



╣▄Ą└ī”ķ_╩Įōīą▐┐©Š▀ėŗ╦ŃĘĮĘ©┼cĮYśŗā×╗»
üĒį┤Ż║ĪČ╣▄Ą└▒ŻūoĪĘļsųŠ ū„š▀Ż║ÓŹüå’wŻ╗┘Zė└║ŻŻ╗└Ņ├═Ż╗ŚŅĮĪ ĢrķgŻ║2020-5-18 ķåūxŻ║
ÓŹüå’w1 ┘Zė└║Ż2 └Ņ├═2 ŚŅĮĪ3
1.ųąć°╩»ė═╠ņ╚╗ÜŌ╣▄Ą└╣ż│╠ėąŽ▐╣½╦ŠŻ╗ 2.╬„─Ž╣▄Ą└└ź├„ŠSōīą▐Ęų╣½╦ŠŻ╗3.╬„─Ž╣▄Ą└└ź├„▌öė═ÜŌĘų╣½╦Š
š¬ę¬Ż║Ęų╬÷┴╦ī”ķ_╩Įōīą▐┐©Š▀Ą─ĮYśŗ║═ėŗ╦ŃĘĮĘ©,╠ß│÷┴╦Ė─▀MĮ©ūh,▓ó┼cé„ĮyĮYśŗ▀Mąą▒╚▌^,ī”ė┌┤¾┐┌ÅĮĪóĖ▀ē║┴”╣▄Ą└ī”ķ_╩Įōīą▐┐©Š▀Ą─įOėŗŠ▀ėąę╗Č©Ą─ģó┐╝ārųĄĪŻ
ĻPµIį~Ż║ī”ķ_╩Į┐©Š▀Ż╗ĮYśŗŻ╗ėŗ╦ŃŻ╗ā×╗»
ō■š{čąĘų╬÷Ż¼ųąČĒ¢|ŠĆ╠ņ╚╗ÜŌ╣▄Ą└╣ż│╠ßśī”╣▄ŠĆĖ»╬gĪó┤®┐ūĄ╚┤¾Č╝▓╔╚Īōīą▐┐©Š▀ū„śIĪŻ═¼ĢrŻ¼─«║ėŻŁ┤¾æcįŁė═╣▄Ą└╣ż│╠ŠSōīą▐╚╦åTĮķĮB┴╦ōīą▐┐©Š▀ū„śI╩¦öĪ░Ė└²Ż¼ŽŻ═¹─▄ē“╠ß╣®ŽÓĻPĮŌøQ┤ļ╩®║═ĘĮ░ĖĪŻ×ķ┤╦Ż¼╬ęéāī”│Żė├Ą─ī”ķ_╩Įōīą▐┐©Š▀▀Mąą┴╦ėŗ╦ŃĘų╬÷Ż¼ī”┐©Š▀é„ĮyĮYśŗ╝ėęįĖ─▀MŻ¼ī”▒╚Ęų╬÷┴╦┐©Š▀é„ĮyĮYśŗ║═ā×╗»ĮYśŗŽÓĻPģóöĄŻ¼ęįŲ┌×ķ┐©Š▀įOėŗ║═æ¬ė├╠ß╣®ģó┐╝ĪŻ
1 ┐©Š▀ĮYśŗ║═ėŗ╦ŃĘĮĘ©
1.1 ┐©Š▀ĮYśŗ
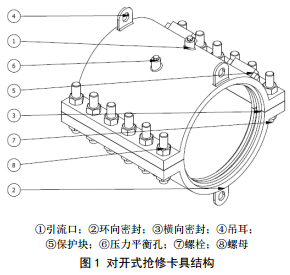
ī”ķ_╩Įōīą▐┐©Š▀ĮYśŗų„ę¬ė╔╔ŽÜż¾wĪóŽ┬Üż¾wĪó├▄ĘŌŚlĪóŠo╣╠┬▌╦©┬▌─ĖĪóĄ§Č·ĪóŲĮ║Ō┐ūĪó▒ŻūoēKĮM│╔Ż¼įöęŖłD 1ĪŻ╔ŽŽ┬Üż¾w░▓čbĄĮ╣▄Ą└▒Š¾w╔ŽŻ¼═©▀^Šo╣╠┬▌╦©┬▌─Ėē║ŠoŁhŽ“ĪóÖMŽ“├▄ĘŌŻ¼īŹ¼F╣▄Ą└ą╣┬®ģ^ė“Ą─╝ėŠo├▄ĘŌŻ¼Å─Č°═Ļ│╔Č┬┬®ĪŻ
1.2 ėŗ╦ŃĘĮĘ©
Ż©1Ż®▒┌║±ėŗ╦Ń
┐©Š▀▒┌║±S ░┤╩ĮŻ©1Ż®ėŗ╦ŃŻ║
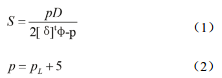
╩Į ųąS ×ķ ┐© Š▀ ▒┌ ║± Ż© īŹ ļH æ¬ ė├ ųą ▓╗ æ¬ ąĪ ė┌ 6mmŻ®Ż¼ mmŻ╗ p ×ķ┐©Š▀įOėŗē║┴”Ż¼ MPaŻ╗ D ×ķ┐©Š▀ų▒ÅĮŻ©ūóä®╩Į┐©Š▀×ķ╣▄Ą└▒Š¾w═ŌÅĮ+2▒Čūóä®║±Č╚Ż®Ż¼mmŻ╗ ”š ┐©Š▀ĮėŅ^ŽĄöĄŻ╗ pL×ķą╣┬®Įķ┘|ūŅĖ▀ē║┴”Ż¼MPaŻ╗ [”─]t×ķ┐©Š▀▓─┴ŽĄ─įSė├æ¬┴”Ż©ą╣┬®Įķ┘|£žČ╚Ž┬Ż®Ż¼ MPaĪŻ
Ż©2Ż®Č·░Õėŗ╦Ń
Č·░Õ║±Č╚░┤╩ĮŻ©3Ż®ėŗ╦ŃŻ║
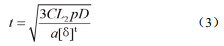
╩Įųąt ×ķ┐©Š▀Č·░Õ║±Č╚Ż¼ mmŻ╗ C ×ķ┐©Š▀ĘŌķ]┐šŪ╗īÆČ╚Ż¼ mmŻ╗ L2×ķČ·░Õļp┬▌╦©┐ūųąą─ų┴Ę©╠m┐©Š▀═Ōé╚├µĄ─ŠÓļxŻ¼ mmŻ╗ ”┴ ×ķ┐©Š▀Č·░ÕīÆČ╚Ż¼ mmĪŻ
Ż©3Ż®┬▌╦©ėŗ╦Ń
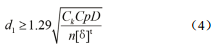
╩Įųąd1×ķūŅąĪ┬▌╝yų▒ÅĮŻ¼ mmŻ¼Ė∙ō■d1▓ķ╚Ī┬▌╦©ś╦£╩ų▒ÅĮŻ╗ CK×ķŅAŠo║═äéČ╚ŽĄöĄŻ¼╚ĪųĄ1.5Ż╗ n ×ķ▀BĮė┬▌╦©öĄ┴┐Ż¼éĆĪŻ
2 ┐©Š▀ĮYśŗĘų╬÷┼cā×╗»
2.1 é„Įy┐©Š▀ĮYśŗĘų╬÷
Ż©1Ż®é„Įy┐©Š▀╩╣ė├╚▒Ž▌ĪŻę╗╩Ū░▓čb═Ļ«ģ║¾ąĶę¬▀Mąą║ĖĮė╠Ä└ĒĪŻī”ķ_╩Įōīą▐┐©Š▀═©▀^┬▌╦©Šo╣╠╔ŽŽ┬Üż¾wČ·░ÕŻ¼īŹ¼F├▄ĘŌū„ė├Ż¼ė╔ė┌ŲõāH═©▀^å╬é╚├▄ĘŌŚl├▄ĘŌŻ¼×ķĘ└ų╣░l╔·ą╣┬®Ż¼ąĶę¬ī”ŁhŽ“ĪóČ·░Õé╚Īó┬▌╦©┬▌─Ė╠Ä▀Mąą├▄ĘŌ║ĖĪŻį┌ą╣┬®Ä¦ē║ŪķørŽ┬▀Mąą║ĖĮėŻ¼Š▀ėąę╗Č©Ą─╬ŻļUąįŻ¼═¼ĢrŲõī”£žČ╚Ą─├¶Ėąąį╩╣║ĖĮė┘|┴┐ļyęį▒ŻūCŻ¼ęū«a╔·║ĖĮė┴č╝yČ°įņ│╔į┘┤╬ą╣┬®ĪŻČ■╩ŪĖ▀ē║┴”Īó┤¾┐┌ÅĮī”ķ_╩Į┐©Š▀║±Č°ųžĪŻĖ∙ō■╔Ž╩÷ėŗ╦ŃĮY╣¹Ż¼Ųõ║±Č╚║═ųž┴┐į÷┤¾Ż¼ī¦ų┬╝ė╣żųŲįņ└¦ļy║═░▓čb▓╗▒ŃŻ¼▀MČ°×ķ║¾└m║ĖĮė╣żū„ĦüĒ└¦ļyĪŻ
Ż©2Ż®┐©Š▀╩¦ą¦įŁę“ĪŻę╗╩Ūé„Įy┐©Š▀┤µį┌╩▄┴”Ę┼┤¾ą¦æ¬ĪŻ į┌ę╗éĆąĪ┴č╝y╗“ą╣┬®³cŪķørŽ┬Ż¼ą╬│╔┴╦ę╗éĆ┤¾Ą─ĘŌķ]┐šķgŻ¼įņ│╔┐©Š▀▒Š╔Ē╩▄┴”┤¾Ż¼▀MČ°ąĶę¬į÷┤¾▒┌║±Īó┬▌╦©ų▒ÅĮĪóš¹¾w┘|┴┐Ż¼ąĶę¬ā×╗»ĮYśŗĪŻČ■╩Ūūį╚╗ŁhŠ│£žČ╚Ą═Ą─Ąžģ^(╚ń¢|▒▒/╬„▒▒Ąžģ^Č¼╝Š)Ż¼į┌║ĖĮėū„śIųą╬┤┐╝æ]╣▄Ą└▒Š¾wī”ė┌║ĖĮėŚl╝■Ą─ę¬Ū¾Ż¼Ūę┐©Š▀▒Š╔Ē╬┤ŅA┴¶║ĖĮėŲ┬┐┌Ż¼įņ│╔║¾Ų┌«a╔·║ĖĮė┴č╝yĪŻ
2.2 ┐©Š▀ĮYśŗā×╗»
Ż©1Ż®ĮYśŗą╬╩Įā×╗»ĪŻé„Įy┐©Š▀ČÓ▓╔ė├š¹¾wÕæįņŻ¼ĮYśŗ×ķłA═▓ą╬Ż¼øQČ©Ųõ│╔╣”┼cʱĄ─ĻPµI╩Ū├▄ĘŌūāą╬┴┐Ą─┐žųŲŻ¼╝┤äéČ╚┐žųŲŻ¼Į©ūh▓╔ė├į÷╝ėĮŅ░ÕįOų├Ą╚┤ļ╩®Ż¼ØMūŃäéČ╚ę¬Ū¾Ą─═¼ĢrŻ¼£p▌p┐©Š▀š¹¾wųž┴┐ĪŻ
Ż©2Ż®├▄ĘŌĮYśŗā×╗»ĪŻĮ©ūh▓╔ė├ČÓŪ╗├▄ĘŌĮYśŗęį£p╔┘┐©Š▀š¹¾w╩▄┴”├µĘeĪŻīó┐©Š▀ā╚▓┐äØĘų×ķ▓╗═¼Ą─├▄ĘŌģ^ė“Ż¼īóą╣┬®³c░▓čbų┴ųąą─ģ^ė“Ż¼Ųõ╦¹ģ^ė“▓╔ė├ūó─z╠Ä└ĒŻ¼╩╣╩▄┴”£p╔┘×ķę╗éĆųąķg├▄ĘŌŪ╗ā╚ĪŻ═©▀^ūó─z╠Ä└ĒŻ¼īóå╬╝āĄ─Śl├▄ĘŌūā×ķ├µ├▄ĘŌŻ¼├▄ĘŌģ^ė“’@ų°į÷┤¾Ż¼├Ō│²┴╦į┌ŠĆ░▓čb║ĖĮėĄ─╬ŻļUąįŻ¼ĮŌøQ┴╦║ĖĮė┘|┴┐ļyęį┐žųŲĄ─å¢Ņ}ĪŻ
2.3 ā╔ĘNĮYśŗą╬╩Įī”▒╚
ęį╣▄ÅĮD1 422 mmĪóē║┴”12 MPaĪó┐©Š▀▓─┴Ž16 Mnó¾×ķ└²Ż¼Ęųäe░┤ššé„ĮyĮYśŗ║═ā×╗»ĮYśŗ▀MąąģóöĄėŗ╦ŃŻ¼ĮY╣¹ęŖ▒Ē 1ĪŻ
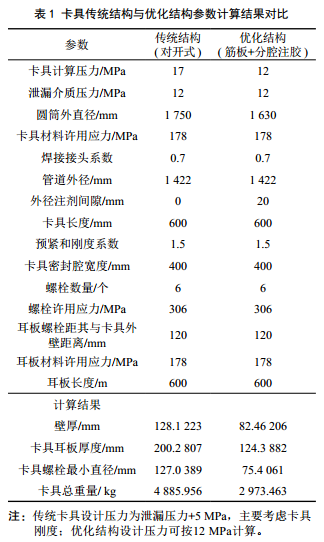
ī”▒╚ĮY╣¹┐╔ų¬Ż¼Įø▀^ā×╗»║¾Ą─┐©Š▀▒┌║±ĪóČ·░Õ║±Č╚Īó┬▌╦©ų▒ÅĮĄ╚Š∙’@ų°£pąĪŻ¼┐©Š▀ųž┴┐▒╚é„Įy┐©Š▀£p╔┘┴╦╝s39%ĪŻ
3 ā×╗»ĮYśŗā׳c
Ż©1Ż®├Ōė┌║ĖĮėĪŻ═©▀^ĘųŪ╗ūó─z╠Ä└ĒŻ¼į┌£p╔┘┐©Š▀▒Š¾w╩▄┴”Ą─Ū░╠ߎ┬Ż¼╠ßĖ▀┴╦┐©Š▀├▄ĘŌąį─▄Ż¼├Ō│²┼c╣▄Ą└Ą─║ĖĮėū„śIŻ¼╠ßĖ▀┴╦┐©Š▀æ¬ė├Ą─░▓╚½ąįĪŻ
Ż©2Ż®▒Ńė┌╝ė╣żųŲįņĪŻ£p╔┘┴╦┐©Š▀▒┌║±ĪóČ·░Õ║±Č╚Īóųž┴┐Ą╚Ż¼▒Ńė┌╝ė╣żųŲįņŻ¼╠ßĖ▀┴╦«aŲĘĄ─ĮøØ·ąįĪŻ
Ż©3Ż®ėąą¦┐žųŲ├▄ĘŌ┐šķgā╚╣▄¾wĖ»╬gĪŻ═©▀^ūó─z╠Ä└ĒŻ¼īó├▄ĘŌ┐šķgā╚╠Ņ│õūó䮯¼Ž¹│²┴╦╣▄¾w└^└mĖ»╬gĄ─┐╔─▄ąįĪŻ
4 ĮYšō
┤¾┐┌ÅĮĪóĖ▀ē║┴”╣▄Ą└ī”ķ_╩Įōīą▐┐©Š▀ĮYśŗā×╗»║¾Ż¼ėąą¦£p╔┘┴╦┐©Š▀▒Š¾w║±Č╚║═ųž┴┐Ż¼╠ßĖ▀┴╦╩╣ė├░▓╚½ąįĪŻ╩╣ė├ųąąĶūóęŌęįŽ┬å¢Ņ}Ż║ę╗╩Ūļm╚╗▒▄├Ō┴╦║ĖĮėū„śIŻ¼Ą½į÷╝ė┴╦ĘųŪ╗ūó─zū„śI╣żą“Ż╗Č■╩Ū─zä®æ¬ØMūŃŽÓ欣žČ╚ĪóÅŚąįĪó├▄ĘŌąįę¬Ū¾Ż¼ßśī”▓╗═¼Įķ┘|▀xō±ŽÓæ¬Ą─ūó䮯╗╚²╩ŪąĶę¬į┌┐©Š▀▒Š¾wŅA┴¶ūóä®┐ū║══©ÜŌ┐ūŻ¼ūóä®ĮY╩°║¾▀Mąą├▄ĘŌĪŻ

ū„š▀║åĮķŻ║ÓŹüå’wŻ¼ 1982─Ļ╔·Ż¼2007─Ļ«ģśIė┌╝¬┴ų┤¾īWÖCąĄįOėŗ╝░└ĒšōīŻśIŻ¼┤T╩┐蹊┐╔·Ż¼Ė▀╝ē╣ż│╠ĤŻ¼─┐Ū░ų„ę¬Å─╩┬ē║┴”╣▄Ą└Īóē║┴”╚▌Ų„╝░ŠSōīą▐įOėŗ╣żū„ĪŻ┬ōŽĄĘĮ╩ĮŻ║ 0316-2072301Ż¼ zhengyafei@cnpc.com.cn
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW░▓éõ 62010202003034╠¢
Ė╩╣½ŠW░▓éõ 62010202003034╠¢ 
