



Ė▀║¾╣¹ģ^(q©▒)╠ņ╚╗ÜŌ╣▄Ą└Łh(hu©ón)║Ė┐p┘|(zh©¼)┴┐’LļU┼┼▓ķ░Ė└²Ęų╬÷
üĒį┤Ż║ĪČ╣▄Ą└▒ŻūoĪĘļsųŠ ū„š▀Ż║äóŪõŻ╗└ū║ĻĘÕŻ╗╩Ę╝ęą±Ż╗²RėŁĘÕŻ╗╣∙ę└īÜ ĢrķgŻ║2020-3-18 ķåūxŻ║
äóŪõ └ū║ĻĘÕ ╩Ę╝ęą± ²RėŁĘÕ ╣∙ę└īÜ
▒▒Š®╠ņ╚╗ÜŌ╣▄Ą└ėąŽ▐╣½╦Š
×ķ╔Ņ┐╠╬³╚ĪĮŁ╠KĒæ╦«Ī░3Īż21Ī▒╠ž┤¾▒¼š©╩┬╣╩Įø(j©®ng)“×Į╠ė¢Ż¼┼eę╗Ę┤╚²Ż¼ūźįńūźąĪŻ¼Ė„╣▄Ą└Ų¾śI(y©©)╝ė┤¾┴╦╣▄Ą└Łh(hu©ón)║Ė┐pļ[╗╝┼┼▓ķų╬└Ē┴”Č╚Ż¼╠žäeī”Ė▀║¾╣¹ģ^(q©▒)ā╚(n©©i)Łh(hu©ón)║Ė┐p┘|(zh©¼)┴┐▀Mąąųž³c┼┼▓ķŻ¼╝░Ģrī”╚▒Ž▌³c▓╔╚Ī╠Äų├┤ļ╩®Ż¼┤_▒ŻĖ▀║¾╣¹ģ^(q©▒)╣▄Ą└▒Š¾w░▓╚½ĪŻ╚ń║╬╠ßĖ▀╚▒Ž▌║Ė┐┌Ą─┼┼▓ķŠ½Č╚Ż¼ūŅ┤¾│╠Č╚Ą─░l(f©Ī)¼F(xi©żn)▓óŽ¹│²╣▄Ą└║Ė┐p╚▒Ž▌’LļUŻ¼╩ŪŁh(hu©ón)║Ė┐p’LļU┼┼▓ķĄ─ųž³c║═ļy³cĪŻ▒Š╬─ĮķĮB┴╦Łh(hu©ón)║Ė┐p╚▒Ž▌┼┼▓ķĘĮĘ©╝░Ąõą═æ¬ė├īŹ└²Ż¼╠ß│÷┴╦’LļU┐žųŲĮ©ūhĪŻ
1 Łh(hu©ón)║Ė┐p╚▒Ž▌ų„ę¬ŅÉą═
Łh(hu©ón)║Ė┐p╚▒Ž▌ų„ę¬ėąŻ║║ĖĮė┴č╝yĪó╬┤║Ė═ĖĪó╬┤╚█║ŽĪóŖAį³ĪóÜŌ┐ū╝░ą╬ĀŅ╚▒Ž▌Ą╚Ż©łD 1Ż®ĪŻ
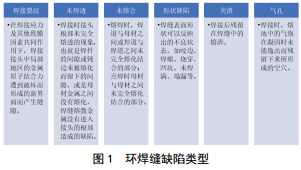
║ĖĮė┴č╝y╩ŪūŅ╬ŻļUĄ─║ĖĮė╚▒Ž▌Ż¼ć└ųžė░Ēæ║ĖĮėĮY(ji©”)śŗ(g©░u)Ą─░▓╚½ąįŻ¼╩Ūįņ│╔║Ė┐p┘|(zh©¼)┴┐╩┬╣╩Ą─ų„ę¬įŁę“ų«ę╗ĪŻ
2 Łh(hu©ón)║Ė┐p╚▒Ž▌Ą─ų„ꬒLļU
ė╔ė┌╣▄Ą└Į©įO(sh©©)ųąŁh(hu©ón)║Ė┐pöĄ(sh©┤)┴┐²ŗ┤¾Ż¼╩▄¼F(xi©żn)ł÷Łh(hu©ón)Š│║═╚╦×ķę“╦žė░ĒæŻ¼║ĖĮė┘|(zh©¼)┴┐▌^ļy┐žųŲŻ¼Č°Ūę║Ė┐p╬╗ų├ĮY(ji©”)śŗ(g©░u)ŽÓī”▓╗ĘĆ(w©¦n)Č©Ż¼╣▄Ą└╩▄╗¼Ų┬Īó╦·Ž▌Īó║ķ╦«Īó─Ó╩»┴„ĪóĄ┌╚²ĘĮŲŲē─Ą╚═Ō┴”ė░ĒæŻ¼ęūį┌║Ė┐p╬╗ų├«a(ch©Żn)╔·┴č╝y╔§ų┴öÓ┴čŻ¼įņ│╔ą╣┬®Ą─’LļUĪŻō■(j©┤)Įy(t©»ng)ėŗŻ¼Łh(hu©ón)║Ė┐p╩¦ą¦╩┬╣╩░l(f©Ī)╔·į┌▀BŅ^┐┌ĪóĮ┐┌Īóūā▒┌║±║Ė┐┌ĪóĘĄą▐║Ė┐┌╔ŽĄ─▒╚└²║▄Ė▀ĪŻ
╠ņ╚╗ÜŌųą║¼ėą╬ó┴┐Ą─ėąČŠH2SÜŌ¾wĢ■ī”╚╦¾wįņ│╔é¹║”Ż¼┐šÜŌųąĄ─╠ņ╚╗ÜŌØŌČ╚▀^Ė▀Ģ■╩╣╚╦ųŽŽóŻ¼ć└ųžĢrė÷├„╗Ģ■░l(f©Ī)╔·╚╝¤²╔§ų┴▒¼š©ĪŻ╠ņ╚╗ÜŌ░l(f©Ī)╔·ą╣┬®║¾Ż¼öU╔ó╦┘Č╚┐ņĪóĘČć·ÅVŻ¼║▄ļyėąą¦šŲ╬šöU╔óĄ─ĘĮŽ“╝░öU╔ó┴┐ĪŻČ°į┌Ė▀║¾╣¹ģ^(q©▒)Ą─╠žČ©ĘČć·ā╚(n©©i)├▄ķ]┐šķgČÓŻ¼╚╦┐┌├▄╝»Č╚Ė▀Ż¼░l(f©Ī)╔·Šo╝▒Ūķør║¾ę²ī¦║═╩Ķ╔óļyČ╚┤¾Ż¼╚ń░l(f©Ī)╔·╠ņ╚╗ÜŌą╣┬®Īóų°╗Īó▒¼š©īóĢ■Įoų▄▀ģ╚╦├±Ą─╔·├³║═žö«a(ch©Żn)įņ│╔ć└ųžōp╩¦Ż¼║¾╣¹▓╗┐░įO(sh©©)ŽļĪŻ╚ń┘Fų▌Ūń┬Ī▌öÜŌ╣▄Ą└╚╝¤²▒¼š©╩┬╣╩╝┤ę“Łh(hu©ón)║Ė┐p┘|(zh©¼)┴┐╚▒Ž▌╦∙ų┬ĪŻ
3 Łh(hu©ón)║Ė┐p╚▒Ž▌’LļU┼┼▓ķĘĮĘ©
3.1 ┤_Č©┤µę╔║Ė┐┌
═©▀^╩š╝»Ė„į┌ę█╣▄Ą└╣ż│╠┐ó╣ż┘Y┴Ž║═ā╚(n©©i)Öz£y┘Y┴ŽŻ¼Å═▓ķ┐ó╣ż┘Y┴Ž║═╩®╣żėøõøĪó▒O(ji©Īn)└ĒėøõøĪó¤oōpÖz£ył¾ĖµĘ¹║Žąį║═ę╗ų┬ąįŻ¼═Ļ│╔ā╚(n©©i)Öz£yŁh(hu©ón)║Ė┐pöĄ(sh©┤)ō■(j©┤)║═╩®╣żėøõøī”²RĪŻūRäeę╔╦ŲĪ░║┌┐┌Ī▒Ż¼ī”ā╚(n©©i)Öz£y╣½╦Š╠ß╣®Ą─╣▄Ą└┬®┤┼ā╚(n©©i)Öz£yą┼╠¢öĄ(sh©┤)ō■(j©┤)▀MąąÅ═║╦Ż¼ūRäeĪ░ć└ųžĪ▒Ī░▌^ć└ųžĪ▒ Ī░▌p╬óĪ▒«É│Ż║Ė┐┌Ż¼▓óķ_┴ąĪ░ć└ųžĪ▒«É│Ż║Ė┐┌ĄūŲ¼Å═║╦ė░Ž±┘Y┴ŽŻ¼ŲĖšłīŻ╝ęÅ═║╦¤oōpÖz£yĄūŲ¼Ż¼╠ß│÷┤µę╔║Ė┐┌Ż¼ą╬│╔┤µę╔║Ė┐┌ŪÕå╬Ż©▒Ē 1Ż®ĪŻ
3.2 ┤_Č©│ķ▓ķ║Ė┐┌
═©▀^┐ó╣ż┘Y┴ŽŻ¼╩š╝»Ė▀║¾╣¹ģ^(q©▒)ā╚(n©©i)║Ė┐┌ŪÕå╬║═╩®╣żėøõøŻ¼Ķbė┌Łh(hu©ón)║Ė┐p╩¦ą¦╩┬╣╩░l(f©Ī)╔·į┌▀BŅ^┐┌ĪóĮ┐┌Īó ūā▒┌║±║Ė┐┌ĪóĘĄą▐║Ė┐┌╔ŽĄ─▒╚└²║▄Ė▀Ż¼ę“┤╦░┤┤╦Ēśą“ā×(y©Łu)Ž╚│ķ▓ķĖ▀║¾╣¹ģ^(q©▒)ā╚(n©©i)Ą─╔Ž╩÷║Ė┐┌Ż¼ą╬│╔│ķ▓ķ║Ė┐┌ŪÕå╬Ż©▒Ē 2Ż®ĪŻ
3.3 ║Ė┐┌Č©╬╗
Ė∙ō■(j©┤)Ū░Ų┌┼┼▓ķÅ═║╦ĮY(ji©”)╣¹╠ß╣®┤µę╔║Ė┐┌Č©╬╗ŪÕå╬Ż¼¼F(xi©żn)ł÷┤_Č©å¢Ņ}║Ė┐┌Ą─ķ_═┌³cŻ¼ą╬│╔║Ė┐┌Č©╬╗ł¾Ėµ╝░öMķ_═┌║Ė┐┌ŪÕå╬Ż¼ī”Č©╬╗³c▀Mąąś╦ėøĪŻ
3.4 ║Ė┐┌ķ_═┌
ķ_═┌ū„śI(y©©)░┤ššū„śI(y©©)įS┐╔╣▄└Ē│╠ą“ł╠(zh©¬)ąąŻ¼═┌ų┴╣▄¾w║¾Ż¼═©▀^▒µšJ║Ė┐┌ŠÄ╠¢╗“õō╣▄│÷ÅSŠÄ╠¢Ą╚ĘĮ╩Į┤_šJ╩Ūʱ×ķ─┐ś╦║Ė┐┌ĪŻ╚ń┤_šJ×ķ─┐ś╦║Ė┐┌ät└^└m(x©┤)öU┐ėų┴ØMūŃĘ└Ė»┼cÖz£yū„śI(y©©)Śl╝■Ż¼╚ń┤_šJĘŪ─┐ś╦║Ė┐┌ätū„×ķ╠Į┐ė▀Mąą╗ž╠ŅŻ¼ųžą┬Ęų╬÷─┐ś╦║Ė┐┌╬╗ų├ĪŻ
3.5 Ę└Ė»īėäāļx┤“─ź
ū„śI(y©©)┐ėķ_═┌║ŽĖ±║¾Ż¼ķ_╩╝└õäāļx║Ė┐┌Ę└Ė»īėŻ¼äāļx▀^│╠ųąī”įŁča┐┌Ę└Ė»īėĀŅørĪóäāļxÅŖČ╚Ą╚ąį─▄▀Mąąš{(di©żo)▓ķ▓óėøõøĪŻī”║Ė┐┌▒Ē├µ╝░ā╔é╚(c©©)▀Mąą┤“─źŻ¼▓╔╝»║Ė┐┌ŽÓĻP(gu©Īn)öĄ(sh©┤)ō■(j©┤)Ż¼║Ė┐┌╠Ä└Ē╝░┤“─źæ¬ØMūŃĪČõō┘|(zh©¼)╣▄Ą└Š█ęꎮ─zš│ĦĘ└Ė»īė╝╝ąg(sh©┤)ś╦£╩ĪĘĪČ┬±Ąžõō┘|(zh©¼)╣▄Ą└═ŌĘ└Ė»īė▒Ż£žīėą▐Å═╝╝ąg(sh©┤)ęÄ(gu©®)ĘČĪĘĄ╚ĪŻī”▒Ē├µ┤“─ź┘|(zh©¼)┴┐▀Mąą“×╩šĪŻ
3.6 öĄ(sh©┤)ō■(j©┤)▓╔╝»
▓╔╝»║═ėøõøįŁča┐┌Ę└Ė»īėąį─▄║═║Ė┐┌ŽÓĻP(gu©Īn)öĄ(sh©┤)ō■(j©┤)ą┼ŽóĪŻ
3.7 ¤oōpÖz£y
╚ń╣¹│§▓ĮįuČ©šJ×ķ║Ė┐┌┤µį┌▒Ē├µ╚▒Ž▌Ż¼ī”▒Ē├µ╚▒Ž▌┤“─źą▐Å═▓óėøõøĪŻ┤“─ź═Ļ│╔║¾ī”╚½║Ė┐┌▀MąąRTĪóPTĪó MT¤oōpÖz£yĪŻ╚ń│§▓ĮįuČ©šJ×ķ║Ė┐┌┤µį┌ę╔╦Ų┴č╝y╚▒Ž▌Ż¼æ¬▀Mę╗▓ĮÖz£yĪŻ
3.8 ▀mė├ąįįuār
¤oōpÖz£y╣żū„═Ļ│╔║¾Ż¼▀MąąÅ═įuŻ¼▓ó┼cĮ©įO(sh©©)Ų┌ĄūŲ¼▀Mąąī”▒╚Ż¼Įo│÷│§▓Į╠Äų├ęŌęŖŻ¼░³└©ĖŅ┐┌ĪóĘĄą▐Īó┘|(zh©¼)┴┐ĻP(gu©Īn)ūóĄ╚ĪŻī”Į©ūh┘|(zh©¼)┴┐ĻP(gu©Īn)ūóĄ─å¢Ņ}║Ė┐┌Ż¼Ģ║▓╗▀Mąą╠Äų├Ż¼ 2Ī½3─Ļ║¾Ż¼ųžą┬▀Mąąķ_═┌Å═┼─ĪŻī”Į©ūhĖŅ┐┌ĪóĘĄą▐Ą─å¢Ņ}║Ė┐┌Ż¼╚¶╚▒Ž▌ī┘ė┌═Ō▒Ē├µ╚▒Ž▌Ż¼▓╔ė├═Ō▒Ē├µ┤“─źĘĮ╩Į▀Mąąą▐Å═ĪŻūŅ┤¾┤“─ź╔ŅČ╚▓╗│¼▀^╣▄Ą└▒┌║±Ą─12.5%ĪŻ╚¶┤“─ź║¾╚▒Ž▌Ž¹│²Ż¼ätĘ└Ė»║¾╗ž╠ŅŻ¼╚¶┤“─źų┴╣▄Ą└▒┌║±12.5%╚▒Ž▌╬┤Ž¹│²Ż¼ät▓╔ė├Bą═╠ū═▓▀Mąąą▐Å═ĪŻ
╚ń╣¹╚▒Ž▌×ķā╚(n©©i)▓┐┴č╝yĪóĖ∙▓┐╚▒Ž▌Ż¼ät╬»═ąīŻśI(y©©)įuārÖCśŗ(g©░u)▀Mąą▀Mę╗▓ĮÖz£yŻ©TOFD+PAUTŻ®Ż¼ęį┤_Č©╚▒Ž▌Š▀¾w╬╗ų├Īó│▀┤ń╝░ąį┘|(zh©¼)ĪŻ╚╗║¾ĮY(ji©”)║Žå¢Ņ}║Ė┐┌ų▄▀ģĄž┘|(zh©¼)Ąž├▓Śl╝■Ż¼▀Mąą╚▒Ž▌▀mė├ąįįuārŻ¼Ė∙ō■(j©┤)įuārĮY(ji©”)╣¹═Ų╦]Ą─ą▐Å═ĘĮ╩Į╠Äų├ĪŻ
3.9 å¢Ņ}║Ė┐┌ą▐Å═
Łh(hu©ón)║Ė┐p│Żė├Ą─ą▐Å═ĘĮ╩Įų„ę¬░³└©Ż║ĖŅ┐┌Īó Bą═╠ū═▓ĪóŁh(hu©ón)č§╠ū═▓Īó┤“─źĪóča║ĖĪóÅ═║Ž▓─┴ŽĪóĖ▀ē║ŖAŠ▀Ą╚ĘĮĘ©ĪŻ
ĖŅ┐┌ų„ę¬ė├ė┌║Ė┐p┤µį┌┴č╝yŻ¼╗“Į┐┌Īó▀BŅ^┐┌ĪóĘĄą▐┐┌┤µį┌ć└ųžĖ∙▓┐╬┤╚█║Ž║═╬┤║Ė═ĖĄ╚ŪķørĪŻĖŅ┐┌ą▐Å═ī”į┌ę█╣▄Ą└╔·«a(ch©Żn)ė░Ēæ┤¾Īó┘Mė├Ė▀ĪŻ
Bą═╠ū═▓ą▐Å═▀mė├ė┌┤¾▓┐ĘųĄ─Łh(hu©ón)║Ė┐p╚▒Ž▌ą▐Å═Ż¼ī”╔·«a(ch©Żn)ė░Ēæ▌^╔┘Ż¼ X70õō▓╔ė├įōĘĮĘ©▒╚▌^▀mė├Ż¼╩Ū─┐Ū░╚▒Ž▌ą▐Å═Ą─ų„ę¬ĘĮĘ©ĪŻ
3.10 Öz£yįuār
╠Äų├═Ļ«ģ║¾▀MąąČ■┤╬Öz£y┼cĘ└Ė»įuārĄ╚ĪŻ
3.11 ┐ó╣ż┘Y┴Ž
æ¬░┤ššĪČÖn░Ė╣▄└ĒęÄ(gu©®)Č©ĪĘ╩š╝»Īóš¹└ĒĪóÜwÖn┐ó╣ż┘Y┴ŽĪŻ
4 Ąõą═░Ė└²
4.1 Ė▀║¾╣¹ģ^(q©▒)╗∙▒ŠŪķør
─│Č╬╠ņ╚╗ÜŌ╣▄Ą└2014─Ļ═Č«a(ch©Żn)▀\ąąŻ¼▓─┘|(zh©¼)×ķX70õōŻ¼╣▄ÅĮ1 016 mmŻ¼įO(sh©©)ėŗē║┴”10 MPaŻ¼╣▄Ą└▒┌║±×ķ26.2 mmĪŻ╣▄Ą└ā╔é╚(c©©)Ė„200 mĘČć·ā╚(n©©i)│ŻūĪ╚╦┐┌50æ¶Ż¼ī┘ė┌Č■╝ēĄžģ^(q©▒)Ż╗į┌╣▄Ą└Øōį┌ė░ĒæĘČć·ā╚(n©©i)ėą─│Ų¾śI(y©©)Ż©╔Ž░ÓŲ┌ķg╝s140╚╦Ż®Ż¼─│ąĪīWŻ©╔ŽīWŲ┌ķgĤ╔·╝s200╚╦Ż®Ż¼╝ėė═šŠ1ū∙Ż¼Ž¹Ę└šŠ1ū∙Ż©├┐╚š╝s30╚╦Ż®ęį╝░╦ćąg(sh©┤)īWąŻĄ╚╠žČ©ł÷╦∙ĪŻ¤oĄ┌╚²ĘĮōpē─ĪóĄž┘|(zh©¼)×─║”ĪóĖ»╬gŲŲē─Ą╚ėøõøĪŻĮø(j©®ng)2019─Ļ5į┬Ė▀║¾╣¹ģ^(q©▒)’LļUūRäeŻ¼┤_Č©┤╦Č╬×ķó“╝ēĖ▀║¾╣¹ģ^(q©▒)ĪŻ
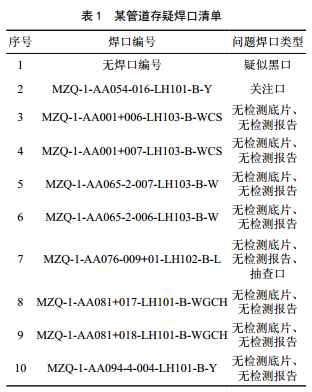
4.2 ’LļU┼┼▓ķ
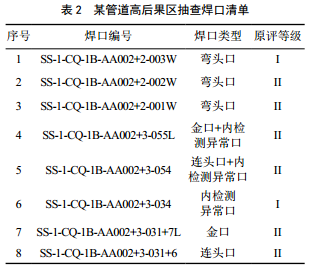
2019─Ļ8į┬ķ_š╣Łh(hu©ón)║Ė┐p┘|(zh©¼)┴┐’LļU┼┼▓ķŻ¼░┤ššĮ┐┌Īó▀BŅ^┐┌ĪóÅØŅ^ūā▒┌║±┐┌ĪóĘĄą▐┐┌×ķųž³c│ķ▓ķī”Ž¾įŁätŻ¼┤_Č©SS-8-G4-1B-DE037+01WB×ķ│ķ▓ķ┐┌Ż¼┤╦╠Äī┘ė┌ÅØŅ^ūā▒┌║±┐┌Ż¼║Ė┐┌Įø(j©®ng)▀^Č©╬╗ķ_═┌║¾Ż¼ 9į┬6╚š─│Öz£y╣½╦Šī”įō║Ė┐┌▀Mąą┴╦RTŻ©╔õŠĆŻ® /PAUTŻ©│¼┬ĢŻ®Öz£yŻ¼ĮY(ji©”)╣¹’@╩Šįō║Ė┐┌┤µį┌╚²╠Ä╚▒Ž▌Ż║2 850 mmŻŁ3 150 mm╬╗ų├┤µį┌300 mmĄ─ž×┤®ąįŽ┬▒Ē├µķ_┐┌╚▒Ž▌Ż¼ 2 740 mmŻŁ2 810 mm╬╗ų├┤µį┌ķL70 mmĪó╔Ņ23.7 mmĄ─Ž┬▒Ē├µķ_┐┌╚▒Ž▌Ż¼ 340 mmŻŁ700 mm╬╗ų├┤µį┌ķL360 mmĪó╔Ņ21 mmĄ─öÓ└m(x©┤)Ślą╬╚▒Ž▌ĪŻ
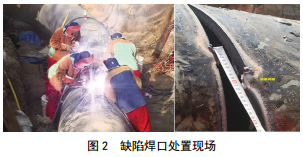
ļS║¾┴ó╝┤░┤ššæ¬╝▒╠Äų├ŅA░Ėåóäėæ¬╝▒│╠ą“Ż¼Ę┼┐šįōČ╬╣▄Ą└Ż¼╩Ķ╔óØōį┌ė░Ēæ░ļÅĮĘČć·ā╚(n©©i)Ą─╚╦åTŻ¼ī”╚▒Ž▌╠Ä║Ė┐┌▀MąąŪąĖŅōQ╣▄ū„śI(y©©)Ż©łD 2Ż®ĪŻ║Ė┐pōīļUū„śI(y©©)Å─░l(f©Ī)¼F(xi©żn)å¢Ņ}ĄĮōīą▐═Ļ│╔╣▓ėŗ50ąĪĢr45ĘųńŖŻ╗ŪąĖŅ┼f╣▄ĄĮą┬╣▄Č╬║ĖĮė═Ļ│╔╣▓ėŗ23ąĪĢr09ĘųńŖĪŻ═©▀^╠Äų├Ż¼╝░ĢrŽ¹│²┴╦▒ŠČ╬Ė▀║¾╣¹ģ^(q©▒)╣▄Ą└ųž┤¾ļ[╗╝ĪŻ
4.3 Łh(hu©ón)║Ė┐pā╚(n©©i)Öz£yŪķør
įōČ╬╣▄Ą└ė┌2019─Ļ5į┬▀Mąą┴╦┬®┤┼ā╚(n©©i)Öz£yŻ¼ĮY(ji©”)╣¹’@╩ŠSS-8-G4-1B-DE037+01WB┤µį┌║Ė┐p«É│Ż╚▒Ž▌Ż¼╬╗ų├×ķ11:35ĘĮŽ“Ż¼Ą½╩Ū¤oĘ©┼ąöÓ╚▒Ž▌Ą─ŅÉą═Īó╔ŅČ╚╝░ķLČ╚ĪŻę“┤╦┬®┤┼ā╚(n©©i)Öz£yų╗─▄╠Į£yĄĮ▌^┤¾¾wĘeĄ─╚▒Ž▌Ż¼Č°ī”ė┌╝Ü╬ó┴č╝y╚▒Ž▌ät║▄ļyÖz£yĄĮĪŻ
4.4 ĄūŲ¼║═Å═┼─Ų¼▒╚ī”Ęų╬÷
9į┬9╚šŻ¼ųąć°┤¼╝ē╔ń┘|(zh©¼)┴┐šJūC╣½╦Šī”įŁŲ¼║═Å═┼─Ų¼▀Mąą┴╦▒╚ī”Ęų╬÷Ż©łD 3Ż®Ż¼┤_šJā╔╠ūĄūŲ¼×ķ═¼ę╗Ą└║Ė┐┌ĪŻ

łD 3 ╚▒Ž▌║Ė┐┌ĄūŲ¼║═Å═┼─Ų¼
Ż©1Ż®Å═┼─Ų¼│÷¼F(xi©żn)┴č╝yĄ─╬╗ų├Ż©ā╔éĆ╝t╔½╝²Ņ^ųąķgĄ─╬╗ų├Ż®į┌įŁŲ¼ųą╬┤░l(f©Ī)¼F(xi©żn)╚▒Ž▌ĪŻ
Ż©2Ż®ā╔ÅłłDųąĄ─łAą╬╚▒Ž▌Ż©╦{╔½łA╚”Ż®ę└╚╗┤µį┌Ż¼ūC├„įō╠Ä▓╗╩Ū┴č╝yį┤ĪŻį┌įŁ╩╝ĄūŲ¼ųą╬┤░l(f©Ī)¼F(xi©żn)Å═┼─Ģr│÷¼F(xi©żn)Ą─┴č╝yė░Ž±Ż¼ŪęčžĖ∙▓┐║ĖĄ└Ą─╚█║ŽŠĆķ_┴čŻ¼┐╝æ]×ķčė▀t┴č╝yĄ─┐╔─▄ąį▒╚▌^┤¾Ż¼ī¦ų┬│÷¼F(xi©żn)┴č╝yĄ─ę“╦ž░³└©║ĖĮė╣ż╦ćĪó║Ė┐┌╚▒Ž▌Īóæ¬┴”ĀŅæB(t©żi)Ą╚ĪŻ
5 Į©ūh
Ė▀║¾╣¹ģ^(q©▒)ā╚(n©©i)╠ņ╚╗ÜŌ╣▄Ą└Łh(hu©ón)║Ė┐p╚▒Ž▌╬Ż║”śO┤¾Ż¼ę“┤╦į┌Łh(hu©ón)║Ė┐p╚▒Ž▌┼┼▓ķųąę¬ā×(y©Łu)Ž╚▀xō±Ė▀║¾╣¹ģ^(q©▒)ā╚(n©©i)Ą─ę╔╦ŲĪ░║┌┐┌Ī▒ĪóĄūŲ¼┤µę╔┐┌ĪóĮ┐┌Īó▀BŅ^┐┌Īóūā▒┌║±┐┌ĪóĘĄą▐┐┌Ą╚╠ž╩Ō║Ė┐┌▀Mąą│ķ▓ķĪŻį┌│ķ▓ķ║Ė┐┌ĢrĮ©ūh╝ė┤¾ÅØŅ^┼cų▒╣▄Ą─ūā▒┌║±▀BĮė┐┌│ķ▓ķ▒╚└²Ż¼╠žäe╩Ūęū│÷¼F(xi©żn)ī”┐┌æ¬┴”Ą─Īó╠ž╩ŌĄžą╬╬╗ų├║Ė┐┌Ż¼ā×(y©Łu)Ž╚ī”įōŅÉ║Ė┐┌▀Mąąķ_═┌Å═┼─Å═įuŻ¼┤_▒ŻūŅ┤¾Ž▐Č╚Ą─░l(f©Ī)¼F(xi©żn)╚▒Ž▌║Ė┐┌Ż¼ūŅ┤¾│╠Č╚Ž¹│²╣▄Ą└║Ė┐p╚▒Ž▌’LļUŻ¼▒ŻšŽĖ▀║¾╣¹ģ^(q©▒)ų▄▀ģŠė├±Ą─╔·├³žö«a(ch©Żn)░▓╚½ĪŻ
ū„š▀Ż║äóŪõŻ¼╣ż│╠ĤŻ¼┤¾īW▒Š┐ŲŻ¼Š═┬Üė┌ųą╩»ė═▒▒Š®╠ņ╚╗ÜŌ╣▄Ą└ėąŽ▐╣½╦Š▒▒Š®▌öÜŌ╣▄└Ē╠ÄŻ¼─┐Ū░ų„ę¬Å─╩┬╣▄Ą└Ę└Ė»╣żū„ĪŻ
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW(w©Żng)░▓éõ 62010202003034╠¢
Ė╩╣½ŠW(w©Żng)░▓éõ 62010202003034╠¢ 
