



╣▄Ą└Łh║Ė┐p╩¦ą¦įŁę“╝░Ė─▀M┤ļ╩®
üĒį┤Ż║ĪČ╣▄Ą└▒ŻūoĪĘļsųŠ2021─ĻĄ┌1Ų┌Ż©┐éĄ┌56Ų┌Ż® ū„š▀Ż║╩Yæc├ĘŻ╗ą▄ĮĪŻ╗Ė▀’@Ø╔Ż╗└Ņ╝─ ĢrķgŻ║2021-1-19 ķåūxŻ║
╩Yæc├Ę ą▄ĮĪ Ė▀’@Ø╔ └Ņ╝─
ųąć°╩»ė═╠ņ╚╗ÜŌ╣▄Ą└╣ż│╠ėąŽ▐╣½╦Š
š¬ ꬯║┐éĮY┴╦Į³Ų┌ć°ā╚═Ō╣▄Ą└Łh║Ė┐p╩¦ą¦░Ė└²Ż¼ųĖ│÷═Ō▓┐ĖĮ╝ė▌d║╔Īóūā▒┌║±Łh║Ė┐p╠Äæ¬┴”╝»ųąĪó║ĖĮėĮėŅ^Ēgąį▀_▓╗ĄĮś╦£╩ę¬Ū¾Īó║ĖĮė╚▒Ž▌│¼ś╦╝░ĘĄą▐Ą╚╩Ūįņ│╔╩¦ą¦Ą─ų„ę¬įŁę“ĪŻ▀Mę╗▓ĮĘų╬÷┴╦Š▀¾wė░Ēæę“╦ž╚ńÅŖ┴”ĮMī”ĪóĄž┘|×─║”Īó▓╗Ą╚▒┌║±ā╚Ų┬┐┌╠Ä└Ē└¦ļyĪó║ĖĮė╣ż╦ćł╠ąą▓╗ĄĮ╬╗Ż¼ęį╝░╚▒Ž▌┬®ÖzĪóÕe┼ą║═╦ĮūįĘĄą▐Ą╚Ż¼Å─įOėŗĪó╣▄▓─Īó║ĖĮėĪó¤oōpÖz£y║═¼Fł÷╣▄└ĒĄ╚╬ÕéĆĘĮ├µ╠ß│÷┴╦Ė─▀M┤ļ╩®Į©ūhŻ¼×ķ╣▄Ą└įOėŗĪó╩®╣żū„śI╠ß╣®ģó┐╝ĪŻ
ĻPµIį~Ż║Łh║Ė┐pŻ╗┴”īWąį─▄Ż╗╣▄▓─Ż╗║ĖĮėŻ╗¤oōpÖz£y
▓╔ė├Ė▀õō╝ēĪóĖ▀ē║Īó┤¾┐┌ÅĮ╣▄Ą└╩Ū╠ßĖ▀╣▄Ą└▌ö╦═─▄┴”║═▌ö╦═ą¦ęµĄ─ų„ę¬═ŠÅĮŻ¼ć°═ŌęčĮ©X80╣▄Ą└▀_1.3╚f╣½└’Ż¼ć°ā╚X80╣▄Ą└┐é└’│╠▀_ĄĮ1.5╚f╣½└’ĪŻ╗žŅÖęį═∙╠ņ╚╗ÜŌ╣▄Ą└╣ż│╠Ż¼Ė„ŅÉŁh║Ė┐p╩¦ą¦å¢Ņ}ī¦ų┬Ą─░▓╚½╩┬╣╩Ģrėą░l╔·[1]Ż¼╚ń2017─ĻęįüĒųąŠÆ╠ņ╚╗ÜŌ╣▄Ą└Ż©ć°ā╚Č╬Ż®ā╔┤╬░l╔·Ė▀õō╝ē╣▄Ą└Łh║Ė┐pöÓ┴čįņ│╔╚╝▒¼╩┬╣╩ĪŻöĄō■’@╩ŠŻ¼╬ęć°ė═ÜŌ╣▄Ą└╩┬╣╩┬╩ŲĮŠ∙×ķ3┤╬/1000╣½└’Īż─ĻŻ¼▀hĖ▀ė┌├└ć°Ą─0.5┤╬/1000╣½└’Īż─Ļ║═ÜWų▐Ą─0.25┤╬/1000╣½└’Īż─ĻĪŻėą▒žę¬ßśī”╣▄Ą└Łh║Ė┐p╩¦ą¦įŁę“▀Mąą╔Ņ╚ļŲ╩╬÷Ż¼╠ß│÷Ė─▀M┤ļ╩®Į©ūhŻ¼×ķĮ±║¾╣ż│╠æ¬ė├╠ß╣®ģó┐╝┼cĮĶĶbĪŻ
1 ╩¦ą¦░Ė└²╝░įŁę“Ęų╬÷
1.1 ć°ā╚═Ō╩¦ą¦░Ė└²
╩š╝»ĄĮć°ā╚2000─ĻęįüĒ╣▄Ą└Łh║Ė┐p╩¦ą¦░Ė└²26ŲŻ¼║Ł╔wX52ų┴X80Ą╚Ė„ĘNõō╝ēŻ¼ŲõųąX80╣▄Ą└▀\ąąŲ┌╩¦ą¦4ŲŻ¼Į©įOŲ┌╩¦ą¦3ŲĪŻ
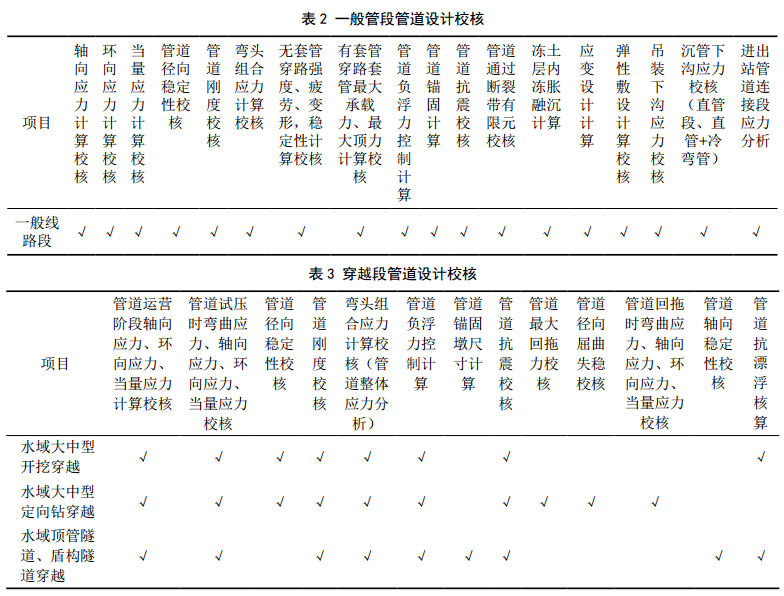
Ė∙ō■▓╗═Ļ╚½ĮyėŗŻ¼▒▒├└Ąžģ^į┌▀^╚ź2Ī½3─Ļā╚░l╔·10┤╬╣▄Ą└╩¦ą¦╩┬╣╩ĪóČÓöĄ×ķX70õō╝ē╣▄Ą└Łh║Ė┐p╩¦ą¦Ż¼įöęŖ▒Ē 1ĪŻ

1.2 ╩¦ą¦įŁę“
ć°ā╚╣▄Ą└Į©įOŲ┌╩¦ą¦ų„ę¬įŁę“╩ŪŻ║ó┘ÅŖ┴”ĮMī”æ¬┴”Ż╗ó┌Õe▀ģ│¼▓Ņę²ŲĄ─æ¬┴”╝»ųąŻ╗ó█▓╗Ą╚▒┌║±▀BĮėįņ│╔▌^┤¾æ¬┴”╝»ųąŻ╗ó▄║ĖĮė┘|┴┐▓╗║ŽĖ±Ż╗ó▌║Ė┐pĒgąįĄ═ė┌ś╦£╩ę¬Ū¾ĪŻ
ć°ā╚╣▄Ą└▀\ąąŲ┌╩¦ą¦ų„ę¬įŁę“╩ŪŻ║ó┘│ą╩▄═Ō▓┐▌d║╔Ż╗ó┌▓╗Ą╚▒┌║±▀BĮėę²Ųæ¬┴”╝»ųąŻ╗ó█╣▄Č╬ĮMī”æ¬┴”Ż╗ó▄║Ė┐pĒgąįĄ═ė┌ś╦£╩ę¬Ū¾║═║ĖĮė╚▒Ž▌ĪŻ
▒▒├└Ąžģ^╣▄Ą└╩¦ą¦ų„ę¬įŁę“░³└©Ż║Õe▀ģ┴┐│¼ś╦Īó║Ė┐┌ūā▒┌║±Īó╩®║Ėųą╣▄Ą└ŲĄ§║═Ž┬£ŽĪó▀BŅ^║═ĘĄą▐╩®╣ż▓╗Ę¹║Žę¬Ū¾Īó¤oōpÖz£yÕeįu┬®įuŻ¼ęį╝░▓╗ū±╩ž║ĖĮė╣ż╦ć╝o┬╔Ą╚ĪŻ
├┐ę╗éĆ╩¦ą¦░Ė└²Č╝╩Ūā╔éĆ╗“ā╔éĆęį╔Ž╩¦ą¦įŁę“└█╝ėĄ─ĮY╣¹Ż¼╩¦ą¦įŁę“┐╔ęįÜw╝{×ķęįŽ┬ÄūéĆĘĮ├µŻ║ó┘═Ō▓┐ĖĮ╝ė▌d║╔Ī¬Ī¬ÅŖ┴”ĮMī”ĪóĄž┘|×─║”Ż©╗¼Ų┬Ą╚Ż®Īó╣▄Ą└Ū·┬╩┼c╣▄£Žą╬ĀŅ▓╗ŽÓĘ¹Ż╗ó┌ūā▒┌║±Łh║Ė┐p╠Äæ¬┴”╝»ųąĪ¬Ī¬¼Fł÷▓╗Ą╚▒┌║±ā╚Ų┬┐┌╠Ä└Ē└¦ļyŻ╗ó█║ĖĮėĮėŅ^Ēgąį▀_▓╗ĄĮś╦£╩ę¬Ū¾Ī¬Ī¬¼Fł÷║ĖĮė╣ż╦ćł╠ąą▓╗ĄĮ╬╗Ż╗ó▄║ĖĮė╚▒ŪĘ│¼ś╦╝░╦ĮūįĘĄą▐Ī¬Ī¬╚▒Ž▌┬®ÖzĪóÕe┼ą║═┤µį┌╦ĮūįĘĄą▐ĪŻ
2 Ė─▀M┤ļ╩®
2.1 įOėŗĘĮ├µ
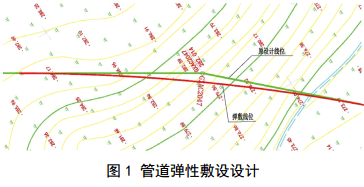
Ż©1Ż®ā×╗»╣▄Ą└▀xŠĆ║═įOėŗĪŻī”ė┌▓╗┴╝Ąž┘|Č╬Ż¼į┌┐╔ąąąį蹊┐ļAČ╬į÷╝ėĄž×─īŻśI╚╦åTģó┼c▀xŠĆŻ¼ę└═ąĄž×─įuārŻ¼ųž³cĻPūó╣▄Ą└螊ƥž×─’LļUĪŻį┌│§▓ĮįOėŗ▀^│╠ųąŻ¼▀MąąĄž×─Č╬Å═║╦▓ó▀Mąą╣▄Ą└┬Ęė╔Ą─║Ž└ĒęÄ▒▄Ż¼▓╗─▄ęÄ▒▄Ą─Ż¼▀MąąīŻĒŚ┐▒▓ņ║═Ąž×─ų╬└ĒįOėŗĪŻį┌╩®╣żłDįOėŗļAČ╬Ż¼Ė∙ō■įö┐▒ĮY╣¹Ż¼ī”Ąž×─▀Mąą▀Mę╗▓ĮūRäeĪó└@▒▄Ż¼ķ_š╣┼cĄž×─ĮY║ŽĄ─╩®╣żłDįOėŗŻ¼▓óī”╚╦×ķķ_═┌▀ģŲ┬ĦüĒĄ─▓╗└¹ę“╦ž▀MąąŅAįuārŻ¼▓╔╚Ī▒žę¬Ę└┐ž┤ļ╩®ĪŻ
Ż©2Ż®╠ß╔²æ¬┴”ąŻ║╦╦«ŲĮĪŻį┌│§▓ĮįOėŗ║═╩®╣żłDįOėŗļAČ╬Ż¼ķ_š╣▓╗═¼╣▄Č╬æ¬┴”ąŻ║╦Ż¼ĮY║Ž╩®╣żłDĘ¾įOŪķørŻ¼║Y▀xĄõą═ĄžČ╬Ż¼┐╝æ]╣▄Ą└┐╔─▄Įø╩▄Ą─═Ō▓┐║╔▌dŪķørŻ¼▓╔ė├ėąŽ▐į¬▄ø╝■▀MąąīŹļH╣żørŽ┬Ą─æ¬┴”ąŻ║╦Ż¼┤_▒Ż╣▄Ą└æ¬┴”▓╗│¼▀^ęÄĘČįSė├æ¬┴”Ż¼╚ń▒Ē 2Īó▒Ē 3╦∙╩ŠĪŻ
Ż©3Ż®£p╔┘¤ßņąÅØ╣▄╩╣ė├öĄ┴┐ĪŻ═©▀^ā×╗»╣▄Ą└▐DŽ“ĮŪČ╚ĪóĮĄŲ┬/Ž„Ų┬įOėŗĪóÅŚąįĘ¾įOįOėŗŻ©łD 1Ż®ĪóČÓéĆ└õÅØÅØ╣▄┤·╠µ¤ßņąÅØ╣▄įOėŗĄ╚Ż¼£p╔┘¤ßņąÅØ╣▄╩╣ė├öĄ┴┐Ż¼▀MČ°£p╔┘▓╗Ą╚▒┌║±ĮMī”║Ė┐┌ĪŻ
Ż©4Ż®Ė─▀M▓╗Ą╚▒┌║±Ų┬┐┌įOėŗĪŻūā▒┌║±╠ÄŲ┬┐┌║ĖĮė┘|┴┐▓ŅŻ¼ęū│÷¼F║Ė┐p╚▒ŪĘ/╚▒Ž▌║═«a╔·▌^┤¾æ¬┴”╝»ųąŻ¼«ö╣▄Ą└╩▄ĄĮ═Ō▓┐▌d║╔ū„ė├ĢrŻ¼īóę╗Č©│╠Č╚öU┤¾▌d║╔æ¬┴”ĪŻęįųąČĒ¢|ŠĆ×ķ└²Ż¼ī”ė┌│ŻęÄā╚▓┐┤“─źą▒Ų┬Ą─▓╗Ą╚▒┌║±Ų┬┐┌Ż¼æ¬┴”╝»ųąŽĄöĄį┌1.16Ī½1.29ų«ķgĪŻ×ķ£p╔┘æ¬┴”╝»ųąŻ¼ā×╗»║Ė┐p│╔ą═┘|┴┐Ż¼ĮY║Žæ¬┴”ėŗ╦ŃĮY╣¹Ż¼įOėŗ╚╦åT╠ß│÷ÕF┐ūą╬Ų┬┐┌įOėŗŻ¼╝┤į┌║±▒┌╣▄ā╚▓┐╝ė╣żÕF┐ūą╬Ų┬┐┌ęįīŹ¼FĄ╚▒┌║±ī”ĮėĄ──┐Ą─Ż¼įöęŖłD 2ĪŻ▓╔ė├įōłDą╬╩ĮĄ─Ų┬┐┌Ż¼▓╗═¼▒┌║±ĮM║Žėŗ╦ŃĄ├ĄĮĄ─æ¬┴”╝»ųąŽĄöĄį┌1.04Ī½1.08ų«ķgĪŻ

Ż©5Ż®▀\ė├ųŪ─▄▒O£y╝╝ągĪŻį┌┐╔─▄Ģ■ę²░l═Ō▓┐║╔▌dĄ─ĄžČ╬Ż¼╚ń╗¼Ų┬Īó─Ó╩»┴„Īó▒└╦·Īó│┴Ž▌Īóā÷═┴Ą╚ĄžČ╬Ż¼ĮY║ŽųŪ─▄╣▄Ą└Į©įOŻ¼įOų├Ąž▒Ē╬╗ęŲ▒O£yĪó╣▄¾wæ¬┴”æ¬ūā▒O£yĄ╚įO╩®ĪŻ
į┌Ė▀║¾╣¹ģ^Īó┤¾ųąą═║ė┴„┤®įĮ³cĪó║ė┴„▓╔╔░ģ^Ą╚ĻPµI³cįOų├ųŪ─▄özŽ±ÖCŻ¼īŹ¼Fųž³c╬╗ų├Ą─īŹĢr▒O┐ž┼cūįäėł¾Š»ĪŻ╚½ŠĆįOų├╣▄Ą└ą╣┬®▒O£y┼cŅAŠ»ŽĄĮyŻ¼└¹ė├═¼£ŽĘ¾įO═©ą┼╣Ō└|▓╔ė├╣Ō└wš±äė╝╝ągŻ¼īŹ¼FĄ┌╚²ĘĮōpē─ūįäėł¾Š»║═Č©╬╗╣”─▄ĪŻ═©▀^╣Ō└w£y£ž╝╝ągŻ¼īŹ¼Fī”ųž³cĄžČ╬╣▄Ą└ą╣┬®▒O£y╣Ō└wé„Ėą╝╝ągĪŻįOų├ĻÄ▒Ż▀h│╠▒O£y┼c┐žųŲŽĄĮyĪŻ
Ż©6Ż®▀BŅ^┐┌╬╗ų├╝░“×£Žę¬Ū¾ĪŻ├„┤_╠ß│÷▀BŅ^┐┌æ¬▀xō±į┌ų▒╣▄Č╬╔ŽŻ¼ŠÓļxÅØ╣▄Ą─Ū·ŠĆČ╬▓╗æ¬ąĪė┌24 mŻ¼═¼Ģr▒▄├Ō▀BŅ^┐┌įOį┌▓╗Ą╚▒┌║±║Ė┐p╠ÄŻ¼ęįĮĄĄ═ĮMī”Ģræ¬┴”╝»ųąĪŻ╣▄£Ž│╔ą═║¾æ¬▀MąąÖz▓ķŻ¼╣▄£ŽÖz“×ĒŚ─┐ĪóöĄ┴┐ĪóĘĮĘ©╝░║ŽĖ±ś╦£╩ęŖ▒Ē 4ĪŻ
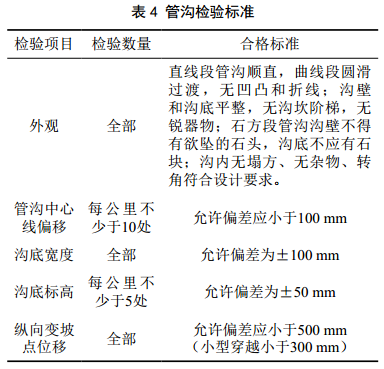
į÷╝ė╠ž╩ŌĄžČ╬£ŽĄūś╦Ė▀Öz“×öĄ┴┐Ż║ó┘┐vŽ“ÅŚąįĘ¾įOČ╬├┐10 m£yę╗³cŻ╗ó┌╦∙ėąĄ─┐vŽ“ūāŲ┬³c╝░╦«ŲĮ▐DĮŪ³cŠ∙ĒÜÖz“ׯ¼Ūę├┐╠Äų┴╔┘£y╚²³cŻ©╩╝³cĪóųą³c║═ĮK³cŻ®Ż╗ó█║ė┴„Īó£ŽŪ■ķ_═┌┤®įĮČ╬│²╦∙ėąĄ─┐vŽ“ūāŲ┬³c═ŌŻ¼┤®įĮČ╬├┐6 m£yę╗³cŻ©║¼░ČŲ┬Č╬Ż®Ż╗ó▄╦∙ėą╠’┐▓Ė▀ĪóĄ═³cĖ„£yę╗³cŻ╗ó▌┼ąČ©╣▄£ŽĄ─£Ž╔Ņ╗“╣▄Ą└┬±╔Ņ╩ŪʱØMūŃę¬Ū¾Ą─ę└ō■Ż¼æ¬ęį╣▄£ŽĄūś╦Ė▀╗“╣▄Ēöś╦Ė▀×ķę└ō■ĪŻ
2.2 ╣▄▓─ĘĮ├µ
Ż©1Ż®Ž▐ųŲ║ŽĮ│╔Ęų╔ŽŽ┬Ž▐ĪŻõō╣▄╗»īW│╔ĘųĄ─▌^┤¾▓Ņ«ÉŻ¼Ģ■ĮĄĄ═║ĖĮė╣ż╦ć║═║Ė▓─Ą─▀mė├ąįŻ¼┐sąĪ¼Fł÷║ĖĮėĄ─╣ż╦ć┤░┐┌Ż¼į÷╝ė╣▄Ą└║ĖĮėļyČ╚Ż¼įņ│╔║Ė┐p┴”īWąį─▄▓©äė╝ėäĪĪŻ×ķ┤╦Ż¼▓╔ė├Ą═CĪóMnĄ─│╔ĘųįOėŗ¾wŽĄŻ¼▓ó╝ė╚ļ▀m┴┐Ą─MoĪóNiĪóNbĪóVĪóTiĪóCuĪóCrĄ╚╬ó║ŽĮį¬╦žŻ¼═¼ĢrŽ▐Č©ųžę¬╬ó║ŽĮį¬╦žĄ─╔ŽŽ┬Ž▐ųĖś╦Ż¼╩╣Ą├õōÅSĖ∙ō■ūį╔ĒĄ─įOéõ─▄┴”╠ž³cŻ¼╗∙▒Š╔Ž▓╔ė├ę╗ų┬Ą─▄łųŲ╣ż╦ćŻ¼ęįČ┼Į^╚╬ęŌĖ³Ė─╣ż╦ćī¦ų┬¤ßė░Ēæģ^▄ø╗»Ą╚å¢Ņ}ĪŻ═¼ĢrŻ¼æ¬ć└Ė±┐žųŲCEP cmųĄĪ▄0.22%Ż¼ęį┤_▒Żõō╣▄└õ┴č╝yāAŽ“▓╗├¶ĖąĪŻį┌╔·«a▀^│╠ųąæ¬┤_▒Ż┼·┴┐╔·«aĄ─õō╣▄CEP cmųĄ┼cģó┼c║ĖĮė╣ż╦ćįuČ©ė├Ą─õō╣▄CEP cmųĄ▓©äėĘČć·ąĪė┌Ī└0.02%Ż¼╠╝║¼┴┐▓©äėĘČć·æ¬ąĪė┌Ī└0.02%Ż¼ęį▒ŻūC¼Fł÷║ĖĮė╣ż╦ćĄ─▀mė├ąįĪŻ
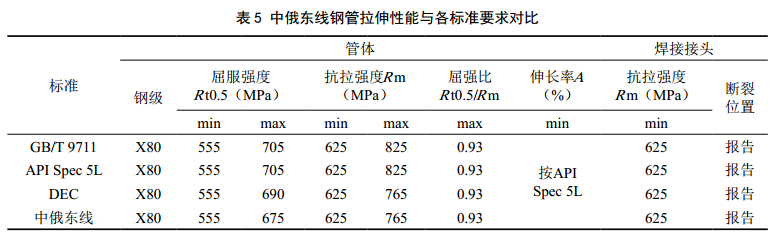
Ż©2Ż®┐sąĪõō╣▄ÅŖČ╚ĘČć·ĪŻ╣▄▓─ąį─▄ųĖś╦į┌ęčėąįOėŗ╝░╣▄▓─ś╦£╩ųąŠ∙ėąęÄČ©ĪŻųąČĒ¢|ŠĆī”X80╣▄ŠĆõōŪ³Ę■ÅŖČ╚╔ŽŽ▐ė╔705 MPaĮĄ×ķ675 MPaŻ¼┐╣└ŁÅŖČ╚╔ŽŽ▐ė╔825 MPaĮĄ×ķ765 MPaŻ¼×ķ╣▄▓─┼c║Ė▓─ÅŖČ╚Ųź┼õĄņČ©┴╦╗∙ĄAŻ©▒Ē 5Ż®ĪŻ
Ż©3Ż®ć└┐ž╣▄Č╦═Ōą╬│▀┤ńĪŻ║ĖĮėĮėŅ^Õe▀ģ┴┐┤¾Ż¼ī¦ų┬ĮėŅ^│ą▌dėąą¦▒┌║±£pąĪŻ¼▓óą╬│╔æ¬┴”╝»ųąŻ¼│ąē║─▄┴”ĮĄĄ═Ż¼ąĶę¬ī”╣▄Č╦Ą─ÖEłAČ╚║═ų▄ķLŲ½▓Ņć└╝ė┐žųŲĪŻęįųąČĒ¢|ŠĆ×ķ└²Ż¼ī”ė┌ÖEłAČ╚į╩įSŲ½▓ŅŻ¼╣▄Č╦×ķ0.5%DŻ¼╣▄¾w×ķ0.8%DŻ¼õō╣▄╣▄Č╦═ŌÅĮį╩įSŲ½▓Ņ×ķ®Ć1.25 mmĪ½®ü1.0 mmŻ¼Ūęā╔Č╦ŲĮŠ∙ų▒ÅĮų«▓ŅĪ▄2.0 mmĪŻ═¼Ģrį┌õō╣▄įOėŗ╬─╝■ųą╠ß│÷╣▄Č╦ÖEłAČ╚┐žųŲĪó╣▄Č╦ų▄ķL┐žųŲ╝░ķLČ╠▌Sś╦ūRę¬Ū¾Ż¼£p╔┘ĮMī”Õe▀ģ┴┐ĪŻ
2.3 ║ĖĮėĘĮ├µ
ČÓ─Ļ╣ż│╠īŹ█`▒Ē├„Ż¼░ļūįäė║Ė╣ż╦ćī”║Ė╣ż▓┘ū„╝╝─▄Ą─ę¬Ū¾▌^Ė▀Ż¼ī¦ų┬«a╔·║ĖĮė╚▒Ž▌Ą─╚╦×ķę“╦ž▌^┤¾Ż╗ūįäė║Ė╣ż╦ćätī”║Ė╣ż▓┘ū„╝╝─▄ę¬Ū¾▌^Ą═Ż¼║ĖĮė╚▒Ž▌«a╔·Ą─įOéõę“╦ž▌^ČÓŻ¼╦∙ęįūįäė║Ė╣ż╦ćĖ³ėą└¹ė┌║ĖĮė┘|┴┐Ą─┐žųŲ┼c╣▄└Ē[2-3]ĪŻ
Å─╬„╚²ŠĆųąŠĖ┬ōĮjŠĆĮ©įOų▓Į═ŲÅVūįäė║ĖŻ¼ĄĮ─┐Ū░ųąČĒ¢|ŠĆęč╚½├µ▓╔ė├ūįäė║ĖĪŻųąČĒ¢|ŠĆŻ©║┌║ė©DķLÄXŻ®ūįäė║ĖĮėŻ¼Įø▀^20Ą└║ĖĮė╣ż╦ćįuČ©║Ė┐┌┘|┴┐Öz“×Īó110Ą└¼Fł÷─ź║Ž║Ė┐┌┘|┴┐│ķÖzĪó28Ą└¼Fł÷ļSÖC│ķ┐┌┘|┴┐Öz▓ķŻ¼║Ė┐┌ąį─▄Š∙ØMūŃś╦£╩ę¬Ū¾ĪŻ
2.4 ¤oōpÖz£yĘĮ├µ
▓╔ė├AUTÖz£y─▄ē“ī”╚▒Ž▌╔ŅČ╚ĪóĖ▀Č╚▀Mąą£╩┤_Č©┴┐Ż¼┐╔ęį┐ņ╦┘Ę┤ü╚½ūįäė║Ė║ĖĮė┘|┴┐Ż¼▒▄├Ōę“║ĖĮėģóöĄ▓╗«öī¦ų┬┤¾┴┐╚▒Ž▌«a╔·Ż¼╩Ū╩ū▀xĄ─╚½ūįäė║Ė║Ė┐pÖz£yĘĮĘ©ĪŻPAUTŻ©║¼TOFD═©Ą└Ż®▓╔ė├ūįäė╗»Öz£yĘĮ╩ĮĪóČÓĮŪČ╚Š█Į╣Öz£yĘĮ░ĖŻ¼Öz£y╦┘Č╚┐ņĪó╚╦×ķė░Ēæę“╦ž╔┘Ż¼Öz£yöĄō■īŹĢr┤µā”Ż¼▒Ńė┌║¾└mīÅ║╦Öz▓ķ[4]ĪŻūįųąČĒ¢|ŠĆķ_╩╝Ż¼ī”ĮM║Žūįäė║Ėį÷╝ė┴╦ą┬Ą─Öz£yĘĮĘ©Ī¬Ī¬PAUT+TOFDŻ¼▓óßśī”GB/T 50818©D2013ĪČ╩»ė═╠ņ╚╗ÜŌ╣▄Ą└╣ż│╠╚½ūįäė│¼┬Ģ▓©Öz£y╝╝ągęÄĘČĪĘ“×╩šś╦£╩ųąTOFD║═¾wĘe═©Ą└Öz│÷Ą─╬┤╚█║Ž│▀┤ń▀Mąą┴╦ča│õšf├„Ż¼╩®╣ż¼Fł÷į┌ł╠ąąGB/T 50818©D2013ś╦£╩Ą─═¼ĢrŻ¼æ¬ØMūŃča│õęÄČ©Ą─ŽÓĻPę¬Ū¾Ż¼“×╩šś╦£╩Ė³╝ėć└Ė±║══Ļ╔ŲĪŻ
2.5 ¼Fł÷┘|┴┐╣▄┐žĘĮ├µ
║ĖĮė╩Ū╣▄Ą└╩®╣żĄ─ĻPµIŁh╣ØĪŻÅ─Ī░╚╦ĪóÖCĪó┴ŽĪóĘ©ĪóŁhĪ▒ĘĮ├µ╝ėÅŖ║═Ė─▀M╣▄└ĒŻ¼░³└©║Ė╣żĄ─£╩╚ļ┼cŪÕ═╦╣▄└ĒĪó║ĖĮėÖCĮM╚ļł÷┼cŪÕ═╦╣▄└ĒĪó┘|┴┐ĻPµI╚╦åTĄ─┼Óė¢╣▄└ĒĪóÖCŠ▀╝░▓─┴ŽČ■ŠS┤aæ¬ė├[5]Īó║ĖĮė╝░¤oōpÖz£yįOéõ╣▄└ĒĪó║ĖĮė▓─┴Ž╣▄└ĒĪó║ĖĮė┘|┴┐╣▄└Ēęį╝░║ĖĮėŁhŠ│╣▄└ĒĪŻ
3 ĮYšZ
╬³╩šĮĶĶbć°ā╚═Ō╣▄Ą└Łh║Ė┐p╩¦ą¦Į╠ė¢Ż¼į┌╣ż│╠įOėŗ╝░╩®╣ż▀^│╠▓╔╚Īėąą¦┤ļ╩®Ż¼╚ń┐žųŲ═Ō▓┐║╔▌dĪó£p╔┘▓╗Ą╚▒┌║±ī”ĮėŁh║Ė┐pæ¬┴”╝»ųąĪóć└┐ž╣▄▓─ąį─▄ųĖś╦▓©äėĘČć·ĪóĖ─▀M║ĖĮė╝░¤oōpÖz£y╣ż╦ć║═╝ėÅŖ¼Fł÷╣▄┐žĄ╚Ż¼┐╔ęį▒ŻūC╣▄Ą└Łh║Ė┐p┘|┴┐╝░╣▄Ą└Ę■ę█░▓╚½ĪŻ
ģó┐╝╬─½IŻ║
[1]Ę┐ä”Ų╝.ć°ā╚═Ōė═ÜŌ╣▄Ą└╩┬╣╩░Ė└²Ęų╬÷[J]. ╩»ė═║═╗»╣żįOéõŻ¼2016Ż¼19(9)Ż║90-93.
[2]ÅłąĪÅŖŻ¼╩Yæc├ĘŻ¼š▓ä┘╬─Ż¼Ą╚.ßśī”ųąČĒ¢|ŠĆĖ▀õō╝ē┤¾┐┌ÅĮ▌öÜŌ╣▄Ą└ūįäė║ĖĄ─įOėŗ╠ß╔²[J].╠ņ╚╗ÜŌ╣żśIŻ¼2020Ż¼40(10)Ż║126-132.
[3]╦Õė└└“Ż¼═§∙iėŅ.ųąČĒ¢|ŠĆ╠ņ╚╗ÜŌ╣▄Ą└║┌║ėĪ¬ķLÄXČ╬Łh║Ė┐p║ĖĮė╣ż╦ć[J].ė═ÜŌā”▀\Ż¼2020Ż¼39(9): 961-970.
[4]╩Yæc├ĘŻ¼ÅłąĪÅŖŻ¼ų▄ÅVčįŻ¼Ą╚.ųąČĒ¢|ŠĆ╣▄Ą└Ą─¤oōpÖz£yĘĮĘ©╝░æ¬ė├[J].¤oōpÖz£yŻ¼2020Ż¼42(7)Ż║28-34.
[5]Į¬▓²┴┴.ųąČĒ¢|ŠĆ╠ņ╚╗ÜŌ╣▄Ą└╣ż│╠╣▄└Ē┼c╝╝ągäōą┬[J].ė═ÜŌā”▀\Ż¼2020, 39(2)Ż║121-129.

ū„š▀║åĮķŻ║╩Yæc├ĘŻ¼1986─Ļ╔·Ż¼Ė▀╝ē╣ż│╠ĤŻ¼2010─Ļ«ģśIė┌¢|▒▒┤¾īW▓─┴Ž╝ė╣ż╣ż│╠īŻśIŻ¼┤T╩┐蹊┐╔·ĪŻų„ę¬Å─╩┬ė═ÜŌķL▌ö╣▄Ą└═Ļš¹ąį╣▄└ĒĪó╣▄▓─Īó║ĖĮėÖz£yįOėŗĄ╚╣żū„ĪŻ┬ōŽĄĘĮ╩ĮŻ║15233166192Ż¼316667696@qq.comĪŻ
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW░▓éõ 62010202003034╠¢
Ė╩╣½ŠW░▓éõ 62010202003034╠¢ 
