



į┌ę█Ė╔ŠĆ▌öÜŌ╣▄Ą└ā╚Öz£y╚▒Ž▌│╔ę“Ęų╬÷
üĒį┤Ż║ĪČ╣▄Ą└▒ŻūoĪĘļsųŠ ū„š▀Ż║ūT┤║▓©Ż╗Ž“├¶Ż╗ĻÉåó▒¾Ż╗ĻÉĄ█╬─Ż╗═§Ąt ĢrķgŻ║2020-7-21 ķåūxŻ║
ūT┤║▓© Ž“├¶ ĻÉåó▒¾ ĻÉĄ█╬─ ═§Ąt
ÅV¢|╩Ī╠ņ╚╗ÜŌ╣▄ŠWėąŽ▐╣½╦Š
š¬ ꬯║ęį─│į┌ę█Ė╔ŠĆ▌öÜŌ╣▄Ą└×ķ└²Ż¼ĮķĮB┴╦╣▄Ą└ā╚Öz£y╚▒Ž▌ą╬│╔įŁę“ĪŻį┌¤oĘ©ĖŅ╣▄Ą─ŪķørŽ┬Ż¼═©▀^║Ļė^Ęų╬÷Īóė▓Č╚£yįć╝░ĮŽÓĘų╬÷┤_Č©┴╦╣▄Ą└╚▒Ž▌▓┐╬╗┤µį┌▀`ęÄ║Ėčaå¢Ņ}ĪŻĮY╣¹▒Ē├„Ż¼╚▒Ž▌▓┐╬╗Ę└Ė»īėĮøÜvčaé¹Ż¼╣▄Ą└═Ō▒Ē├µ╚█ĮYŁhč§Ę█─®═┐īė╚▒╩¦Ż¼Ūę╣▄Ą└═Ō▒Ē├µ┤µį┌░╝═╣▓╗ŲĮĄ─¼FŽ¾Ż╗╚▒Ž▌▓┐╬╗Įī┘ė▓Č╚├„’@Ą═ė┌╣▄¾w─Ė▓─ĘŪ╚▒Ž▌▓┐╬╗Ż╗╚▒Ž▌▓┐╬╗ĮŽÓĮM┐Ś’@╩Š┼c─Ė▓─ėą├„’@ģ^äeŻ¼╚▒Ž▌═Ō▒Ē├µÜvĮø║Ėča▓┘ū„ĪŻßśī”ā╚Öz£y╚▒Ž▌ą╬│╔įŁę“Ż¼╠ß│÷┴╦ŽÓæ¬Ą─ų╬└ĒĮ©ūhĪŻ
ĻPµIį~Ż║▌öÜŌ╣▄Ą└Ż╗ā╚Öz£yŻ╗╚▒Ž▌Ż╗║ĖčaŻ╗ė▓Č╚£yįćŻ╗ĮŽÓĘų╬÷
Į³─ĻüĒŻ¼ć°ā╚╣▄Ą└░▓╚½╩┬╣╩Ņl░lŻ¼ę²Ų┴╦Ė„╣▄Ą└▀\ĀI╣½╦Šī”╣▄Ą└▒Š┘|░▓╚½Ą─ųžęĢŻ¼╣▄Ą└ā╚Öz£y╝╝ągĄ├ĄĮ╚½├µ═ŲÅV║═æ¬ė├[1]ĪŻį┌ę█╠ņ╚╗ÜŌ╣▄Ą└ļSĘ■ę█Ģrķgį÷ķLŻ¼ļy├Ō┤µį┌Ė»╬g£p▒Ī¼FŽ¾Ż¼╠žäe╩Ūø]ėąā╚═┐īėĄ─╣▄Ą└Ż¼«ö▌ö╦═╠ņ╚╗ÜŌųą║¼╦ßąįĮķ┘|ĢrŻ¼╚▌ęū░l╔·Ė»╬gŻ¼╬Ż║”╣▄Ą└░▓╚½ĪŻ
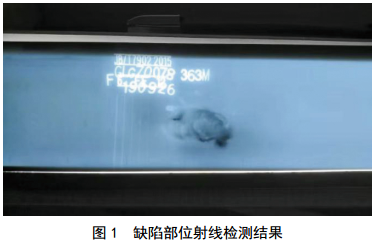
ē║┴”╣▄Ą└░▓čbÖz“×║═Č©Ų┌Öz“×ųąČ╝ąĶę¬▓╔ė├¤oōpÖz£y╝╝ągī”╣▄Ą└▒Š¾wōpé¹║═║Ė┐p╚▒Ž▌▀MąąÖz£y[2]Ż¼ė╔ė┌¤oōpÖz£yĘĮĘ©Ą─įŁ└ĒĪóįOéõĄ╚ĦüĒĄ─ŠųŽ▐ąįŻ¼ļyęįÅ─į┤Ņ^╔ŽšęĄĮ╚▒Ž▌│╔ę“ĪŻ═§║ŻØ²Ą╚[2]═©▀^ĖŅ╣▄╚ĪśėĄ─ĘĮĘ©ī”╣▄Ą└╚▒Ž▌ų┬ę“▀Mąą┴╦Ęų╬÷Ż¼░l¼Fė╔ča║Ė«a╔·ĪŻė╔ė┌į┌ę█Ė╔ŠĆ▌öÜŌ╣▄Ą└▓╔ė├═Ż▌öĖŅ╣▄╚ĪśėĄ─ĘĮĘ©Ģ■įņ│╔▌^┤¾│╔▒Šōp╩¦Ż¼▓ó▓╗¼FīŹĪŻį┌▓╗ĖŅ╣▄ŪķørŽ┬Ż¼═©▀^║Ļė^Ęų╬÷Īóė▓Č╚£yįć║═ĮŽÓĘų╬÷Ż¼čąŠ┐┴╦╣▄Ą└ā╚Öz£y╚▒Ž▌Ą─ą╬│╔įŁę“Ż¼▓ó╠ß│÷ßśī”ąįų╬└ĒĮ©ūhĪŻ
1 ╗∙▒ŠŪķør
─│Ė╔ŠĆ▌öÜŌ╣▄Ą└ķL136 kmŻ¼╣▄ÅĮ914 mmŻ¼▒┌║±16 mmŻ¼įOėŗē║┴”9.2 MPaŻ¼ 2015─Ļ1į┬═Č«aĪŻį┌╩ū▌åā╚Öz£yųą░l¼FÖz£y└’│╠39 048.81 m╠ÄŻ¼ĒśÜŌ┴„8:00ĘĮŽ“Ż¼┤µį┌Įī┘ōp╩¦39% wtĄ─╚▒Ž▌Ż¼╩ŻėÓ▒┌║±9.76 mmŻ¼╣▄Ą└╚▒Ž▌ć└ųžĪŻ▓╔ė├ćŖ×óĘĮ╩Į▀Mąą┤┼Ę█Öz£y╬┤░l¼F┴č╝yŻ¼│¼┬Ģ£y║±īŹ£yĄ─ūŅ┤¾£p▒Ī×ķ40.6%Ż¼╔õŠĆÖz£yĮY╣¹’@╩Š×ķā╚▓┐Įī┘ōp╩¦Ż¼╚ńłD 1╦∙╩ŠĪŻ
2 ¼Fł÷Öz“×┼cĮY╣¹Ęų╬÷
2.1 ║Ļė^Ęų╬÷
¼Fł÷ė^▓ņŻ¼╣▄Ą└╚▒Ž▌▓┐╬╗3PEĘ└Ė»īė┤µį┌čaé¹║██EŻ¼īóčaé¹Ų¼äāļx║¾Ż¼╣▄Ą└╚▒Ž▌▓┐╬╗═Ō▒Ē├µ░╝═╣▓╗ŲĮŪę═Ō▒Ē├µ╚█ĮYŁhč§Ę█─®═┐īė╚▒╩¦Ż¼╚ńłD 2╦∙╩ŠĪŻ

Ė∙ō■╔Ž╩÷ĮY╣¹Ż¼│§▓Įæčę╔įō╠Ä╚▒Ž▌▓┐╬╗Ą─╣▄Ą└═Ō▒Ē├µę╔╦ŲÜvĮø▒Š¾wą▐Å═Ż¼ėą▒žę¬▀Mę╗▓Į▒Ēš„╣▄Ą└╚▒Ž▌▓┐╬╗┼cĖĮĮ³─Ė▓─ģ^ė“▒Ē├µąį─▄Ą─▓Ņ«ÉĪŻ
į┌╚▒Ž▌ī”æ¬╬╗ų├▀x╚Ī2Ī½3éĆģ^ė“▀Mąą▌p╬óčą─źĪóÆü╣ŌŻ¼ė├Ž§╦ßęę┤╝▀MąąĖ»╬gŻ¼▀Mę╗▓Įė^▓ņ║Ļė^ą╬æBĪŻ╚ńłD 3╦∙╩ŠŻ¼╚▒Ž▌³c▒Ē├µ╔½Ø╔╣Ō┴┴Ż¼╬┤ęŖ┴č╝yĪóĖ»╬g┐ėĄ╚╚▒Ž▌Ż¼Ą½╣▄Ą└▒Ē├µ┤µį┌├„’@Ą─ĘųĮńŠĆŻ¼ę╔╦Ų║Ėča║██EĪŻ
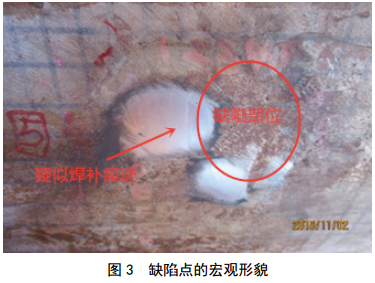
║Ėča╩Ūī”╣▄Ą└▒┌├µŠų▓┐Ę┤Å═╝ė¤ßĪó╚█╚┌Ą─▀^│╠Ż¼Ģ■ę²Ų║Ėča▓┐╬╗ĮŽÓĮM┐Ś┼cąį─▄Ą─ūā╗»ĪŻ×ķ▒Ēš„╚▒Ž▌³cę╔╦Ų║Ėča▓┐╬╗┼c╚▒Ž▌³cĖĮĮ³Ųõ╦¹▓┐╬╗ĮŽÓĮM┐Ś┼cąį─▄Ą─▓ŅäeŻ¼ī”ā╚▓┐╚▒Ž▌ī”æ¬▓┐╬╗Ą─═Ō▒Ē├µ▀Mąą¼Fł÷ė▓Č╚£yįć┼cĮŽÓĮM┐ŚÖz“×ĪŻ
2.2 ė▓Č╚£yįć
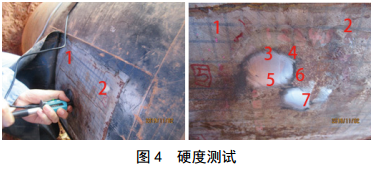
į┌╣▄Ą└═Ō▒Ē├µ╚▒Ž▌³cę╔╦Ų║Ėča▓┐╬╗║═ŲõėÓ▓┐╬╗Ęųäe╚ĪśėŻ¼╚ńłD 4╦∙╩ŠĪŻė├Equotip-Piccolo2ą═▒Ńöy╩Į└’╩Žė▓Č╚ėŗ▀Mąą▒Ē├µė▓Č╚£yįć[3]Ż¼ĮY╣¹╚ń▒Ē 1╦∙╩ŠĪŻ
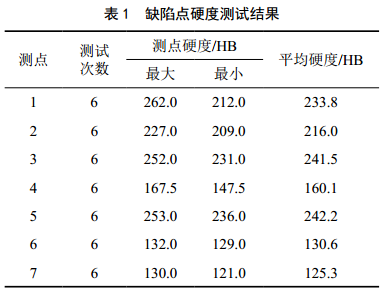
ė╔▒Ē 1┐╔ų¬Ż¼▀hļxę╔╦Ų║Ėča▓┐╬╗Īó║Ė┐pū¾é╚─Ė▓─▓┐╬╗Ą─ė▓Č╚ŽÓī”▌^Ė▀Ż¼ūŅĖ▀┐╔▀_242.2 HBŻ¼Č°ę╔╦Ų║Ėča▓┐╬╗Ą─ė▓Č╚▌^Ą═Ż¼ūŅĄ═āHėą125.3 HBĪŻšf├„ę╔╦Ų║ĖĮė▓┐╬╗Ą─┴”īWąį─▄┼c─Ė▓─▓┐╬╗╣▄▒┌ŽÓ▒╚┤µį┌’@ų°▓Ņ«ÉĪŻ
2.3 ĮŽÓĘų╬÷
×ķ▒Ēš„╚▒Ž▌³cę╔╦Ų║Ėča▓┐╬╗┼c╚▒Ž▌³c▌^▀h▓┐╬╗╣▄Ą└─Ė▓─ĮM┐ŚĄ─▓ŅäeŻ¼į┌╚▒Ž▌³cę╔╦Ų║Ėča▓┐╬╗║═─Ė▓─▓┐╬╗Ęųäe▀x³cŻ¼Ė∙ō■Įī┘’@╬óĮM┐ŚÖz“×ĘĮĘ©[4]Ż¼▀MąąĮŽÓÖz“×Ęų╬÷ĪŻĮŽÓÖz£y▓┐╬╗Įø▌p╬óčą─źĪóÆü╣ŌĪóŽ§╦ßęę┤╝Ė»╬g║¾Ż¼ė├ĮŽÓ’@╬óńR▀MąąĮM┐Śė^▓ņŻ¼ĮY╣¹╚ńłD 5╦∙╩ŠĪŻ
łD 5 ╚▒Ž▌▓┐╬╗ĮŽÓĮM┐Ś
ĮY╣¹┐╔ų¬Ż¼╣▄Ą└─Ė▓─Ą─ĮŽÓĮM┐ŚŠ∙×ķĶF╦ž¾wŻ¼│╩ĦĀŅĘų▓╝Ż¼Š¦┴Ż╝ÜąĪŻ¼╚ńłD 5Ż©aŻ®Ż©bŻ®╦∙╩ŠŻ╗¤ßė░Ēæģ^┐┐Į³─Ė▓─ę╗é╚×ķųžĮYŠ¦ģ^Ż¼Š¦┴ŻŽÓ«ö╝ÜąĪŻ¼Č°┐┐Į³╚█║Žģ^ę╗é╚ĮM┐Ś┬į╬ó┤ų┤¾Ż¼╚ńłD5Ż©cŻ®╦∙╩ŠŻ╗╚█║Žģ^ĮM┐Ś×ķßśĀŅĶF╦ž¾wŻ¼Ūꊦ┴Ż▒╚▌^╝ÜąĪĪŻ╚ńłD 5 Ż©dŻ®╦∙╩ŠĪŻ┤╦═ŌŻ¼╚▒Ž▌³c║Ļė^ńR├µą╬├▓┤µį┌├„╬·┐╔▒µĄ─Ę┤Å═Čč║ĖĄ─ųž»BĀŅ╚┌║ŽŠĆŻ¼▀Mę╗▓Į▒Ē├„╚▒Ž▌═Ō▒Ē├µÜvĮø║Ėča▓┘ū„Ż¼╚ńłD 6╦∙╩ŠĪŻ
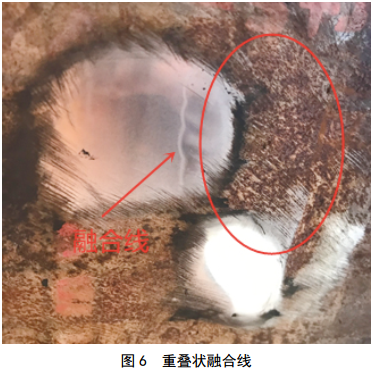
ŠC╔Ž╦∙╩÷Ż¼║ĖčaĮM┐Ś╬┤ęŖć└ųž▀^¤ßĮM┐Ś╚▒Ž▌Ż¼ę▓╬┤ęŖ┴č╝yĪó╩Ķ╦╔Ą╚║ĖĮė╚▒Ž▌ĪŻ║Ėča▓┐╬╗┼c─Ė▓─▓┐╬╗ĮŽÓĮM┐Ś┤µį┌’@ų°▓ŅäeŻ¼┼cė▓Č╚Öz“×ĮY╣¹ųąā╔▓┐╬╗┤µį┌Ą─▓Ņäe┤µį┌ī”æ¬ĻPŽĄĪŻ
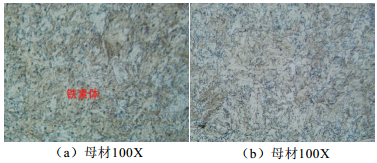
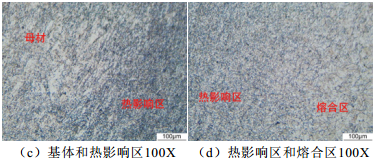
2.4 ╚▒Ž▌│╔ę“Ęų╬÷
įō╠Ä╣▄Ą└ā╚Öz£y╚▒Ž▌«a╔·Ą─įŁę“╩Ū╣▄Ą└═Ō▒Ē├µ║Ėča╦∙ų┬Ż¼Š▀¾w▒Ē¼F×ķŻ║įō╠Ä╣▄Ą└▒Š¾w╚▒Ž▌³c┤µį┌├„’@Ą─║Ėča║██EŻ¼▀hļx║ĖĮė▓┐╬╗Ą──Ė▓─ģ^ė“ė▓Č╚▌^┤¾Ż¼║Ėča▓┐╬╗ģ^ė“ė▓Č╚▌^ąĪŻ¼║Ėča▓┐╬╗ĮM┐Ś┼c─Ė▓─▓┐╬╗ĮŽÓĮM┐Ś┤µį┌’@ų°▓ŅäeŻ¼ī¦ų┬ā╔š▀ė▓Č╚┤µį┌▓ŅäeĪŻ
▀Mę╗▓ĮĘų╬÷Ż¼ė╔ė┌╣▄Ą└▒Š¾w═Ō▒Ē├µÜvĮø║ĖčaŻ¼ī¦ų┬║Ėča▓┐╬╗┼c╣▄Ą└▒Š¾w─Ė▓─▓┐╬╗┤µį┌├„’@┴”īWąį┘|▓Ņ«ÉŻ¼╚▌ęūą╬│╔Ī░┤¾ĻÄśOąĪĻ¢śOĪ▒ą¦æ¬Ż¼ī¦ų┬║Ėča╬╗ų├░l╔·Ė»╬gĪŻ
3 ĮYšō┼cĮ©ūh
į┌▓╗ĖŅ╣▄Īó▓╗ė░Ēæ╣▄Ą└š²│Ż▀\ąąĄ─ŪķørŽ┬Ż¼═©▀^║Ļė^Ęų╬÷Īóė▓Č╚£yįćĪóĮŽÓĮM┐ŚĘų╬÷┤_Č©ā╚Öz£y╚▒Ž▌▓┐╬╗┤µį┌║Ėča¼FŽ¾Ż¼Ą½▀@ę╗ĮYšō╩Ū╗∙ė┌Ė▀Č╚æčę╔╣▄Ą└╚▒Ž▌▓┐╬╗ÜvĮø║Ėčaąą×ķČ°▀MąąĄ─“×ūCĮY╣¹ĪŻ×ķ“×ūCĮY╣¹Ą─£╩┤_ąįŻ¼ėą▒žę¬▀Mę╗▓Įī”╣▄Ą└ĖŅ╣▄╚Īśė▀Mąą╗»īWĘų╬÷ĪŻ╣▄Ą└▀`ęÄ║Ėčaįņ│╔║Ėča╬╗ų├╚▌ęū░l╔·Ė»╬gŻ¼ć└ųž╬Ż║”╣▄Ą└▀\ąą░▓╚½Ż¼æ¬Č┼Į^┤╦ŅÉ╩┬╝■░l╔·Ż¼×ķ┤╦╠ß│÷ęįŽ┬Į©ūhĪŻ
Ż©1Ż®ć└Ė±╣▄Ą└▓╔┘ÅĪóÖz“×Īó░▓čb╚½▀^│╠┘|┴┐┐žųŲ║═╣▄Ą└Ę└Ė»īėĪó▒Š¾w▒ŻūoŻ¼Ę└ų╣╚╬║╬ą╬╩ĮĄ─╣▄Ą└ōpé¹Ż¼ÅŖ╗»╣▄Ą└░▓čbĪó▒O└Ē╚╦åTĄ─┘|┴┐║═░▓╚½ęŌūRĪŻ
Ż©2Ż®ć└Ė±Į¹ų╣ęį║ĖčaĄ─ą╬╩Įą▐ča╣▄Ą└═Ō▒Ē├µōpé¹ĪŻ
Ż©3Ż®╝ėÅŖ╣▄Ą└░▓čb┘|┴┐“×╩šŁh╣ØĖ„ĘĮž¤╚╬┬õīŹŻ¼Č┼Į^ę╗Ūą╬┤ĮøėøõøĄ─╚▒Ž▌▐DęŲĄĮ╣▄Ą└▀\ĀIŁh╣ØĪŻ
Ż©4Ż®░▓čbļAČ╬ßśī”┐╔─▄Ą─╣▄Ą└▒Š¾wōpé¹Ż¼═Ļ╔Ų╣▄└ĒųŲČ╚Ą─▓╗Ę¹║ŽĒŚĪŻ
ģó┐╝╬─½IŻ║
[1] ═§┴╝▄ŖŻ¼└ŅÅŖŻ¼┴║▌╝ŗ„. ķL▌ö╣▄Ą└ā╚Öz£yöĄō■▒╚ī”ć°ā╚═Ō¼FĀŅ╝░░lš╣┌ģä▌[J]. ė═ÜŌā”▀\Ż¼ 2015Ż¼34(03)Ż║ 233-236.
[2] ═§║ŻØ²Ż¼└Ņ╩╦┴”Ż¼ÅłųŪŻ¼Ą╚. ╣▄Ą└¤oōpÖz£y╚▒Ž▌ų┬ę“Ęų╬÷░Ė└²Ą─åó╩Š[J]. ╣▄Ą└▒ŻūoŻ¼ 2020(1)Ż║ 56-59.
[3] Ė▀Ō∙ņ│Ż¼ČŁ└“. GB/T 17394.1-2014Ż¼Įī┘▓─┴Ž└’╩Žė▓Č╚įć“ץ┌1▓┐ĘųŻ║įć“×ĘĮĘ©[S]. ųą╚A╚╦├±╣▓║═ć°ć°╝ę┘|┴┐▒OČĮÖz“×Özę▀┐éŠųĪóųąć°ć°╝ęś╦£╩╗»╣▄└Ē╬»åTĢ■Ż¼ 2014Ż║ 16.
[4] └Ņ└^┐ĄŻ¼┌wĢį¹ÉŻ¼ÖĶčÓŻ¼Ą╚. GB/T 13298-2015Ż¼Įī┘’@╬óĮM┐ŚÖz“×ĘĮĘ©[S]. ųą╚A╚╦├±╣▓║═ć°ć°╝ę┘|┴┐▒OČĮÖz“×Özę▀┐éŠųĪóųąć°ć°╝ęś╦£╩╗»╣▄└Ē╬»åTĢ■Ż¼ 2015Ż║ 8.

ū„š▀║åĮķŻ║ūT┤║▓©Ż¼ 1982─Ļ╔·Ż¼╣ż│╠ĤŻ¼¼Fų„ę¬Å─╩┬ķL▌ö╠ņ╚╗ÜŌ╣▄Ą└╔·«a▀\ąą║═╣▄Ą└▒Żūo╣▄└Ē╣żū„ĪŻ
═©ėŹū„š▀Ż║ĻÉĄ█╬─Ż¼─ąŻ¼ 1991─Ļ╔·Ż¼┤T╩┐蹊┐╔·Ż¼¼Fų„ę¬Å─╩┬ķL▌ö╠ņ╚╗ÜŌ╣▄Ą└═Ļš¹ąį╣▄└Ē╣żū„ĪŻ┬ōŽĄĘĮ╩ĮŻ║ 020-66816357/18320726009Ż¼chendw@gdngg.com.cnĪŻ
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW░▓éõ 62010202003034╠¢
Ė╩╣½ŠW░▓éõ 62010202003034╠¢ 
