¬)Ż¼║ĖśīÖMŽ“ö[äė(d©░ng)ĄĮŲ┬┐┌▀ģŠēĢr(sh©¬)Ż¼╬┤ū„▒žę¬Ą─═Ż┴¶Ż¼ęį╝░╣Ø(ji©”)³c(di©Żn)Ą─ķgŠÓ▀^┤¾Ą╚ĪŻ
4 ║ĖĮė▓┘ū„ĘĮĘ©
4.1 čb┼õ
Č©╬╗║Ė┐pę╗╠ÄŻ¼Ęų▓╝į┌╣▄łAų▄11³c(di©Żn)ńŖ╗“1³c(di©Żn)ńŖĘĮŽ“Ż¼ķL(zh©Żng)Č╚Ż╝15 mmŻ¼ķgŽČ3.0Ī½3.5 mmĪŻ▒žĒÜ░┤╣ż╦ćę¬Ū¾║ĖĮėČ©╬╗║Ė┐pŻ¼ 6³c(di©Żn)ńŖĪó 12³c(di©Żn)ńŖĘĮŽ“▓╗į╩įSėąČ©╬╗║ĖŻ¼▒ŻūC┘|(zh©¼)┴┐Īóā╔Č╦ą▐─źŻ©łD 1Ż®ĪŻ

ÜŌ¾wė├99.99Żź╝āÜÕĪŻįć╝■į┌čb┼õ┼cČ©╬╗║ĖĢr(sh©¬)Ż¼╦∙╩╣ė├Ą─║ĖĮzæ¬(y©®ng)║═š²╩Į║ĖĮė╦∙ė├Ą─║ĖĮzŽÓ═¼Ż¼║ĖĮz▒Ē├µæ¬(y©®ng)Ė╔ā¶¤oõP╬gĪŻę“įōįć╝■ę¬Ū¾å╬├µ║Ėļp├µ│╔ą╬Ż¼╣╩Č©╬╗║Ė┐p▒žĒÜ║Ė═ĖŻ╗║Ė┐p▓╗─▄╠½║±Ż¼ęį├Ō║ĖĮėĄĮ║Ė┐pĮėŅ^╠ÄĢr(sh©¬),Ė∙▓┐╚█║Ž▓╗║├Č°«a(ch©Żn)╔·║ĖĮė╚▒Ž▌ĪŻ╚ń╣¹┼÷ĄĮ▀@ĘNŪķørŻ¼æ¬(y©®ng)īóČ©╬╗║Ė┐p─źĄ═ę╗³c(di©Żn)Ż¼ā╔Č╦─ź│╔ą▒Ų┬ĀŅŻ¼ęį▒Ń║ĖĮėų┴Č©╬╗║Ė┐p╠ÄĮėŅ^Ģr(sh©¬)Ż¼╩╣Ųõ┴╝║├▀^Č╔,▒ŻūC║Ė═ĖĪŻ
Č©╬╗║Ė┐p╩Ūš²╩Į║Ė┐pĄ─ę╗▓┐ĘųŻ¼▒žĒÜ║Ė└╬Ż¼▓╗į╩įSėą╚▒Ž▌Ż¼╚ń╣¹Č©╬╗║Ė┐p╔Ž░l(f©Ī)¼F(xi©żn)┴č╝yĪóÜŌ┐ūĄ╚║ĖĮė╚▒Ž▌Ż¼æ¬(y©®ng)įōīóįōČ╬Č©╬╗║Ė┐p┤“─źĄ¶Ż¼į┌┤╦╠Äųžą┬║ĖĮėČ©╬╗║Ė┐pŻ¼▓╗į╩įSė├ųž╚█Ą─ĘĮĘ©ą▐ča(b©│)ĪŻ
║ĖĮė▀^│╠ųąŻ¼▓╗─▄ŲŲē─Ų┬┐┌└Ō▀ģŻ¼čb┼õČ©╬╗║Ė║¾Ż¼Öz▓ķ╣▄¾wŲ┬┐┌ī”(du©¼)Įė▀ģŠē╩Ūʱī”(du©¼)²RŻ¼Õe(cu©░)▀ģ┴┐æ¬(y©®ng)▓╗┤¾ė┌0.5 mmĪŻ
įć╝■╣╠Č©ė┌ą▒45ĪŃ╬╗ų├ĪŻ╚¶īóįć╝■ÖMĮž├µ┐┤│╔Ģr(sh©¬)ńŖ▒Ē├µŻ¼ät1³c(di©Żn)ńŖĘĮŽ“?y©żn)ķČ©╬╗║Ė┐p╬╗ų├ĪŻ
4.2 ┤“Ąū║Ė
Ż©1Ż®ę²╗Īį┌5³c(di©Żn)ńŖ╬╗ų├╠ÄĪŻµuśOČ╦▓┐ļxķ_Ų┬┐┌├µ╝s1Ī½2 mmŻ¼└¹ė├Ė▀ŅlĖ▀ē║čbų├ę²╚╝ļŖ╗ĪĪŻ
Ż©2Ż®▓╔ė├▀B└m(x©┤)╦═ĮzĘ©ĪŻ║ĖĮz╦═▀M(j©¼n)Ą─╬╗ų├╬╗ė┌╚█│žŪ░ĘĮČ╦▓┐Ż¼╦═ĮzŠ∙ä“Ż¼┴┐▀mųąŻ¼äė(d©░ng)ū„▀Bž×ĪŻį┌š¹éĆ(g©©)╩®║Ė▀^│╠ųąŻ¼║ĖĮzČ╦▓┐▓╗Ą├│ķļx▒Żūo(h©┤)ģ^(q©▒)Ż¼ęį▒▄├Ōč§╗»Ż¼ė░Ēæ┘|(zh©¼)┴┐ĪŻ
Ż©3Ż®║ĖśīĪó║ĖĮz┼cįć╣▄Ą─ŽÓī”(du©¼)╬╗ų├ĪŻµuśO┼c╣▄¾wā╔é╚(c©©)Ęųäe│╔85ĪŃĪ½90ĪŃŻ╗║ĖĮz┼c╣▄¾wŪąŠĆĘĮŽ“│╔15ĪŃĪ½20ĪŃŻ¼┼cµuśO│╔85ĪŃĪ½90ĪŃŻ¼╚ńłD 2╦∙╩ŠĪŻ
Ż©4Ż®▓┘ū„ę¬³c(di©Żn)ĪŻ┤“Ąū║ĖļŖ┴„90Ī½125 AŻ¼▀B└m(x©┤)╦═ĮzŻ¼Å─5³c(di©Żn)ńŖ╬╗ų├ĄĮČ©╬╗║Ė┐p1³c(di©Żn)ńŖ╬╗ų├ę╗ÜŌ║Ū│╔Ż¼╩╣Ę┤├µ│╔ą═’¢ØMĪó├└ė^Ż╗║ĖĮėĢr(sh©¬)╦┘Č╚æ¬(y©®ng)╔į┐ņŻ¼┐╔╩╣╣ż╝■╔²£ž╦┘Č╚┬²Īó¤ßė░Ēæģ^(q©▒)ąĪŻ¼╚█│ž╝░ų▄ć·Ą─č§╗»│╠Č╚├„’@▒╚ąĪļŖ┴„┬²╦┘║ĖĄ═ĪŻę²╗Ī║¾Ż¼┐žųŲ╗ĪķL(zh©Żng)2Ī½3 mmŻ¼║ĖśīĢ║┴¶į┌ę²╗Ī╠Ä▓╗äė(d©░ng)Ż¼┤²Ōg▀ģ╠Ä╚█╗»▓óą╬│╔├„┴┴ŪÕ╬·Ą─╚█│ž║¾Ż¼ķ_╩╝╠ŅĮzĪŻč÷║ĖČ╬╦═ĮzĢr(sh©¬)Ż¼░ķėą▌p╬ó═∙Ė∙▓┐Ī░═ŲĪ▒Ą─äė(d©░ng)ū„Ż¼╩╣ā╚(n©©i)│╔ą╬’¢ØMĪŻ╩®║ĖųąŻ¼║Ėśīä“╦┘Ž“╔ŽęŲäė(d©░ng)Ż¼═¼Ģr(sh©¬)ū„Ų┬┐┌Ė∙▓┐šŁĘ∙õŲXą╬ÖMŽ“ö[äė(d©░ng)ĪŻ×ķĘ└ų╣ą▒┴ó║Ė╝░ą▒ŲĮ║Ė╬╗ų├║Ė┐p▒│├µŽ┬╦·Ż¼▓┘ū„Ģr(sh©¬)æ¬(y©®ng)į┌Ų┬┐┌ā╚(n©©i)ųØu╠¦Ė▀║ĖĮzČ╦▓┐Ą─ŠÓļxŻ¼ļŖ╗Īę▓▀m«ö(d©Īng)╠ßĖ▀Ż¼ę╗░Ń┐žųŲį┌3Ī½4 mmļŖ╗ĪķL(zh©Żng)Č╚ĪŻ║Ėų┴Č©╬╗║Ė┐p5Ī½10 mm╠Ä╩š╗ĪŻ¼╚╗║¾▐D(zhu©Żn)ų┴┴Ēę╗é╚(c©©)Ż¼ęįŽÓ═¼Ą─ĘĮĘ©═Ļ│╔║¾░ļ╚”┤“Ąū║Ė┐pŻ¼į┌12³c(di©Żn)ńŖ╬╗ų├╠ŅØM╗Ī┐ė╩š╗ĪĪŻąĶę¬ÅŖ(qi©óng)š{(di©żo)Ą─╩ŪŻ¼ą▒č÷║Ė╝░ą▒č÷┼└Ų┬╬╗ų├║ĖĮėĢr(sh©¬)Ż¼ų╗ę¬└¹ė┌ė^▓ņ╚█│žŻ¼æ¬(y©®ng)▒M┴┐ē║Ą═ļŖ╗ĪĪó▒ŻūCĖ∙▓┐╚█═Ė╝░▒│├µ’¢ØMŻ¼┤“Ąūīėæ¬(y©®ng)▌^▒ĪŻ¼║±Č╚1.5Ī½2.0 mmĪŻ
Ż©5Ż®ĮėŅ^ĘĮĘ©ĪŻó┘╚¶╩®║Ė▀^│╠ųąöÓŻ¼æ¬(y©®ng)Ž╚īóĮėŅ^╠Äą▐─ź│╔ą▒Ų┬ĀŅŻ¼ųžą┬ę²╗ĪĄ─╬╗ų├į┌ą▒Ų┬║¾3Ī½6 mm╠ÄŻ¼ļŖ╗ĪęŲų┴ą▒Ų┬ā╚(n©©i)Ż¼┤²║Ėų┴ą▒Ų┬Ņ^▓┐│÷¼F(xi©żn)╚█┐ū║¾Ż¼╝┤▐D(zhu©Żn)╚ļš²│Ż║ĖĮėŻ¼Å─Č°▒ŻūCĮėŅ^▓┐╬╗╚█║Ž┴╝║├Ż╗ó┌«ö(d©Īng)║Ėų┴ą▒ŲĮ║Ė╬╗ų├Ż©12³c(di©Żn)ńŖĘĮŽ“Ż®Ģr(sh©¬)Ż¼æ¬(y©®ng)╠žäeūóęŌ┐žųŲ╚█│ž£žČ╚Ż¼▒▄├Ō▒│├µ│÷¼F(xi©żn)║Ė┴÷ĪŻ║Ėų┴Č©╬╗║Ė┐pą▒Ų┬╠ÄĮėŅ^Ģr(sh©¬)Ż¼ļŖ╗Īį┌ĮėŅ^╠Äæ¬(y©®ng)╔įū„═Ż┴¶Ż¼╩╣╚█│ž┼cČ©╬╗║Ė┐pŅ^▓┐═Ļ╚½╚█║Žų▒ų┴═©▀^ą▒Ų┬ĪŻ
Ż©6Ż®╩š╗ĪĪŻ×ķ▒▄├Ō│÷¼F(xi©żn)╗Ī┐ė┴č╝y╝░┐s┐ūŻ¼╩š╗ĪĢr(sh©¬)Ż¼└¹ė├ļŖ┴„╦ź£p╣”─▄Ż¼╚█│ž£žČ╚ųØuĮĄĄ═Ż¼╚█╔ŅųØu£pąĪŻ¼ļŖ╗ĪŽ©£ń║¾Ż¼čė▀tī”(du©¼)╗Ī┐ėĄ─ÜÕÜŌ▒Żūo(h©┤)Ż¼▒▄├Ōč§╗»ĪŻū¾░ļ╚”║Ė═ū║¾Ż¼īóč÷║Ė╠ÄĄ─║Ė┐pŅ^▓┐ą▐─ź│╔ą▒Ų┬ĀŅŻ¼ėę░ļ╚”╩®║ĖĢr(sh©¬)Ą─ę²╗Ī╬╗ų├į┌ū¾░ļ╚”║ĖĄ└Ų³c(di©Żn)Ą─ą▒Ų┬║¾3Ī½5 mmŻ¼║ĖĮėļŖ╗ĪęŲų┴ą▒Ų┬ā╚(n©©i)Ģr(sh©¬)╔įū„═Ż┴¶Ż¼┤²║Ėų┴ą▒Ų┬│÷¼F(xi©żn)╚█┐ū║¾Ż¼į┘▀M(j©¼n)ąąš²│ŻĄ─║ĖĮėŻ¼║ĖĮėĘĮ╩Į═¼ū¾░ļ╚”Ż¼░┤─µĢr(sh©¬)ßśĘĮŽ“║Ėų┴12³c(di©Żn)ńŖ╬╗ų├╩š╗ĪŻ¼┼cū¾░ļ╚”ųžÅ═(f©┤)4Ī½5 mmĪŻ
4.3 ╠Ņ│õīėĄ─║ĖĮė
╠Ņ│õŪ░æ¬(y©®ng)ūą╝Ü(x©¼)ŪÕ└ĒŻ©└¹ė├õÅŚlĪóõōĮz╦óĄ╚╣żŠ▀Ż®║Ė┐p╝░Ųõų▄ć·Ą─ĘŪĮī┘ļs┘|(zh©¼)Ż¼▓┘ū„▓Į¾EŽÓ═¼ė┌ ┤“Ąū║ĖŻ¼▓┘ū„Ģr(sh©¬)║Ėśī╔įū÷ÖMŽ“ö[äė(d©░ng)Ż¼┐╔▓╔ė├õŲXą═▀\(y©┤n)ŚlĘ©Ż¼║Ėśīö[äė(d©░ng)Ę∙Č╚╔į┤¾Ż¼▒ŻūCŲ┬┐┌ā╔é╚(c©©)═Ļ╚½╚█║ŽĪŻ▓╔ė├▀B└m(x©┤)╦═ĮzŻ¼╦═▀M(j©¼n)Ģr(sh©¬)ę¬ėąęÄ(gu©®)┬╔Ż¼▓╗─▄Ģr(sh©¬)┐ņĪóĢr(sh©¬)┬²Ż¼▒M┴┐┐┐Į³╔ŽŲ┬┐┌╬╗ų├╦═ĮzŻ¼▒ŻūC║Ė┐p│╔ą═ŲĮ╠╣Īó├└ė^ĪŻ╠Ņ│õĮī┘æ¬(y©®ng)Ą═ė┌─Ė▓─1 mmū¾ėęŻ¼Ūę▓╗─▄╚█╗»Ų┬┐┌└Ō▀ģŻ¼ęį├Ō╔w├µ╩®║ĖĢr(sh©¬)╩¦╚ź╗∙£╩(zh©│n)ĪŻ
4.4 ╔w├µīėĄ─║ĖĮė
Ż©1Ż®ŪÕ└Ē╠Ņ│õīė▒Ē├µŻ¼┐žųŲīėķg£žČ╚ĪŻ
Ż©2Ż®╔w├µīėĮėŅ^┼c┤“ĄūīėÕe(cu©░)ķ_ĪŻū¾░ļ╚”Ž╚║ĖŻ¼Ų³c(di©Żn)į┌5³c(di©Żn)░ļńŖ╬╗ų├ĪŻ
Ż©3Ż®║ĖĮzĪóµuśO┼cįć╝■Ą─ŽÓī”(du©¼)╬╗ų├┼c┤“Ąūīė╗∙▒ŠŽÓ═¼ĪŻ
Ż©4Ż®▓┘ū„ę¬³c(di©Żn)Ż║▓╔ė├▀B└m(x©┤)╦═ĮzŻ¼║Ėśīū„ÖMŽ“õŲXą╬ö[äė(d©░ng)Ż¼▒ŻūC└Ō▀ģ╚█╗»0.5Ī½1.0 mmŻ¼║Ė┐pėÓĖ▀┐žųŲį┌0.5Ī½1.0 mm×ķę╦ĪŻ
Ż©5Ż®ĮėŅ^ĘĮĘ©ĪŻ│÷¼F(xi©żn)ĮėŅ^Ģr(sh©¬)æ¬(y©®ng)į┌╗Ī┐ė║¾╝s5 mm╠Äę²╗ĪŻ¼║ĖśīÖMŽ“ö[äė(d©░ng)▓óęŲų┴╗Ī┐ė╠ÄŻ¼ķ_╩╝Ģr(sh©¬)╔į╝ė║ĖĮzŻ¼╩╣ĮėŅ^╠ÄŲĮš¹Ż¼ų«║¾▐D(zhu©Żn)╚ļš²│Ż║ĖĮėĪŻ
5 ║Ė║¾Öz“×(y©żn)╝░ūóęŌ╩┬ĒŚ(xi©żng)
▓╔ė├═Ōė^Öz“×(y©żn)║═┴”īW(xu©”)ąį─▄įć“×(y©żn)Öz“×(y©żn)║Ė║¾ą¦╣¹ĪŻ×ķĄ├ĄĮ┘|(zh©¼)┴┐?j©®)?y©Łu)┴╝Ą─║ĖĮėĮėŅ^Ż¼▀Ćæ¬(y©®ng)ūóęŌęįŽ┬╩┬ĒŚ(xi©żng)ĪŻ
Ż©1Ż®š²┤_╩╣ė├║ĖĮėģóöĄ(sh©┤)ĪŻ
Ż©2Ż®ūóęŌė^▓ņŻ¼┐žųŲ║├╚█│žĄ─┤¾ąĪĪó£žČ╚║═ą╬ĀŅĪŻ
Ż©3Ż®▀m«ö(d©Īng)š{(di©żo)š¹║ĖśīĮŪČ╚ĪóļŖ╗ĪķL(zh©Żng)Č╚ĪŻ
Ż©4Ż®šŲ╬š║├▀\(y©┤n)śī▓ĮĘ©Ż¼ö[äė(d©░ng)Ę∙Č╚║═Ų┬┐┌ā╔▀ģĄ─═Ż┴¶Ģr(sh©¬)ķgĪŻ╩ųĪóč█ģf(xi©”)š{(di©żo)┼õ║ŽĪŻ

ū„š▀║å(ji©Żn)ĮķŻ║ĻÉīW(xu©”)╬õŻ¼ų·└Ē╣ż│╠ĤŻ¼ 1985─Ļ╔·Ż¼╬„▓┐╣▄Ą└ą┬Į«▌öė═ÜŌĘų╣½╦Š█Ę╔ŲŠSōīą▐ųąą─║Ė╣żŻ¼ų„ę¬Å─╩┬▌öė═ÜŌ╣▄Ą└ŠSōīą▐╣żū„ĪŻ┬ō(li©ón)ŽĄĘĮ╩ĮŻ║ 18209656864Ż¼ 584888447@qq.comĪŻ
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW(w©Żng)░▓éõ 62010202003034╠¢(h©żo)
Ė╩╣½ŠW(w©Żng)░▓éõ 62010202003034╠¢(h©żo) 
