



Ė▀õō╝ēė═ÜŌ╣▄Ą└Łh(hu©ón)║Ė┐pöÓ┴čå¢Ņ}蹊┐
üĒį┤Ż║ĪČ╣▄Ą└▒ŻūoĪĘļsųŠ ū„š▀Ż║╦╬├„Ż╗═§Øh┐³Ż╗└ŅęĒŻ╗ąņ═«Ż╗═§║ŻØ²Ż╗╝¬Į©┴óŻ╗║╬╚╩č¾ ĢrķgŻ║2020-7-21 ķåūxŻ║
╦╬├„ ═§Øh┐³ └ŅęĒ ąņ═« ═§║ŻØ² ╝¬Į©┴ó ║╬╚╩č¾
ųąć°╠žĘNįOéõÖz£y蹊┐į║
š¬ ꬯║X80Īó X70Ė▀õō╝ēė═ÜŌ╣▄Ą└Ą─Łh(hu©ón)║Ė┐pöÓ┴č╩Ū┤¾▌ö┴┐ė═ÜŌ╣▄Ą└░▓╚½▀\ąą╦∙├µ┼RĄ─ų„ę¬å¢Ņ}ų«ę╗ĪŻć°ā╚(n©©i)═ŌĖ▀õō╝ē╣▄Ą└Ą─Łh(hu©ón)║Ė┐pČ╝│╩¼F(xi©żn)│÷┤ÓąįöÓ┴č╠žš„ĪŻī”▒╚Ęų╬÷┴╦ī¦ų┬Łh(hu©ón)║Ė┐p┤ÓöÓĄ─ų„ę¬įŁę“Ż¼ųž³cĮķĮB┴╦Łh(hu©ón)║Ė┐pĒgąį║═ÅŖČ╚ā╔éĆę“╦žė░Ēæ║Ė┐pöÓ┴čĄ─ŽÓĻP(gu©Īn)蹊┐Ż¼╠ß│÷┴╦Ž┬ę╗▓Į蹊┐ĘĮŽ“Ż¼ą╬│╔┴╦ī”ą┬Į©Ė▀õō╝ē╣▄Ą└Łh(hu©ón)║Ė┐p┘|(zh©¼)┴┐┐žųŲĄ─╣żū„Į©ūhĪŻ
ĻP(gu©Īn)µIį~Ż║ė═ÜŌ╣▄Ą└Ż╗Ė▀õō╝ē╣▄ŠĆõōŻ╗Łh(hu©ón)║Ė┐pŻ╗öÓ┴čŻ╗ĒgąįŻ╗ÅŖČ╚
ė═ÜŌ▌ö╦═╣▄Ą└╩Ūć°╝ę─▄į┤▌ö╦═Ą─┤¾äė├}Ż¼ŲõŲĮĘĆ(w©¦n)Ė▀ą¦▀\ąąĻP(gu©Īn)ŽĄĄĮć°╝ę─▄į┤░▓╚½║═╣½╣▓░▓╚½ĪŻųąŠÆ╠ņ╚╗ÜŌ╣▄Ą└┘Fų▌╩ĪŪŁ╬„─Žų▌Ūń┬Ī┐h╣▄Č╬ė┌2017─Ļ7į┬2╚š║═2018─Ļ6į┬10╚šā╔┤╬░l(f©Ī)╔·╚╝¤²▒¼š©╩┬╣╩Ż¼įņ│╔ųž┤¾╚╦åTé¹═÷ĪŻ═¼ę╗Śl╣▄Ą└Īóį┌═¼ę╗ģ^(q©▒)ė“Īó▓╗ūŃę╗─ĻĢrķg└’░l(f©Ī)╔·ā╔┤╬Łh(hu©ón)║Ė┐pöÓ┴čą╣┬®╚╝▒¼╩┬╣╩Ż¼ę²ŲąąśI(y©©)ī”Ė▀õō╝ē╣▄Ą└Łh(hu©ón)║Ė┐p┘|(zh©¼)┴┐░▓╚½å¢Ņ}Ą─ō·ænŻ¼ī”Ė▀õō╝ē╣▄Ą└Į©įO«a(ch©Żn)╔·┴╦žō├µė░ĒæĪŻ 2018─Ļ10į┬Ż¼ć°╝ę╩ął÷▒O(ji©Īn)╣▄┐éŠų│╔┴ó┴╦X80õō╝ē╠ņ╚╗ÜŌ╣▄Ą└║ĖĮė╝░Öz£y蹊┐╣żū„ĮMŻ©╩ą▒O(ji©Īn)╠žįO║»Ī▓2018Ī│ 1237╠¢Ż®ĪŻčąŠ┐╣żū„ĮMīŻ╝ęĮMŽ┬įO║ĖĮėĮMĪóÖz£yĮMĪóŠC║ŽĮM╚²éĆīŻĒŚčąŠ┐ąĪĮMŻ¼į┌╣żū„ĮM┐“╝▄ā╚(n©©i)ķ_š╣┴╦┤¾┴┐Ą─蹊┐╣żū„ĪŻ╣Pš▀ī”▒╚Ęų╬÷┴╦ī¦ų┬Łh(hu©ón)║Ė┐pöÓ┴čĄ─ų„ę¬įŁę“Ż¼ųž³cĮķĮBŁh(hu©ón)║Ė┐pĒgąį║═ÅŖČ╚ā╔éĆę“╦žī”║Ė┐pöÓ┴čė░ĒæĄ─ŽÓĻP(gu©Īn)蹊┐ĪŻ
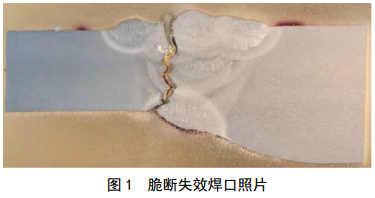
1 Ė▀õō╝ē╣▄Ą└Łh(hu©ón)║Ė┐pĄ─öÓ┴č╠žš„
1.1 ć°═ŌĖ▀õō╝ē╣▄Ą└Łh(hu©ón)║Ė┐pĄ─öÓ┴č╠žš„
ßśī”ė═ÜŌ╣▄Ą└Łh(hu©ón)║Ė┐pĄ─┤ÓöÓå¢Ņ}Ż¼├└ć°Į╗═©▀\▌ö▓┐╣▄Ą└║═╬ŻļU╬’ŲĘ░▓╚½╣▄└ĒŠųŻ©PHMSAŻ®į┌2011─Ļį°░l(f©Ī)▓╝Š»╩Š╣½ĖµŻ¼ųĖ│÷į┌ų▒ÅĮ┤¾ė┌508║┴├ūŻ©20ėó┤ńŻ®Ą─X70║═X80╣▄Ą└ĘĄą▐┐┌ųą│÷¼F(xi©żn)┴╦ž×┤®║Ė┐pĮī┘Ą─┤ÓöÓ╩¦ą¦å¢Ņ}Ż©łD 1Ż®[1]ĪŻł¾ĖµšJ×ķ▀@ĘN┤ÓöÓ╩¦ą¦─Ż╩Į╩ŪÜõų┬ķ_┴诩HACŻ®Ż¼ų„ę¬įŁę“╩Ū╩╣ė├┴╦EXX10└wŠS╦ž║ĖŚlŻ¼ę²╚ļ┴╦┤¾┴┐Ą─ÜõŻ¼┤╬ę¬įŁę“╩ŪŠų▓┐Äū║╬Šą╩°║═ĘĄą▐┐┌Ą─Ė▀Šą╩°Ą╚ĪŻ
2011─ĻŻ¼į┌├└ć°ų▌ļH╠ņ╚╗ÜŌģf(xi©”)Ģ■Ż©INGAAŻ®ĮM┐ŚĄ─čąėæĢ■╔ŽŻ¼ PHMSAł¾Ėµ┴╦ĻP(gu©Īn)ė┌ÅØ╣▄║ĖĮėųą▓╔ė├╦ÄąŠ║ĖĮzŁh(hu©ón)║Ė┐p┤ÓöÓå¢Ņ}Ż¼ę▓šJ×ķ╩ŪHAC║═Õe▀ģ┴┐▀^┤¾ę²Ųæ¬┴”╝»ųą╦∙ų┬ĪŻėóć°║ĖĮėīWĢ■(TWIŻ®[2]╣½▓╝Ą─ī”X65╣▄Ą└Łh(hu©ón)║Ė┐pĄ─蹊┐ł¾Ėµę▓šJ×ķŻ¼čž║Ė┐pĄ─┤Óąįķ_┴čī┘ė┌HAC┴č╝yŻ¼ŲõįŁę“░³└©║Ė┐pĮī┘▌^Ė▀Ą─╠╝«ö┴┐Ż©Šų▓┐ŠS╩Žė▓Č╚450 HVŻ®ĪóĖ∙║Ė╬╗ų├Ńfį¬╦žĄ─Ų½╬÷Īó║Ė┐p│╔ą═▌^▓ŅĄ╚ĪŻ
ć°═ŌĖ▀õō╝ē╣▄Ą└Łh(hu©ón)║Ė┐pĄ─┤ÓöÓČÓ×ķ▓╗Ą╚▒┌║±║Ė┐┌Ż¼Å─║Ėų║Ų┴čĪóį┌║Ė┐pģ^(q©▒)Å─ā╚(n©©i)▒┌Ž“═Ō▒┌öUš╣Ż¼Ūę┤µį┌æ¬┴”╝»ųąå¢Ņ}Ż©▓╗Ą╚▒┌║±ĪóÕe▀ģĄ╚Ż®Ż╗蹊┐šJ×ķŲõų„ę¬įŁę“╩Ū╣▄Ą└Łh(hu©ón)║Ė┐pį┌║ĖĮė▀^│╠ųąę²╚ļ┴╦▀^┴┐Ą─ÜõŻ¼Å─Č°ī¦ų┬┴╦Łh(hu©ón)║Ė┐pÜõ┤ÓöÓ┴čĪŻ
1.2 ć°ā╚(n©©i)Ė▀õō╝ē╣▄Ą└Łh(hu©ón)║Ė┐pĄ─öÓ┴č╠žš„
1.2.1 ┤ÓöÓ║Ļė^╠žš„
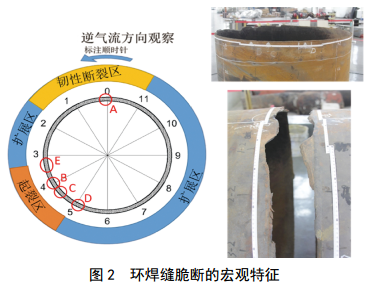
Ė∙ō■(j©┤)╩┬╣╩š{(di©żo)▓ķŻ¼¼F(xi©żn)ł÷Łh(hu©ón)║Ė┐p┤ÓöÓĢrĄ─Łh(hu©ón)Š│£žČ╚Č╝į┌5 ĪµĪ½10 Īµęį╔ŽŻ╗║ĖĮė╣ż╦ć×ķ╩ų╣ż║Ė┤“Ąū+ūį▒Żūo╦ÄąŠ║ĖĮz░ļūįäė║Ė╠Ņ│õ/╔w├µŻ╗┤ÓöÓČÓ░l(f©Ī)╔·į┌ų▒╣▄┼cÅØ╣▄▀BĮėĄ─▓╗Ą╚▒┌║±║Ė┐┌╬╗ų├Ż╗öÓ┐┌╝░╣▄¾w║Ļė^╔Ž¤o╦▄ąįūāą╬Ż╗Ų┴č╬╗ų├螣h(hu©ón)Ž“Ą─Ęų▓╝ø]ėą├„’@ęÄ(gu©®)┬╔ąįŻ╗┴č╝yČÓŲ┴čė┌ā╚(n©©i)▒┌║Ėų║Ż╗┴č╝yį┌║Ė┐pĮī┘ā╚(n©©i)▓┐Å─ā╚(n©©i)▒┌Ž“═Ō▒┌öUš╣Ż¼│²ūŅĮKöÓ┴čģ^(q©▒)═ŌŻ¼Ų┴č║═öUš╣ģ^(q©▒)Š∙▓╗▀M╚ļ¤ßė░Ēæģ^(q©▒)║═─Ė▓─ĪŻłD 2 ×ķŁh(hu©ón)║Ė┐p┤ÓöÓĄ─║Ļė^╠žš„ĪŻ
1.2.2 ┤ÓöÓ╬óė^╠žš„
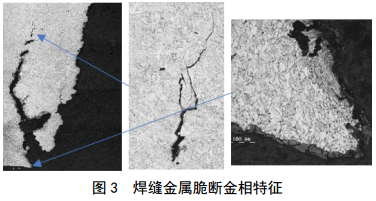
┴č╝yŲ┴čģ^(q©▒)ė“Ż©┤“Ąū║ĖŻ®│╩¼F(xi©żn)Šų▓┐╦▄ąįŲ┴čŻ╗čž║Ė┐pĮī┘Ą─┴č╝yöUš╣Š∙×ķ┤ÓąįöUš╣Ż¼Įž├µĮŽÓ┐╔ęŖ┤ÓąįČ■┤╬┴č╝yŻ©łD 3Ż®Ż╗ā╚(n©©i)═Ō▒┌╝░öÓ┐┌Š∙╬┤░l(f©Ī)¼F(xi©żn)├„’@Ą─Ė»╬g║██EĪŻ
1.3 Ė▀õō╝ē╣▄Ą└Łh(hu©ón)║Ė┐pöÓ┴č╣▓ąį╠žš„
Łh(hu©ón)║Ė┐p┤ÓöÓČÓį┌▓╗Ą╚▒┌║±║Ė┐┌ĪóÅ─║Ėų║Ų┴čĪóį┌║Ė┐pģ^(q©▒)Å─ā╚(n©©i)▒┌Ž“═Ō▒┌öUš╣ĪóŪę┤µį┌æ¬┴”╝»ųąŻ©▓╗Ą╚▒┌║±ĪóÕe▀ģĄ╚Ż®Ż¼╩Ūć°ā╚(n©©i)═ŌĖ▀õō╝ē╣▄Ą└Łh(hu©ón)║Ė┐pöÓ┴čĄ─╣▓═¼╠žš„ĪŻć°═Ō░Ė└²ų„ę¬╩ŪŁh(hu©ón)║Ė┐pÜõų┬┤ÓöÓŻ¼įŁę“╩Ū╩╣ė├Ą─└wŠS╦ž║ĖŚl╦∙ų┬ĪŻČ°╬ęć°ūį╬„ÜŌ¢|▌ö╣▄Ą└╣ż│╠ęįüĒ╦∙╩╣ė├Ą─ČÓ×ķĄ═Üõ║ĖŚlĄ─ČÓīėČÓĄ└║ĖŻ¼Ūęį┌║¾ę╗║ĖĄ└ī”Ū░ę╗║ĖĄ└Ą─╗ž╗ū„ė├Ž┬Ż¼╝┤▒Ń║Ė┐pĮī┘╬┤╗ž╗ģ^(q©▒)┤µį┌Šų▓┐Üõ┤ÓŻ¼║Ė┐pš¹¾wÜõ┤ÓĄ─┐╔─▄ąį▓╗┤¾ĪŻ
2 Ė▀õō╝ē╣▄Ą└Łh(hu©ón)║Ė┐pöÓ┴čĄ─ė░Ēæę“╦ž
▒╚▌^Ęų╬÷ć°ā╚(n©©i)Į³─ĻüĒ░l(f©Ī)╔·Ą─X70Īó X80Ą╚Ė▀õō╝ē╠ņ╚╗ÜŌ╣▄Ą└Łh(hu©ón)║Ė┐p╩¦ą¦░Ė└²[3-6]Ż¼╩ß└Ē┴╦Łh(hu©ón)║Ė┐p┤Óąįķ_┴č╩¦ą¦įŁę“║═ė░Ēæę“╦ž[7]Ż¼ų„ę¬░³└©Ż║ó┘║Ė┐pø_ō¶ĒgąįųĄļx╔óĪó┤µį┌Ą═Ēgąįģ^(q©▒)ė“Ż╗ó┌ūā▒┌║±▀BĮė▓╗łA╗¼▀^Č╔įņ│╔Ą─Šų▓┐æ¬┴”╝»ųąŻ╗ó█║ĖĮė║═ĘĄą▐▀^│╠ųą«a(ch©Żn)╔·Ą─╬Ż║”ąį├µą═╚▒Ž▌Ż╗ó▄║Ė┐pīŹļH×ķĄ═ÅŖŲź┼õŻ╗ó▌ĮM║Ž▌d║╔Śl╝■ĪŻŲõųąŻ¼┼c║Ė┐pąį─▄ŽÓĻP(gu©Īn)Ą─╩ŪĒgąį║═ÅŖČ╚ā╔éĆę“╦žĪŻ
2.1 Łh(hu©ón)║Ė┐pĒgąį
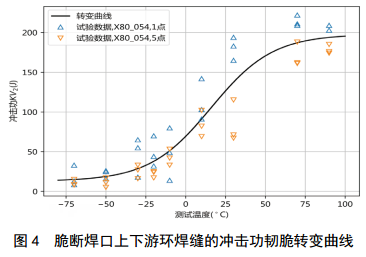
▓╔ė├ūį▒Żūo╦ÄąŠ║ĖĮzĄ─Łh(hu©ón)║Ė┐pų„ę¬▒Ē¼F(xi©żn)×ķ║Ė┐pĮī┘ø_ō¶Ēgąįļx╔óŻ¼ėąĄ─╬╗ų├ø_ō¶╬³╩š─▄┴┐Ą═ĪŻ└²╚ńŻ¼X80╣▄Ą└Łh(hu©ón)║Ė┐pĄ─┤“Ąū║ĖČÓ▓╔ė├ēAąį║ĖŚlE7016╩ų╣ż║Ė╣ż╦ćŻ¼╠Ņ│õ/╔w├µ║Ė▓╔ė├ūį▒Żūo╦ÄąŠ║ĖĮzE81T8-Ni2░ļūįäė║Ė╣ż╦ćŻ¼Ųõ║Ė┐pĮī┘®ü10 Īµø_ō¶╬³╩š─▄┴┐×ķ15 JĪ½150 JŻ¼Ēg┤Ó▐D(zhu©Żn)ūā£žČ╚▌^Ė▀Ż©łD 4Ż®ĪŻ
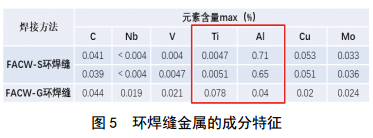
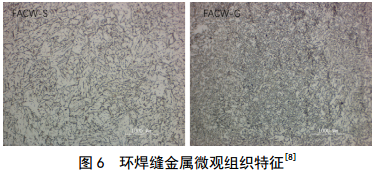
║Ė┐pĒgąįĄ═┼cŲõ║ĖĮė╣ż╦ć║═╬óė^ĮM┐ŚŽÓĻP(gu©Īn)ĪŻę╗ĘĮ├µŻ¼╬ęć°─┐Ū░į┌ę█Ė╔ŠĆ╣▄Ą└┤¾ČÓ▀xė├╦ÄąŠ║ĖĮzūį▒Żūo║ĖŻ©FCAW-SŻ®╣ż╦ćŻ¼╦ÄąŠųą║¼ėą▌^Ė▀Ą─Alį¬╦žŻ¼į┌░l(f©Ī)ō]├ōč§▒Żūoū„ė├Ą─═¼Ģrļy├Ō╩╣▀^┴┐Ą─Al╣╠╚▄į┌║Ė┐pĮī┘ā╚(n©©i)ĪŻ└²╚ńŻ¼ūį▒Żūo╦ÄąŠ║Ė┐pųąĄ─Al║¼┴┐╩ŪÜŌ▒Żūo╦ÄąŠ║ĖŻ©FCAW-GŻ®║Ė┐pĄ─15▒ČŻ©łD 5Ż®ĪŻ Al─▄ē“┤┘▀MCĄ─öU╔óÅ─Č°ĘĆ(w©¦n)Č©╗»ŖW╩Ž¾wŻ¼▀MČ°į┌ĮĄ£ž▀^│╠ųą▀M╚ļžÉ╩Ž¾w▐D(zhu©Żn)ūāģ^(q©▒)Ż¼╩╣Ą├║Ė┐p╬óė^ĮM┐Ś░³║¼▌^ČÓžÉ╩Ž¾wĪŻī”▒╚ūį▒Żūo╦ÄąŠ║ĖĮė║═ÜŌ▒Żūo╦ÄąŠ║ĖĮėĄ─Łh(hu©ón)║Ė┐p’@╬óĮM┐Ś┐╔ęį░l(f©Ī)¼F(xi©żn)Ż©łD 6Ż®Ż¼ Al║¼┴┐Ė▀Ą─║Ė┐pŻ¼ŲõžÉ╩Ž¾wĶF╦ž¾wĄ─║¼┴┐ę▓▌^Ė▀ĪŻ
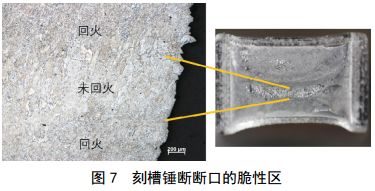
┴Ēę╗ĘĮ├µŻ¼║ĖĮėĢr╚ń╣¹å╬Ą└╚█Ę¾Įī┘▌^║±Ż¼ät║¾ ę╗║ĖĄ└▓╗─▄ī”Ū░ę╗║ĖĄ└│õĘų╗ž╗Ż¼Ģ■ėąę╗Č©▒╚└²Ą─╬┤╗ž╗žÉ╩Ž¾wĶF╦ž¾w┤µį┌ė┌║Ė┐pĮī┘ā╚(n©©i)ĪŻ└²╚ńŻ¼║Ė┐pĮī┘┐╠▓█ÕNöÓįć“×öÓ┐┌╬┤ęŖ├„’@║ĖĮė╚▒Ž▌Ż¼Ą½┐╔ęŖ▓┐ĘųśėŲĘ┤µį┌▓╗═¼│╠Č╚Ą─┤Óąįģ^(q©▒)Ż©łD 7Ż®Ż¼į┌įōģ^(q©▒)ė“ųą┐╔ęŖ┤ų┤¾Ą─žÉ╩Ž¾wĶF╦ž¾wŻ¼žÉ╩Ž¾w░ÕŚlķg┐╔ęŖµ£ĀŅM-AĮMį¬Ż¼▀@ŅÉĮM┐ŚŠ▀ėą▌^║├Ą─ÅŖČ╚Ż¼Ą½ĒgąįŲ½Ą═Ż¼╩ŪŁh(hu©ón)║Ė┐p┤ÓöÓĄ─ę▒Įę“╦žĪŻ
2.2 Łh(hu©ón)║Ė┐pÅŖČ╚
2.2.1 ║ĖĮėĮėŅ^ė▓Č╚£yįć
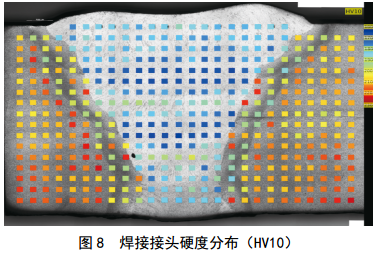
£yįć▓─┴ŽüĒūįė┌ęč▀\ĀI10─ĻĄ─╠ņ╚╗ÜŌ╣▄Ą└Ż©Ž┬═¼Ż®Ż¼╣▄▓─×ķX70Ż¼▒┌║±17.5 mmŻ¼Łh(hu©ón)║Ė┐p×ķ╩ų╣żļŖ╗Ī║ĖŻ©SMAWŻ®┤“ĄūŻ¼ūį▒Żūo╦ÄąŠ║Ė(FACW)╠Ņ│õŻ¼Š▀ėąę╗Č©Ą─┤·▒ĒąįĪŻ╚ĪŁh(hu©ón)║Ė┐pĮž├µ┤“─ź▓ó£y┴┐ŲõŠS╩Žė▓Č╚×ķHV10Ż¼├┐éĆė▓Č╚£y³cķgŠÓ1 mmŻ¼ė▓Č╚£yįćĮY(ji©”)╣¹╚ńłD 8╦∙╩ŠĪŻ║Ė┐pė▓Č╚ūŅ┤¾ųĄ×ķ224 HV10Ż¼╬╗ė┌¤ßė░Ēæģ^(q©▒)ā╚(n©©i)Ą─┤ųŠ¦ģ^(q©▒)Ż╗ūŅąĪųĄ×ķ164 HV10Ż¼╬╗ė┌║Ė┐p╠Ņ│õĮī┘ā╚(n©©i)ĪŻ║Ė┐pĮī┘Ą─ė▓Č╚Ęų▓╝į┌170 HV10Ī½190 HV10Ż¼─Ė▓─ė▓Č╚Ęų▓╝į┌200 HV10Ī½220 HV10Ż¼║Ė┐pĮī┘ė▓Č╚Ą═ė┌─Ė▓─ė▓Č╚ĪŻ
2.2.2 ║ĖĮėĮėŅ^└Ł╔ņ£yįć
║ĖĮėĮėŅ^Ųš═©įćśė└Ł╔ņįć“×’@╩ŠöÓ┴čŠ∙░l(f©Ī)╔·į┌║Ė┐pģ^(q©▒)╬╗ų├Ż¼ĮY(ji©”)╣¹ęŖ▒Ē 1ĪŻĮY(ji©”)╣¹▒Ē├„Ż¼║ĖĮėĮėŅ^┐╣└ŁÅŖČ╚Ą─ūŅąĪųĄ×ķ601 MPaŻ¼ØMūŃś╦£╩ųąī”║ĖĮėĮėŅ^┐╣└ŁÅŖČ╚Ą─ę¬Ū¾Ż©▓╗Ą═ė┌═¼╝ēäe─Ė▓─┐╣└ŁÅŖČ╚Ą─Ž┬Ž▐ųĄ570 MPaŻ®ĪŻ║Ė┐pĮī┘Ū³Ę■ÅŖČ╚▀hĄ═ė┌─Ė▓─Ą─Ū³Ę■ÅŖČ╚Ż¼║Ė┐pĮī┘┐╣└ŁÅŖČ╚Ą═ė┌║ĖĮėĮėŅ^Ą─┐╣└ŁÅŖČ╚ĪŻ║ĖĮėĮėŅ^ā╔é╚(c©©)─Ė▓─ī”║Ė┐pĮī┘┤µį┌ę╗Č©Ą─Šą╩°Ż¼╩╣Ą├║ĖĮėĮėŅ^š¹¾w▒Ē¼F(xi©żn)│÷Ą─┐╣└ŁÅŖČ╚┤¾ė┌║Ė┐pĮī┘Ą─┐╣└ŁÅŖČ╚ĪŻ
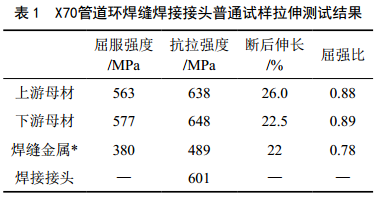
║Ė┐pĮī┘Ą─Ū³Ę■ÅŖČ╚Ą═ė┌─Ė▓─Ą─Ū³Ę■ÅŖČ╚Ż¼«ö╣▄ŠĆ│ą╩▄▌SŽ“▌d║╔Ą─ū„ė├ĢrŻ¼║Ė┐pĮī┘īó┬╩Ž╚Ū³Ę■▓óķ_╩╝╦▄ąįūāą╬Ż¼ė╔ė┌║Ė┐pš╝╣▄ŠĆĄ─ķLČ╚ąĪŪę║Ė┐pŪ³Ę■ÅŖČ╚Ą═Ż¼╣▄ŠĆĄ─ų„ę¬æ¬ūā╝»ųąį┌║Ė┐pā╚(n©©i)Ż¼į┌║Ė┐p╠Ä░l(f©Ī)╔·æ¬ūā╝»ųąĪŻæ¬ūā╝»ųą▓╗═¼ė┌æ¬┴”╝»ųąŻ¼æ¬┴”╝»ųą╦∙«a(ch©Żn)╔·Ą─æ¬┴”ųĄ╔ŽŽ▐×ķįō╠Ä▓─┴ŽĄ─Ū³Ę■ÅŖČ╚Ż¼ŲõŲŲē─ą╬╩Įų„ę¬▒Ē¼F(xi©żn)×ķŲŻä┌į┤Ż╗æ¬ūā╝»ųą╠Äæ¬ūāųĄ▓╗╩▄▓─┴ŽŽ▐ųŲŻ¼ŲõŲŲē─ą╬╩Įų„ę¬▒Ē¼F(xi©żn)×ķ╦▄ąį╝¶ŪąŲŲē─╗“š▀┤ÓąįöÓ┴čĪŻ
2.2.3 ║Ė┐p╬óģ^(q©▒)ąĪįćśė└Ł╔ņ£yįć
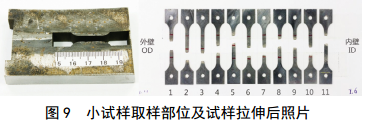
×ķ▀Mę╗▓Į蹊┐║Ė┐pĮī┘ā╚(n©©i)▓╗═¼ģ^(q©▒)ė“Ą─ąį─▄▓ŅäeŻ¼▀Mąą┴╦║Ė┐p╬óģ^(q©▒)ąĪįćśė└Ł╔ņ£yįćĪŻąĪįćśė║±Č╚×ķ0.75 mmĪó┐éķLČ╚50 mmŻ¼╚Īśė╬╗ų├║═└Ł╔ņ║¾║Ļė^ššŲ¼ęŖłD 9Ż¼£yįćĮY(ji©”)╣¹ęŖłD 10ĪŻ
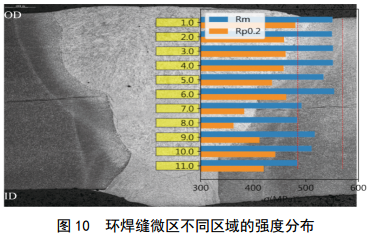
ĮY(ji©”)╣¹▒Ē├„Ż║į┌Łh(hu©ón)║Ė┐pā╚(n©©i)▓┐Ż¼▓╗═¼╬╗ų├Ą─Ū³Ę■ÅŖČ╚Īó┐╣└ŁÅŖČ╚▓╗═¼Ż¼ŲõĘų▓╝ęÄ(gu©®)┬╔┼cė▓Č╚┤µį┌├„’@ŽÓĻP(gu©Īn)ąįŻ¼Ą═ė▓Č╚ģ^(q©▒)Ą─Ū³Ę■ÅŖČ╚┼c┐╣└ŁÅŖČ╚Š∙Ą═ė┌Ųõ╦¹ģ^(q©▒)ė“Ż¼Ą═ė▓Č╚ģ^(q©▒)┐╔─▄╩Ūė╔ė┌║¾ę╗║ĖĄ└ī”Ū░ę╗║ĖĄ└Ą─╗ž╗╦∙ų┬ĪŻ╦∙ėąąĪįćśė└Ł╔ņĄ─Ū³Ę■ÅŖČ╚Š∙Ą═ė┌ś╦£╩ųąī”║ĖĮėĮėŅ^Ą─Ū³Ę■ÅŖČ╚ę¬Ū¾Ż¼║ĖĮėĮėŅ^ī┘ė┌Ą═ÅŖŲź┼õĮėŅ^ĪŻ
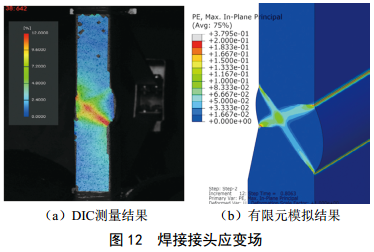
2.2.4 ║ĖĮėĮėŅ^æ¬ūāDIC£yįć
×ķ╠ĮŠ┐Ą═ÅŖŲź┼õ║ĖĮėĮėŅ^į┌└Ł╔ņū„ė├Ž┬Ą─ūāą╬╠žš„Ż¼└¹ė├öĄ(sh©┤)ūųłDŽ±Ż©DICŻ®ŽÓĻP(gu©Īn)╝╝ąg(sh©┤)£y┴┐║ĖĮėĮėŅ^æ¬ūāł÷ĪŻ DIC£y┴┐ŽĄĮy(t©»ng)Ą─ė▓╝■▓┐Ęųų„ę¬ėą╣Ōį┤ĪóöĄ(sh©┤)ūųŽÓÖCĪó┐žųŲ║ą║═ėŗ╦ŃÖCŻ╗▄ø╝■▓┐ĘųėąłDŽ±▓╔╝»▄ø╝■║═łDŽ±╠Ä└Ē▄ø╝■Ż╗┐╔īŹ¼F(xi©żn)å╬─┐Ż©ė├ę╗┼_öĄ(sh©┤)ūųŽÓÖCŻ®£y┴┐Īóļp─┐Ż©ā╔┼_öĄ(sh©┤)ūųŽÓÖCŻ®£y┴┐╗“ČÓ─┐Ż©ČÓ┼_öĄ(sh©┤)ūųŽÓÖCŻ®£y┴┐Ż¼ļp─┐£y┴┐┐╔ęįĮo│÷╚²ŠSæ¬ūāł÷ĪŻ DIC╩Ūę╗ĘNĘŪĮėė|╩Į£y┴┐╝╝ąg(sh©┤)Ż¼Ųõæ¬ūā£y┴┐Š½Č╚╩▄╣ŌīWŽĄĮy(t©»ng)ĪóŽÓÖC│╔Ž±į¬╝■ęį╝░ĮŌ╦Ń╦ŃĘ©Ą╚ČÓĘNę“╦žŽ▐ųŲŻ¼═©│ŻŲõ£y┴┐Š½Č╚╝s×ķ100éĆ╬óæ¬ūāĪŻ
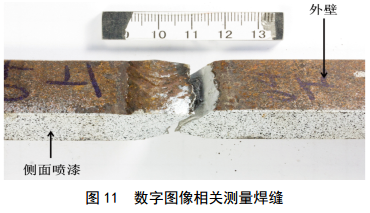
╚Ī║ĖĮėĮėŅ^░ÕĀŅ└Ł╔ņįćśė▀Mąą£yįćŻ¼║Ė┐p╬╗ė┌įćśėųą▓┐Ż¼įćśėā╚(n©©i)═Ō▒Ē├µ▒Ż│ų║Ė┐pįŁėąĀŅæB(t©żi)Ż¼įćśėé╚(c©©)├µŠ½─ź▓óćŖŲ߯¼ęįųŲįņ▒Ē├µ╠žš„▒Ńė┌ėŗ╦ŃÖC╠Ä└ĒŻ©łD 11Ż®ĪŻįć“×▀^│╠ė├ļp─┐ŽÓÖCī”įćśėé╚(c©©)├µ│╔Ž±▓óėŗ╦Ńæ¬ūāŻ¼ĮY(ji©”)╣¹ęŖłD 12Ż©aŻ®ĪŻ┐╔ęŖŻ¼Ą═ÅŖŲź┼õ║Ė┐pĮėŅ^└Ł╔ņĢræ¬ūāĘų▓╝▓╗Š∙ä“Ż¼į┌║Ė┐pā╚(n©©i)▓┐Ė▀æ¬ūāģ^(q©▒)│╩Xą╬Ęų▓╝Ż¼ Xą╬Ą─╦─éĆ³c×ķā╚(n©©i)═Ō▒┌║Ėų║Ż¼Ė▀æ¬ūāģ^(q©▒)┼cų„æ¬┴”ĘĮŽ“Į³╦Ų│╔45Č╚Ż¼┤╦Ęų▓╝╠žš„ę▓┐╔ęį└¹ė├ėąŽ▐į¬ėŗ╦ŃĄ├│÷Ż©łD 12Ż©bŻ®Ż®ĪŻ Xą╬Ą─ūāą╬╝»ųąÄ¦▒Ē├„╣▄ŠĆĄ─ūāą╬īóų„ę¬╝»ųąį┌║Ė┐pģ^(q©▒)ā╚(n©©i)ĪŻĄ═ÅŖŲź┼õĄ─║Ė┐pīóė░ĒæĖ▀õō╝ē╣▄Ą└Ą─┐╣ūāą╬─▄┴”ĪŻ
3 蹊┐ĮY(ji©”)šō╝░蹊┐ĘĮŽ“
ć°ā╚(n©©i)═ŌĖ▀õō╝ē╣▄Ą└Łh(hu©ón)║Ė┐p┤ÓąįöÓ┴čŠ▀ėą╣▓ąį╠žš„ĪŻčąŠ┐ĮY(ji©”)╣¹▒Ē├„Ż¼ė░ĒæöÓ┴čĄ─ų„ę¬įŁę“╩Ū║Ė┐pĮī┘ĒgąįŲ½Ą═║═Ą═ÅŖŲź┼õĪŻĄ½─┐Ū░ī”┤ÓöÓå¢Ņ}Ą─šJūR╚į╚╗▀^ė┌╗\Įy(t©»ng)Ż¼ąĶę¬Ė³╔Ņ╚ļĄžķ_š╣蹊┐╣żū„ĪŻę╗╩Ū╗∙ė┌┤¾┴┐įć“×öĄ(sh©┤)ō■(j©┤)╚½├µī”▒╚Ęų╬÷░ļūįäė╦ÄąŠūį▒Żūo║ĖĮė╣ż╦ć┼c╚½ūįäėīŹąŠ║ĖĮz║ĖĮė╣ż╦ćŁh(hu©ón)║Ė┐pĄ─ĮM┐Ś║═ąį─▄Ż¼čąŠ┐║Ė┐pĒgąįĪóŠą╩°Č╚║═▌d║╔┼c┤ÓöÓąą×ķĄ─Č©┴┐ĻP(gu©Īn)ŽĄŻ╗Č■╩Ū▓╔ė├DICĪó╬óįćśėĄ╚╝╝ąg(sh©┤)╩ųČ╬Ż¼┐╔ęįĖ³įö▒MĄž├Ķ╩÷║Ė┐pŠų▓┐Ą─┴”īWąį─▄Ż¼Ę┤ė│Ą═ÅŖŲź┼õŁh(hu©ón)║Ė┐p┤µį┌Ą─å¢Ņ}Ż¼čąŠ┐Ą═ÅŖŲź┼õŁh(hu©ón)║Ė┐pĄ─öÓ┴čąą×ķĪŻūŅĮKŻ¼╠ß│÷ą┬Į©Ė▀õō╝ēė═ÜŌ╣▄Ą└Łh(hu©ón)║Ė┐p┘|(zh©¼)┴┐┐žųŲĄ─ĻP(gu©Īn)µIę¬╦žĪŻ
4 Ė▀õō╝ē╣▄Ą└Łh(hu©ón)║Ė┐p┘|(zh©¼)┴┐┐žųŲĮ©ūh
Ż©1Ż®įOėŗĘĮ├µŻ║æ¬│õĘų┐╝æ]ė═ÜŌ╣▄Ą└Ą─╩¦ą¦─Ż╩ĮĪóĮM║Ž▌d║╔Īó║ĖĮėĮėŅ^ÅŖČ╚Ųź┼õ║═¤ßė░Ēæģ^(q©▒)▄ø╗»ą¦æ¬Ą─ė░ĒæĪŻī”ė┌Ąž┘|(zh©¼)×─║”ė░Ēæģ^(q©▒)║═Ė▀’LļU╣▄Č╬Ż¼į┌įOėŗĢræ¬╠ß│÷Ąž┘|(zh©¼)×─║”▒O(ji©Īn)£y║═╣▄Ą└▒Š¾wæ¬┴”æ¬ūā▒O(ji©Īn)£yįO╩®Ą─░▓čbę¬Ū¾Ż¼▓ó┼c╣▄Ą└═¼Ų┌Į©│╔ĪŻ
Ż©2Ż®▓─┴ŽĘĮ├µŻ║ųŲČ©ŽÓĮy(t©»ng)ę╗Ą─Ė▀õō╝ēõō╣▄║═╣▄╝■īŻė├╝╝ąg(sh©┤)Śl╝■Ż¼ØMūŃ╣ż│╠┘|(zh©¼)┴┐┐žųŲę¬Ū¾Ż╗ć└Ė±░┤ššĘ©ęÄ(gu©®)ś╦£╩Īó░▓╚½╝╝ąg(sh©┤)ęÄ(gu©®)ĘČę¬Ū¾ī”ē║┴”╣▄Ą└į¬╝■║═ŽÓĻP(gu©Īn)▓─┴Ž▀Mąą“×╩šŻ¼ć└Ė±░č┐ž“×╩š┴„│╠Ż¼ęÄ(gu©®)ĘČ“×╩š╣▄└ĒĪŻ
Ż©3Ż®╩®╣żĘĮ├µŻ║¼F(xi©żn)ł÷║ĖĮėā×(y©Łu)Ž╚▓╔ė├ģóöĄ(sh©┤)┐╔┐žĄ─ūįäė║Ė╣ż╦ćŻ¼ć└Ė±įu╣└║ĖĮėĘĄą▐Ą─║Ž└Ē║ŽęÄ(gu©®)ąįŻ╗░▓čbå╬╬╗欼F(xi©żn)ł÷“×ūC║ĖĮė╣ż╦ćŻ¼įuārŲõł╠(zh©¬)ąą║ĖĮė╣ż╦ćĄ──▄┴”Ż¼ī”├┐éĆ║ĖĮėÖCĮM¼F(xi©żn)ł÷╩®║ĖĄ─Ū░100Ą└║Ė┐┌ļSÖC│ķ▓ķ▓╗╔┘ė┌ā╔Ą└▀Mąą└Ē╗»ąį─▄Öz“ׯ╗║ĖĮėėøõøæ¬īŹ¼F(xi©żn)ūįäėėøõøŻ¼▓ó▒ŻūC╩®║ĖėøõøĄ─▓╗┐╔Ė³Ė─║═┐╔ūĘ╦▌ąįŻ¼║ĖĮėėøõø▒Ż┤µ─ĻŽ▐æ¬┼c╣▄Ą└╩╣ė├─ĻŽ▐ę╗ų┬Ż╗ć└Ė±┬õīŹ╣▄Ą└░▓čb▒O(ji©Īn)ČĮÖz“×ųŲČ╚Ż¼ō±ā×(y©Łu)▀xō±¤oĻP(gu©Īn)┬ō(li©ón)ĻP(gu©Īn)ŽĄŪęėąĘ©Č© ┘Y┘|(zh©¼)Ą─▒O(ji©Īn)ČĮÖz“×ÖCśŗ(g©░u)Ż¼ę└ō■(j©┤)Ę©ęÄ(gu©®)ś╦£╩Īó░▓╚½╝╝ąg(sh©┤)ęÄ(gu©®)ĘČķ_š╣ē║┴”╣▄Ą└░▓čb▒O(ji©Īn)ČĮÖz“ׯ╗æ¬▀Mę╗▓Į蹊┐X80õō╣▄Ą└Ą─║ĖĮė╣ż╦ćŻ¼Ė─▀M▓╗Ą╚║±║ĖĮėĮėŅ^Ą─Ų┬┐┌ą═╩ĮŻ¼ųŲČ©▓╗Ą╚║±║ĖĮėĮėŅ^īŻĒŚ╣ż╦ćęÄ(gu©®)│╠Ż╗ć└Ė±ł╠(zh©¬)ąą▒O(ji©Īn)└Ēå╬╬╗Ą─Ą┌╚²ĘĮąą×ķ£╩ätŻ¼ÅŖ╗»▒O(ji©Īn)└Ē╚╦åTĄ─┘Y┘|(zh©¼)╣▄└Ē║═╣żū„┐žųŲ┴„│╠Ż¼▒ŻūC▒O(ji©Īn)└Ē╣żū„ėøõø║═öĄ(sh©┤)ō■(j©┤)Ą─šµīŹėąą¦║═┐╔ūĘ╦▌ĪŻ
ģó┐╝╬─½IŻ║
[1] PHMSA. Pipeline Construction: Hydrogen AssistedCracking[R]. Pipeline Technical Report 2011.
[2] TWI. HYDROGEN CRACKING - ITS CAUSES,COSTS AND FUTURE OCCURRENCE [R].MARCH1999. TWI Technical Report 1999.
[3] ┘Fų▌╩Ī╚╦├±š■Ė«ųą╩»ė═ųąŠÆ╠ņ╚╗ÜŌ╣▄Ą└ŪŁ╬„─Žų▌Ūń┬ĪČ╬Ī░6Īż10Ī▒ą╣┬®╚╝▒¼▌^┤¾╩┬╣╩š{(di©żo)▓ķĮM. ųą╩»ė═ųąŠÆ╠ņ╚╗ÜŌ╣▄Ą└ŪŁ╬„─Žų▌Ūń┬ĪČ╬Ī░6Īż10Ī▒ą╣┬®╚╝▒¼▌^┤¾╩┬╣╩š{(di©żo)▓ķł¾Ėµ[R]. ┘FĻ¢Ż║┘Fų▌╩Īæ¬╝▒╣▄└ĒÅdŻ¼ 2018.
[4] ║·├└ŠĻŻ¼äóėŁüĒŻ¼ųņ¹ÉŽ╝Ż¼²R¹É╚AŻ¼ŚŅĘ┼. ╠ņ╚╗ÜŌ▌ö╦═╣▄Ą└Łh(hu©ón)║Ė┐pą╣┬®╩¦ą¦Ęų╬÷[J]. ║Ė╣▄Ż¼ 2014Ż¼37(02)Ż║ 56-58.
[5] ╚╬┐ĪĮ▄Ż¼±Rąl(w©©i)õhŻ¼╗▌╬─ĘfŻ¼┴_Į║ŃŻ¼═§ńµŻ¼±RŪ’śsŻ¼╗¶┤║ė┬. Ė▀õō╝ē╣▄Ą└Łh(hu©ón)║Ė┐pöÓ┴čąą×ķ蹊┐¼F(xi©żn)ĀŅ╝░╠Įėæ[J]. ╩»ė═╣ż│╠Į©įOŻ¼ 2019Ż¼ 45(01)Ż║ 1-5.
[6] └Ņ¹ÉõhŻ¼ŪžąĪĮ©Ż¼═§╔│ÅdŻ¼│Ż┤¾éź. ─│╣▄Ą└Łh(hu©ón)║Ė┐pķ_┴č╩¦ą¦Ęų╬÷[J]. ¤ß╝ė╣ż╣ż╦ćŻ¼ 2019Ż¼ 48(03)Ż║ 259-262.
[7] ║╬╚╩č¾. æ¬Ė▀Č╚ųžęĢė═ÜŌ╣▄Ą└Łh(hu©ón)║Ė┐p┘|(zh©¼)┴┐╣▄┐ž╝░ļ[╗╝┼┼▓ķ[J]. ╣▄Ą└▒ŻūoŻ¼ 2018(5)Ż║ 4-7.
[8] ╦╬├„Ż¼═§Øh┐³Ż¼Åłč®Ø²Ż¼ąņ═«. ųąČĒ¢|ŠĆė═ÜŌ╣▄Ą└║Ė┐┌ąį─▄£yįćł¾Ėµ[R].▒▒Š®Ż║ųąć°╠žĘNįOéõÖz£y蹊┐į║Ż¼ 2018.

ū„š▀║åĮķŻ║╦╬├„Ż¼─ąŻ¼Ė▀╝ē╣ż│╠ĤŻ¼ 2012─Ļ«ģśI(y©©)ė┌▒▒Š®║Į┐š║Į╠ņ┤¾īW▓─┴Ž╝ė╣ż╣ż│╠īŻśI(y©©)Ż¼▓®╩┐Ż¼Ž╚║¾ū„×ķžōž¤╚╦│ąō·┴╦ć°╝ęųž³cčą░l(f©Ī)ėŗäØĪóć°╝ęūį╚╗╗∙ĮĪóć°╝ę┘|(zh©¼)Öz┐éŠų┐Ų╝╝ėŗäØĄ╚ć°╝ę╝ē║═╩Ī▓┐╝ē蹊┐ĒŚ─┐ČÓĒŚŻ¼¼F(xi©żn)ų„ę¬Å─╩┬│ąē║ŅÉ╠žĘNįOéõĄ─╩¦ą¦å¢Ņ}蹊┐┼cÖz“×£yįćĘų╬÷╝╝ąg(sh©┤)ķ_░l(f©Ī)╣żū„ĪŻ┬ō(li©ón)ŽĄĘĮ╩ĮŻ║ 18600294300Ż¼ songm214@foxmail.comĪŻ
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW(w©Żng)░▓éõ 62010202003034╠¢
Ė╩╣½ŠW(w©Żng)░▓éõ 62010202003034╠¢ 
