



╠ņ╚╗ÜŌ╣▄Ą└¤oōpÖz£y╝╝ąg(sh©┤)▀xė├Ęų╬÷
üĒį┤Ż║ĪČ╣▄Ą└▒ŻūoĪĘļsųŠ ū„š▀Ż║±RÅŖ ĢrķgŻ║2020-9-17 ķåūxŻ║
±RÅŖ
ųąć°╩»ė═╠ņ╚╗ÜŌ╣▄Ą└╣ż│╠ėąŽ▐╣½╦Š╔Ž║ŻĘų╣½╦Š
š¬ ꬯║¤oōpÖz£y╩Ū╠ņ╚╗ÜŌ╣▄Ą└║ĖĮė┘|(zh©¼)┴┐┐žųŲųąĘŪ│Żųžę¬Ą─Łh(hu©ón)╣Ø(ji©”)║═┤ļ╩®ĪŻ│ŻęÄ(gu©®)¤oōpÖz£y░³└©╔õŠĆÖz£yĪó│¼┬ĢÖz£yĪó┤┼Ę█Öz£yĪóØB═ĖÖz£yĄ╚ĪŻĮķĮB┴╦│Żė├¤oōpÖz£y╝╝ąg(sh©┤)įŁ└Ē╝░▀xė├įŁätŻ¼┴ą┼e┴╦ć°ā╚(n©©i)═Ō╣▄Ą└╣ż│╠¤oōpÖz£y╝╝ąg(sh©┤)æ¬ė├¼F(xi©żn)ĀŅŻ¼ųĖ│÷¤oōpÖz£y╝╝ąg(sh©┤)╬┤üĒ░l(f©Ī)š╣┌ģä▌ĪŻ
ĻP(gu©Īn)µIį~Ż║╠ņ╚╗ÜŌ╣▄Ą└Ż╗║Ė┐p┘|(zh©¼)┴┐Ż╗¤oōpÖz£y
╠ņ╚╗ÜŌ╣▄Ą└║ĖĮė┘|(zh©¼)┴┐å¢Ņ}ų„ę¬ėąæ¬┴”Ė»╬g┴č╝yęį╝░ŲŻä┌┴č╝yĪóÜŌ┐ūĪó╬┤╚█║ŽĪó╬┤║Ė═ĖĄ╚╚▒Ž▌Ż¼ų▒Įėė░Ēæ╠ņ╚╗ÜŌ╣▄Ą└░▓╚½▀\ąą║═╩╣ė├─ĻŽ▐ĪŻ¤oōpÖz£y╩Ū║ĖĮė┘|(zh©¼)┴┐┐žųŲųąĘŪ│Żųžę¬Ą─Łh(hu©ón)╣Ø(ji©”)║═┤ļ╩®Ż¼ßśī”▓╗═¼ŅÉą═Ą─┘|(zh©¼)┴┐╚▒Ž▌Ż¼ąĶĮY(ji©”)║Ž╣ż│╠īŹļHŻ¼▀xō±ŽÓī”æ¬Ą─Öz£yĘĮĘ©ĪŻ
1 ¤oōpÖz£y╝╝ąg(sh©┤)Ė┼╩÷
¤oōpÖz£yŻ©Nondestructive TestingŻ¼ NDTŻ®Ż¼╩Ū└¹ė├┬ĢĪó╣ŌĪó┤┼ĪóļŖĄ╚╠žąįŻ¼į┌▓╗ōp║”╗“▓╗ė░Ēæ▒╗Özī”Ž¾╩╣ė├ąį─▄Ą─Ū░╠ߎ┬Ż¼Öz£y▒╗Özī”Ž¾ųą╩Ūʱ┤µį┌╚▒Ž▌╗“▓╗Š∙ä“ąįŻ¼Įo│÷╚▒Ž▌Ą─┤¾ąĪĪó╬╗ų├Īóąį┘|(zh©¼)║═öĄ(sh©┤)┴┐Ą╚ą┼ŽóŻ¼▀MČ°┼ąČ©▒╗Özī”Ž¾╦∙╠Ä╝╝ąg(sh©┤)ĀŅæB(t©żi)Ż©╚ń║ŽĖ±┼cʱĪó╩ŻėÓē█├³Ą╚Ż®Ą─╦∙ėą╝╝ąg(sh©┤)╩ųČ╬Ą─┐éĘQĪŻ
¤oōpÖz£y╝╝ąg(sh©┤)ė├ė┌╣▄Ą└║Ė┐pÖz£yĄ─╠ž³cŻ║ó┘▓╗Ģ■ī”╣▄Ą└įņ│╔╚╬║╬ōpé¹Ż¼×ķ▓ķšę║ĖĮė┘|(zh©¼)┴┐╚▒Ž▌╠ß╣®┴╦ę╗ĘNėąą¦ĘĮĘ©Ż╗ó┌─▄╚½├µÖz£y╦∙ėą║Ė┐pŻ╗ó█ī”║Ė┐p┘|(zh©¼)┴┐īŹ╩®╚½│╠▒O(ji©Īn)┐žŻ╗ó▄─▄ē“Ę└ų╣ę“╣▄Ą└║ĖĮė╩¦ą¦ę²ŲĄ─×─ļyąį║¾╣¹Ż¼░▓╚½┐╔┐┐Ż╗ó▌æ¬ė├ĘČć·ÅVĘ║[1]ĪŻ
¤oōpÖz£yĘų×ķ│ŻęÄ(gu©®)Öz£y╝╝ąg(sh©┤)Ż║│¼┬ĢÖz£yĪó╔õŠĆÖz£yĪó┤┼Ę█Öz£yĪóØB═ĖÖz“ץ╚Ż╗ĘŪ│ŻęÄ(gu©®)Öz£y╝╝ąg(sh©┤)Ż║┬Ģ░l(f©Ī)╔õÖz£yĪó╝t═ŌÖz£yĪó╝ż╣Ō╚½ŽóÖz£yĄ╚ĪŻ
2 │Żė├¤oōpÖz£y╝╝ąg(sh©┤)
2.1 ╔õŠĆÖz£y╝╝ąg(sh©┤)
╔õŠĆÖz£y╗∙▒ŠįŁ└Ē╩ŪŻ║└¹ė├╔õŠĆŻ©X╔õŠĆĪó”├╔õŠĆ║═ųąūė╔õŠĆŻ®į┌Įķ┘|(zh©¼)ųąé„▓źĢrĄ─╦ź£p╠žąįŻ¼«öīóÅŖČ╚Š∙ä“Ą─╔õŠĆÅ─▒╗Öz╝■Ą─ę╗├µūó╚ļŲõųąĢrŻ¼ė╔ė┌╚▒Ž▌┼c▒╗Öz╝■╗∙¾w▓─┴Žī”╔õŠĆĄ─╦ź£p╠žąį▓╗═¼Ż¼═Ė▀^▒╗Öz╝■║¾Ą─╔õŠĆÅŖČ╚īóĢ■▓╗Š∙ä“Ż¼ė├─zŲ¼ššŽÓĪó¤╔╣ŌŲ┴ų▒Įėė^£yĄ╚ĘĮĘ©į┌Ųõī”├µÖz£y═Ė▀^▒╗Öz╝■║¾Ą─╔õŠĆÅŖČ╚Ż¼╝┤┐╔┼ąöÓ▒╗Öz╝■▒Ē├µ╗“ā╚(n©©i)▓┐╩Ūʱ┤µį┌╚▒Ž▌ĪŻ╔õŠĆÖz£y╝╝ąg(sh©┤)░³└©Ż║╔õŠĆÖz£yŻ©Radiographic TestingŻ¼RTŻ®ĄūŲ¼Æ▀├Ķ╝╝ąg(sh©┤)Īóėŗ╦ŃÖC╔õŠĆ│╔Ž±Ż©computedradiographyŻ¼ CRŻ®╝╝ąg(sh©┤)Īó╔õŠĆöĄ(sh©┤)ūų│╔Ž±Ż©DigitalRadiographyŻ¼ DRŻ®╝╝ąg(sh©┤)ĪŻ RTĄūŲ¼Æ▀├Ķ╝╝ąg(sh©┤)×ķ│ŻęÄ(gu©®)╝╝ąg(sh©┤)Ż╗╔õŠĆCR╝╝ąg(sh©┤)×ķöĄ(sh©┤)ūų╗»▀^Č╔╝╝ąg(sh©┤)Ż¼Įķė┌│ŻęÄ(gu©®)RT║═DRų«ķgŻ╗╔õŠĆDR╝╝ąg(sh©┤)×ķöĄ(sh©┤)ūų╗»╝╝ąg(sh©┤)Ż¼╩Ū╔õŠĆÖz£y╝╝ąg(sh©┤)Ą─░l(f©Ī)š╣ĘĮŽ“Ż¼─┐Ū░į┌═ŲÅVŻ¼╔ą▓╗─▄╚Ī┤·RTĪŻ
╠ņ╚╗ÜŌ╣▄Ą└╔õŠĆÖz£y│Żė├╔õŠĆššŽÓĘ©Ż¼╝┤ė├X╔õŠĆ╗“”├╔õŠĆ┤®═Ėįć╝■Ż¼ęį─zŲ¼ū„×ķėøõøą┼ŽóĄ─¤oōpÖz£yĘĮĘ©ĪŻ╚ńłD 1╦∙╩ŠĪŻ
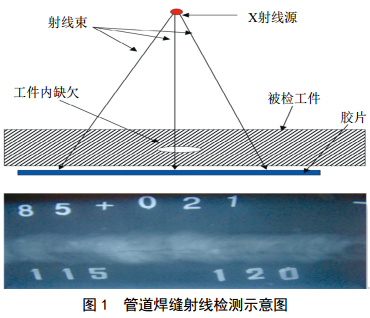
╔õŠĆÖz£y┐╔ęįÖz£y│÷╠ņ╚╗ÜŌ╣▄Ą└║ĖĮėĮė┐┌ųąĄ─╬┤║Ė═ĖĪóÜŌ┐ūĪó┴č╝yęį╝░╬┤╚█║ŽĄ╚╚▒Ž▌Ż¼ęį╝░ŖAį³Īó┐s┐ūĄ╚ĪŻā×(y©Łu)³c╩Ū═©ė├─▄┴”ÅŖĪóĘĆ(w©¦n)Č©ąįÅŖĪóņ`├¶Č╚Ė▀Īó▀\ė├ÅVĘ║Ż¼╚▒³c╩ŪŠ▀ėą▌Ś╔õĪóī”╔Ē¾wĮĪ┐Ą╬Ż║”┤¾Ż¼┘MĢrŪę│╔▒Š▌^Ė▀Ż¼║▄ļyÖz£y│÷║±Õæ╝■┼c╣▄▓─ųą┤µį┌Ą─╚▒Ž▌Īó Tą═ĮėŅ^ęį╝░║ĖĮėĮėŅ^╝ÜąĪ┴č╝y╚▒Ž▌Ą╚ĪŻ
┼ąöÓ╠ņ╚╗ÜŌ╣▄Ą└║Ė┐pÖz£y╬╗ų├╩Ūʱ┐╔ęį▀\ė├╔õŠĆÖz£yąĶę¬ū±čŁęįŽ┬įŁätŻ║╩ūŽ╚Ęų╬÷╚▒Ž▌«a(ch©Żn)╔·Ūķør╩Ūʱėą└¹ė┌╔õŠĆ┤®═ĖŻ╗Ųõ┤╬┐┤ėą¤o═ĖššĄ─Łh(hu©ón)Š│┼c┐šķgĪŻ╠ņ╚╗ÜŌ╣▄Ą└╚ń╣¹ø]ėąų¦ō╬╝▄ĮY(ji©”)śŗ(g©░u)╝■Ż¼ŲõŁh(hu©ón)Ž“║Ė┐pČ╝┐╔ęį▀\ė├╔õŠĆÖz£yĘĮĘ©▀MąąÖz£yĪŻąĶę¬ūóęŌ╔õŠĆĢ■ī”╚╦¾w«a(ch©Żn)╔·ę╗Č©Ą─╔·╬’ą¦æ¬Ż¼Öz£y▀^│╠ųąÖz£y╚╦åTąĶę¬ū÷║├Ę└ūoŻ¼═¼Ģr▀ĆąĶę¬į┌ų▄▀ģ▀Mąąś╦ūRĪóŠ»Įõ[2]ĪŻ
2.2 │¼┬ĢÖz£y╝╝ąg(sh©┤)
│¼┬ĢÖz£yĄ─╗∙▒ŠįŁ└Ē╩ŪŻ║└¹ė├│¼┬Ģ▓©į┌Įń├µŻ©┬ĢūĶ┐╣▓╗═¼Ą─ā╔ĘNĮķ┘|(zh©¼)Ą─ĮY(ji©”)║Ž├µŻ®«a(ch©Żn)╔·Ą─Ę┤╔õ║═š█╔õęį╝░│¼┬Ģ▓©į┌Įķ┘|(zh©¼)ųąé„▓ź▀^│╠ųąĄ─╦ź£p╠žąįŻ¼ė╔░l(f©Ī)╔õ╠ĮŅ^Ž“▒╗Öz╝■░l(f©Ī)╔õ│¼┬Ģ▓©Ż¼ė╔Įė╩š╠ĮŅ^Įė╩šÅ─Įń├µŻ©╚▒Ž▌╗“▒ŠĄūŻ®╠ÄĘ┤╔õ╗žüĒ│¼┬Ģ▓©Ż©Ę┤╔õĘ©Ż®╗“═Ė▀^▒╗Öz╝■║¾Ą─═Ė╔õ▓©Ż©═Ė╔õĘ©Ż®Ż¼ęį┤╦Öz£yéõ╝■▓┐╝■╩Ūʱ┤µį┌╚▒Ž▌Ż¼▓óī”╚▒Ž▌▀MąąČ©╬╗ĪóČ©ąį║═Č©┴┐ĪŻ│¼┬ĢÖz£y╝╝ąg(sh©┤)┐╔ęįÖz£y│÷╠ņ╚╗ÜŌ╣▄Ą└įŁ▓─┴Ž┼c┴Ń▓┐╝■Īó║ĖĮėĮė┐┌┤µį┌Ą─╚▒Ž▌Ż¼═¼ĢrŲõŠ▀ėą▌^ÅŖĄ─┤®═Ė┴”ĪŻ
│¼┬ĢÖz£y╝╝ąg(sh©┤)░³└©Ż║╩ų╣ż│¼┬Ģ▓©Ż©UTŻ®Öz£y╝╝ąg(sh©┤)Īó╚½ūįäė│¼┬Ģ▓©Ż©AUTŻ®Öz£y╝╝ąg(sh©┤)ĪóŽÓ┐žĻć│¼┬Ģ▓©Ż©PAUTŻ®Öz£y╝╝ąg(sh©┤)ĪŻ╩ų╣żUTÖz£y╝╝ąg(sh©┤)×ķ│ŻęÄ(gu©®)╝╝ąg(sh©┤)Ż╗ AUT×ķöĄ(sh©┤)ūų╗»│¼┬Ģ▓©Öz£y╝╝ąg(sh©┤)Ż¼▀mė├ė┌ūįäė║ĖŻ╗PAUT×ķöĄ(sh©┤)ūų╗»ŽÓ┐žĻć│¼┬ĢÖz£y╝╝ąg(sh©┤)Ż¼╩Ū│¼┬ĢÖz£y╝╝ąg(sh©┤)░l(f©Ī)š╣ĘĮŽ“Ż¼Įķė┌UT┼cAUTų«ķgŻ¼╩ŪAUTĄ─ėąą¦ča│õŻ¼╬┤üĒ┐╔─▄╠µ┤·UTĪŻ
Ż©1Ż® UTÖz£yĪŻ└¹ė├│¼┬Ģ▓©═©▀^ā╔ĘNĮķ┘|(zh©¼)Įń├µĢr░l(f©Ī)╔·Ę┤╔õ║═š█╔õĄ─╠žąįüĒ╠Į£y«a(ch©Żn)ŲĘā╚(n©©i)▓┐╚▒Ž▌ĪŻ▓╔ė├ę╗Č©Ą─ĘĮ╩Į╩╣┬Ģį┤«a(ch©Żn)╔·Ą─│¼┬Ģ▓©▀M╚ļ╣ż╝■Ż╗│¼┬Ģ▓©į┌įć╝■ųąé„▓ź▓ó┼cįć╝■▓─┴Žęį╝░ŲõųąĄ─╚▒Ž▌ŽÓ╗źū„ė├Ż¼╩╣Ųõé„▓źĘĮŽ“╗“╠žš„▒╗Ė─ūāŻ╗Ė─ūā║¾Ą─│¼┬Ģ▓©═©▀^Öz£yįO(sh©©)éõ▒╗Įė╩šŻ¼▓óī”Ųõ▀Mąą╠Ä└Ē║═Ęų╬÷Ż╗Ė∙ō■(j©┤)Įė╩šĄ─│¼┬Ģ▓©╠žš„Ż¼įu╣└╣ż╝■▒Š╔Ē╝░Ųõā╚(n©©i)▓┐╩Ūʱ┤µį┌╚▒Ž▌╝░╚▒Ž▌Ą─╠žąįĪŻ
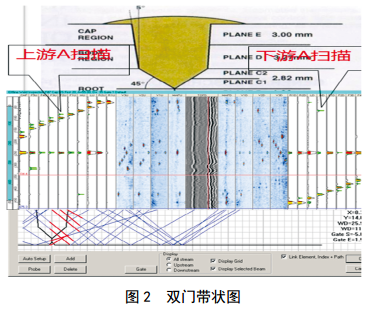
Ż©2Ż® AUTÖz£yĪŻ▓╔ė├ŽÓ┐žĻć╝╝ąg(sh©┤)Ż¼ų╗╩╣ė├ę╗ī”ŽÓ┐žĻć╠ĮŅ^Ż©ę╗░Ń×ķ60Ļć┴ąŻ¼ŽÓ«öė┌60éĆ│ŻęÄ(gu©®)╠ĮŅ^Ż®Ż¼═Ļ│╔AÆ▀├ĶĪó BÆ▀├ĶĪó TOFDŻ©│¼┬Ģ▓©č▄╔õĢr▓ŅĘ©Ż®╝░┬Ģ±Ņ║Ž’@╩Š╚▒Ž▌ĘĮĘ©ĪŻŲõųąŻ¼ AÆ▀├ĶŻ¼žōž¤Öz£y║Ė┐pŲ┬┐┌├µ╔ŽĄ─├µĘeą═╚▒Ž▌Ż╗ B Æ▀├ĶŻ¼žōž¤Öz£y║Ė┐p¾wĘeą═╚▒ŪĘŻ╗ TOFDÆ▀├Ķžōž¤Öz£y├żģ^(q©▒)Ą─╚▒Ž▌ĪŻ╣▄Ą└Öz£yļpķTĦĀŅłD╚ńłD 2╦∙╩Š[3]ĪŻ
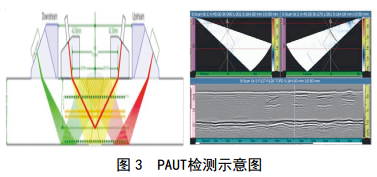
Ż©3Ż® PAUTÖz£yĪŻ╩╣ė├╬óą═╠ĮŅ^Ļć┴ą«a(ch©Żn)╔·│¼┬Ģ▓©╩°Ż¼═©▀^Į©┴óŠ█Į╣ęÄ(gu©®)ät╩╣ļŖūėčbų├┐žųŲ├┐éĆĻć┴ąå╬į¬Ą─░l(f©Ī)╔õ║═Įė╩šĢrķgŻ¼Å─Č°«a(ch©Żn)╔·│÷ČÓéĆ│¼┬Ģ▓©╩°Ż¼═©▀^┐žųŲĻć┴ąĄ─╝ż░l(f©Ī)║═Įė╩šĢrķgŻ¼┐žųŲ▓©╩°ĮŪČ╚ĪóŠ█Į╣╔ŅČ╚ĪóŠ█Į╣│▀┤ńĄ╚Ż¼īŹ¼F(xi©żn)╣ż╝■Ą─┐ņ╦┘Æ▀├Ķ│╔Ž±Ż¼╚ńłD 3╦∙╩ŠĪŻ
│¼┬ĢÖz£y╝╝ąg(sh©┤)Š▀ėą│╔▒ŠĄ═ĪóįO(sh©©)éõ▌p▒ŃĪó▓┘ū„░▓╚½Ą╚ā×(y©Łu)³cŻ¼į┌╠ņ╚╗ÜŌ╣▄Ą└║Ė┐pÖz£yųąĄ─ŠųŽ▐ąįŻ║▒╚▌^ļyÖz£y│÷┤ųŠ¦▓─┴Ž║Ė┐pųą┤µį┌Ą─å¢Ņ}ĪóÖz£y┤µį┌├żģ^(q©▒)Īó╚▒Ž▌Č©ąį▀Ćėą┤²╔Ņ╚ļ蹊┐Ą╚ĪŻ
3 ¤oōpÖz£y╝╝ąg(sh©┤)æ¬ė├╝░▀xė├įŁät
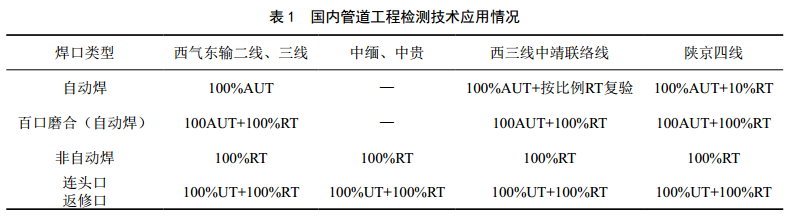
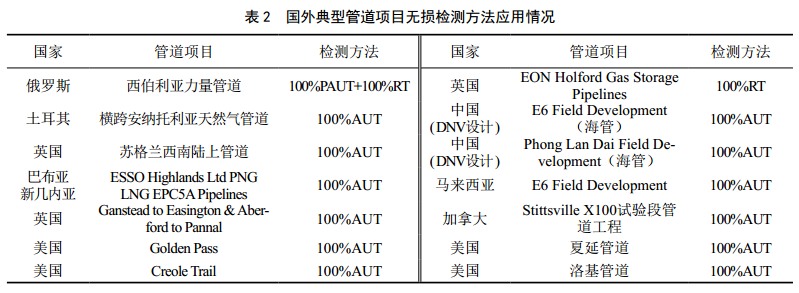
3.1 ć°ā╚(n©©i)╣▄Ą└╣ż│╠Öz£y╝╝ąg(sh©┤)æ¬ė├ŪķørŻ©▒Ē 1Ż®
3.2 ć°═ŌĄõą═╣▄Ą└ĒŚ─┐¤oōpÖz£yĘĮĘ©æ¬ė├ŪķørŻ©▒Ē 2Ż®
3.3 ¤oōpÖz£y╝╝ąg(sh©┤)ā×(y©Łu)╚▒³cŻ©▒Ē 3Ż®
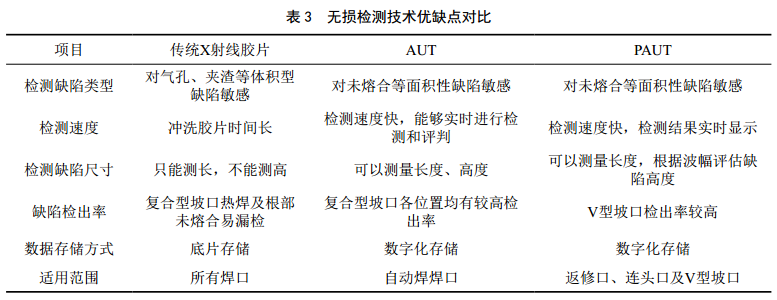
3.4 ¤oōpÖz£y╝╝ąg(sh©┤)▀xė├įŁät
Ż©1Ż®║ŽęÄ(gu©®)ąį×ķ╩ūę¬ĪŻī”ė┌▓╗═¼ĄžČ╬Īó▓╗═¼Łh(hu©ón)║Ė┐pŅÉą═▓╔ė├Ą─Öz£y╝╝ąg(sh©┤)║═Öz£y▒╚└²Ż¼ęį╝░“×╩šś╦£╩▒žĒÜØMūŃ╦∙▓╔ė├Ą─╣▄Ą└įO(sh©©)ėŗęÄ(gu©®)ĘČ╗“╩®╣żęÄ(gu©®)ĘČĪŻ
Ż©2Ż®╝╝ąg(sh©┤)▀mę╦ĪóĮø(j©®ng)Ø·║Ž└ĒĪŻ▓╗═¼Ą─║ĖĮė╣ż╦ćęū«a(ch©Żn)╔·Ą─╬Ż║”ąį╚▒Ž▌ŅÉą═▓╗═¼Ż¼×ķÖz│÷╬Ż║”ąį╚▒Ž▌Ż¼æ¬ßśī”▓╗═¼Ą─║ĖĮė╣ż╦ć▀x╚ĪūŅ×ķ▀mę╦Ą─Öz£y╝╝ąg(sh©┤)ĪŻ▓╗═¼Ą─Öz£y╝╝ąg(sh©┤)░l(f©Ī)¼F(xi©żn)╚▒Ž▌Ą──▄┴”▓╗═¼Ż¼ęÄ(gu©®)ĘČį╩įSĄ─╚▒Ž▌┤µį┌▓ó▓╗Ģ■ī¦ų┬║Ė┐p╩¦ą¦Ż¼Č°Ūę▓╗▒žę¬Ą─▀^Č╚ĘĄą▐ī”╣ż│╠ėą║”¤o└¹ĪŻ
Ż©3Ż®│ŻęÄ(gu©®)Ą─RTÖz£yĄūŲ¼▓╗▒Ń▒Ż╣▄Īó╚▌ęūüG╩¦Ż¼╩ų╣żUTÖz£yöĄ(sh©┤)ō■(j©┤)¤oĘ©┤µā”Ż¼Š∙▓╗└¹ė┌╣▄Ą└Ą─═Ļš¹ąį╣▄└ĒŻ¼╝╝ąg(sh©┤)│╔╩ņŪ░╠ߎ┬Ż¼æ¬▒M┴┐▓╔ė├öĄ(sh©┤)ūų╗»¤oōpÖz£y╝╝ąg(sh©┤)Ż¼▀@ę▓Ę¹║ŽöĄ(sh©┤)ūų╗»╣▄Ą└Į©įO(sh©©)ę¬Ū¾ĪŻ
4 ¤oōpÖz£y╝╝ąg(sh©┤)░l(f©Ī)š╣┌ģä▌
ųŪ─▄╝╝ąg(sh©┤)┼cą┼Žó╝╝ąg(sh©┤)Ą─░l(f©Ī)š╣╩╣¤oōpÖz£y╝╝ąg(sh©┤)ūāĄ├║åå╬║├ė├Ż¼Ą½▀Ćę¬į┌įŁėą╝╝ąg(sh©┤)╔Ž▀Mąąäō(chu©żng)ą┬Ż¼ĘeśO╠Į╦„ŠG╔½Łh(hu©ón)▒Ż╝╝ąg(sh©┤)ĪŻ¤oōpÖz£yāxŲ„ÅS╝ę▒žĒÜŠ▀éõŠ½ŲĘęŌūRŻ¼ęįĖ▀Č╦«a(ch©Żn)ŲĘųŲįņ×ķų„ī¦ĪŻ«öŪ░├µ┼RĄ─ų„ę¬å¢Ņ}╩ŪÖz£yāxŲ„čą░l(f©Ī)┴”Č╚▌^╚§Ż¼ČÓ╩Ūę╗ą®ųžÅ═«a(ch©Żn)ŲĘŻ¼┼c╩└Įń ░l(f©Ī)▀_ć°╝ęŽÓ▒╚Ż¼╩╝ĮK╠Äį┌┬õ║¾ĀŅæB(t©żi)ĪŻ╠ņ╚╗ÜŌ╣▄Ą└į┌╬┤üĒ╚į╚╗│╩¼F(xi©żn)┼Ņ▓¬░l(f©Ī)š╣æB(t©żi)ä▌Ż¼ę“┤╦▓╗āHąĶę¬ū÷║├¤oōpÖz£y╝╝ąg(sh©┤)蹊┐╣żū„Ż¼▀ĆąĶę¬╝ėÅŖāxŲ„įO(sh©©)éõ蹊┐Ą─ßśī”ąįŻ¼ė╚Ųõā╚(n©©i)▓┐ĮY(ji©”)śŗ(g©░u)┼c▓┐╝■▀ĆąĶę¬╔Ņ╚ļ蹊┐ĪŻ
ģó┐╝╬─½IŻ║
[1] ┴║║Ż×I.ą┬¤oōpÖz£y╝╝ąg(sh©┤)į┌ķL▌ö╣▄Ą└╣ż│╠Ą─æ¬ė├╝░░l(f©Ī)š╣┌ģä▌[J].ÅV¢|┐Ų╝╝Ż¼ 2012Ż¼ 21(5)Ż║ 196-197.
[2] äóė±Į▄Ż¼ČŁæcõh.╠ņ╚╗ÜŌķL▌ö╣▄Ą└║ĖĮė┘|(zh©¼)┴┐¤oōpÖz£y╣▄└Ē╠Į╬÷[J]. ╩»ė═╣żśI(y©©)╝╝ąg(sh©┤)▒O(ji©Īn)ČĮŻ¼ 2017Ż¼33(5)Ż║ 20-23.
[3] ą▄Č■䔯¼īÄąó╬─Ż¼±T┤µŚØŻ¼┴║║Ż×I.ś╦£╩GB/T 50818-2013┼cISO 13847Ż║ 2013ĖĮõøGųąĻP(gu©Īn)ė┌ķL▌ö╣▄ŠĆAUTÖz£yś╦£╩Ą─ī”▒╚[J].¤oōpÖz£yŻ¼ 2018Ż¼ 40(1)Ż║78-81.
ū„š▀║åĮķŻ║±RÅŖŻ¼ 1983─Ļ╔·Ż¼╣▄Ą└įO(sh©©)ėŗ╣ż│╠ĤŻ¼ųą╩»ė═╣▄Ą└ŠųįO(sh©©)ėŗį║┼·£╩╚╬┬ÜįO(sh©©)ėŗ╚╦ĪóąŻī”╚╦ĪóīŻśI(y©©)žōž¤╚╦ĪóīÅ║╦╚╦╝░ĒŚ─┐įO(sh©©)ėŗĮø(j©®ng)└ĒŻ©Č■╝ēŻ®ĪŻ┬ō(li©ón)ŽĄĘĮ╩ĮŻ║ 13775662117Ż¼304247220@qq.comĪŻ
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW(w©Żng)░▓éõ 62010202003034╠¢
Ė╩╣½ŠW(w©Żng)░▓éõ 62010202003034╠¢ 
