



╔Įģ^╣▄Ą└╚½╬╗ų├ūįäė║Ė╩®╣ż╝╝ąg蹊┐
üĒį┤Ż║ĪČ╣▄Ą└▒ŻūoĪĘļsųŠ ū„š▀Ż║Ė╚A ĢrķgŻ║2021-1-19 ķåūxŻ║
Ė╚A
ć°╝ę╣▄ŠW╝»łF╬„─Ž╣▄Ą└╣½╦Š
š¬ ꬯║Ķbė┌╔Įģ^╣▄Ą└ŁhŠ│╠ž³c║═╚½ūįäė║ĖĄ─┘|┴┐Īóą¦┬╩ā×ä▌Ż¼ÅVĘ║┴╦ĮŌć°ā╚═Ō║ĖĮė╝╝ąg¼FĀŅŻ¼ķ_š╣┴╦ā╚Ż©═ŌŻ®║ĖÖCčą░lĪó▀mæ¬ąįįOėŗ蹊┐Īó║ĖĮė┘|┴┐┐žųŲ║═╩®╣ż╝╝ąg蹊┐Ż¼═©▀^įć“×║═īŹ█`šJūCŻ¼ą╬│╔ę╗╠ū▀mė├ė┌╔Įģ^╣▄Ą└Ą─╚½╬╗ų├ūįäė║ĖĮė╝╝ągĪŻ
ĻPµIį~Ż║╔Įģ^╣▄Ą└Ż╗£ŽŽ┬Ż╗╚½╬╗ų├Ż╗ūįäė║Ė
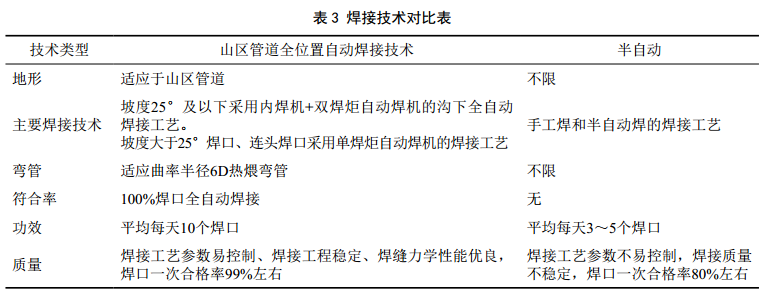
╬ęć°Ąžą╬┐é¾w│╩¼F╬„Ė▀¢|Ą═Ą─╚²╝ē┼_ļAŻ¼╔Įģ^░³║¼╔ĮĄžĪóŪ┴ĻĘų▓╝Ąžģ^║═ŲķŹńĖ▀įŁŻ¼š╝ć°═┴├µĘe╚²Ęųų«Č■ĪŻļSų°ć°├±ĮøØ·ī”ė═ÜŌ┘Yį┤ąĶŪ¾Ą─│ų└mį÷ķLŻ¼Ė▀õō╝ēĪó┤¾┐┌ÅĮĄ─╔Įģ^╣▄Ą└š╝▒╚įĮüĒįĮ┤¾ĪŻ¤ošō╩Ū¢|╬„ū▀Ž“Ą─ųąŠÆ╣▄Ą└Ż¼▀Ć╩Ū─Ž▒▒ū▀Ž“Ą─ųą┘F╣▄Ą└Ż¼╔Įģ^╣▄Ą└š╝▒╚▀_70%Ż¼ųąŠÆ╣▄Ą└Ų┬Č╚Ī▄ 25ĪŃĄ─╣▄Č╬š╝▒╚▀_90%ĪŻ
─┐Ū░Ż¼ć°ā╚═Ō┤¾┐┌ÅĮ╣▄Ą└į┌ŲĮįŁĄžģ^ęčīŹ¼F╚½ūįäė║ĖĮė┤¾┴„╦«╩®╣żŻ¼ųąČĒ¢|ŠĆ▓╔ė├╚½ūįäė║Ė║═ĮM║Žūįäė║ĖĪŻ╚½ūįäė║Ė╩ŪųĖā╚║ĖÖC+═Ō║ĖÖCĮM║ŽĄ─ūįäė║Ė╣ż╦ćĪŻĮM║Žūįäė║Ė╣ż╦ć╩ŪųĖ╩ų╣ż╗“░ļūįäėĘĮĘ©═Ļ│╔Ė∙║ĖŻ¼═Ō║ĖÖCūįäė║Ė═Ļ│╔╠Ņ│õ║═╔w├µ║ĖĪŻ╚½ūįäė║ĖĮė┤¾┴„╦«╩®╣ż╝╝ągā×ä▌į┌ė┌Ż║║ĖĮė╣ż╦ćģóöĄęū┐žųŲĪó║ĖĮė▀^│╠ĘĆČ©Īó║Ė┐p┴”īWąį─▄ā×┴╝Ż¼║Ė┐┌┘|┴┐ęū▒ŻūCŻ¼║ĖĮėą¦┬╩Ė▀ĪŻŲõų„ę¬╩╣ė├Śl╝■Ż║╣▄Ą└Ų┬Č╚▓╗┤¾ė┌12ĪŃĪó═┴┘|╣▄£ŽĪó╩®╣żū„śI├µ┤¾Īó╩®╣żöÓ³c╔┘ĪŻ
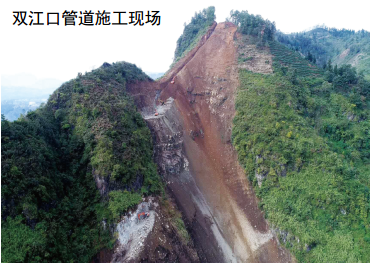
╔Įģ^╣▄Ą└▓╗═¼ė┌ŲĮįŁ╣▄Ą└Ż¼Š▀ėąŲĘ³ŅlĘ▒ĪóŲ┬Č╚┤¾ĪóŲ┬ķL├µšŁĪó═┴īė▒ĪĪó╩»ĘĮČÓĪóÅØŅ^ČÓĪó╩®╣żöÓ³cČÓĄ╚╠ž³cŻ¼ć└ųž╝s╩°┴╦¼FėąĄ─╚½ūįäė║ĖĮė╝╝ąg╩╣ė├ĪŻ╔Įģ^╣▄Ą└╩╣ė├╩ų╣ż║Ė║═░ļūįäė║ĖŻ¼╩®╣żą¦┬╩Ą═Ż¼╣▄└ĒļyČ╚┤¾Ż¼║Ė┐┌┘|┴┐▓╗ęū▒ŻšŽĪŻō■┴╦ĮŌŻ¼š²į┌ķ_š╣Ą─ųąŠÆ╠ņ╚╗ÜŌ╣▄Ą└Łh║Ė┐p┘|┴┐┼┼▓ķĮY╣¹’@╩ŠŻ¼╚▒Ž▌║Ė┐┌╚į╚╗š╝ę╗Č©▒╚└²ĪŻ
×ķ▀mæ¬ė═ÜŌ╣▄ŠWĮ©įOąĶŪ¾Ż¼į┌ęčīŹ¼FŲĮŠÅĄžÄ¦╣▄Ą└╚½ūįäė║ĖĄ─╗∙ĄA╔ŽŻ¼═©▀^äōą┬║═╝╝ąg═╗ŲŲŻ¼īŹ¼F╔Įģ^╣▄Ą└ūįäė║Ė║ĖĮėŻ¼½@Ą├Ė▀┘|┴┐Ą─╣▄Ą└║Ė┐┌Ż¼░lš╣╔Įģ^╣▄Ą└╚½╬╗ų├ūįäė║ĖĮė╝╝ąg╩ŪĘŪ│Ż▒žę¬Ą─ĪŻ
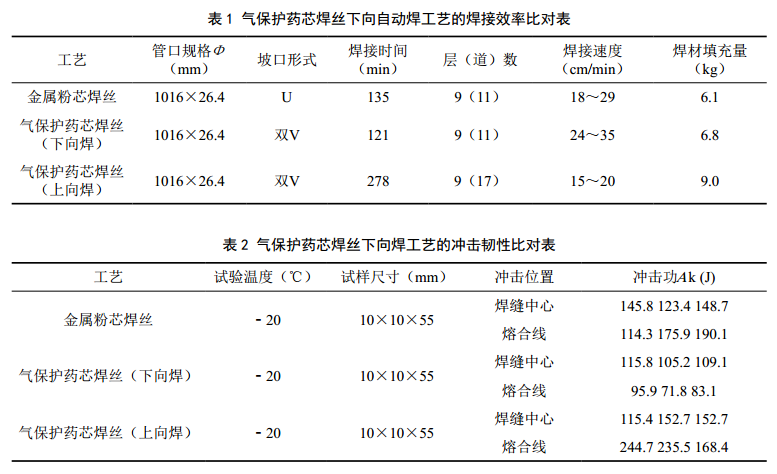
1 ╔Įģ^╣▄Ą└╚½ūįäė║ĖĮėų„ę¬╝╝ąg
Ė∙ō■╔Įģ^╣▄Ą└ŁhŠ│Śl╝■Ą─Å═ļsąįŻ¼╚½╬╗ų├ūįäė║Ė░┤Ų┬Č╚äØĘų×ķŻ║╣▄Ą└┐vŽ“Ų┬Č╚▓╗┤¾ė┌25ĪŃ£ŽŽ┬╚½ūįäė║ĖĮė╝╝ąg║═┤¾Ų┬Č╚╚½ūįäė║ĖĮė╝╝ąg ĪŻ
1.1 ╣▄Ą└┐vŽ“Ų┬Č╚▓╗┤¾ė┌25ĪŃ£ŽŽ┬╚½ūįäė║ĖĮė╝╝ąg
╣▄£Ž│╔ą═║¾Ż¼į┌╣▄£Žā╚▓╔ė├ā╚║ĖÖC+ļp║ĖŠµ═Ō║ĖÖCŻ¼īŹ¼F╣▄Ą└┐vŽ“Ų┬Č╚25ĪŃŪęĦėąŪ·┬╩░ļÅĮ6D¤ßņąÅØ╣▄Ą─╣▄Ą└║Ė┐┌╚½ūįäė║ĖĮė┴„╦«ū„śIĪŻ ų„ę¬╔µ╝░ĄĮā╚║ĖÖCčą░lĪóŽ▐Ų┬Č╚įOėŗĪóū„śIĦįOėŗĪó╩®╣żÖCŠ▀▀mæ¬ąį╝╝Ė─Ī󣎎┬┴„╦«ū„śI╩®╣ż╝╝ągĄ╚ĪŻ
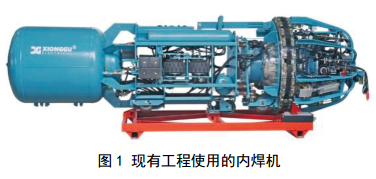
Ż©1Ż®ā╚║ĖÖCčą░lĪŻ¼Fėą╣ż│╠╩╣ė├Ą─ā╚║ĖÖCŻ©łD 1Ż®▀mæ¬12ĪŃĄ─┐vŽ“Ų┬Č╚║═Ū·┬╩░ļÅĮ×ķ40DĄ─└õÅØ╣▄ĪŻ▓╗─▄▀mæ¬╔Įģ^╣▄Ą└£ŽŽ┬╚½ūįäė║ĖĮėŻ¼ąĶ▀Mąą╔Įģ^ā╚║ĖÖCčą░lĪŻ čąųŲĄ─╔Įģ^ė├ā╚║ĖÖCŻ©łD 2Ż®Ż¼Å─ĮYśŗĪóäė┴”ĪóųŲäėĄ╚ĘĮ├µ═╗ŲŲ┴╦┼└Ų┬─▄┴”║═▀^ÅØ─▄┴”Ż©─▄═©▀^6D¤ßÅØĪó┼└Ų┬25ĪŃŻ®Ż¼ĮŌøQ┴╦▓╗┤¾ė┌25ĪŃĄ─╔Įģ^Ąžą╬ā╚║ĖÖC─▄┴”Ą─▀mė├ąįĪŻ
Ż©2Ż®ŠĆ┬ĘįOėŗĪŻ═©▀^┬Ęė╔▀xō±║═ŠĆ┬Ę┐vöÓ├µįOėŗ┐žųŲ╣▄Ą└┐vŽ“Ų┬Č╚×ķ▓╗┤¾ė┌25ĪŃŻ¼═¼Ģr£p╔┘╩®╣żöÓ³cŻ¼×ķ£ŽŽ┬╚½ūįäė║ĖĮė┴„╦«ū„śIäōįņŚl╝■ĪŻ ═©▀^╣▄ŠĆū„śIĦīÆČ╚ĪóŲ┬Č╚║═Ąž─═┴”ĪóĮž┼┼╦«Īó╦«╣ż▒ŻūoįOėŗŻ¼×ķ╣▄Ą└£ŽŽ┬╚½ūįäė║ĖĮė╠ß╣®╩®╣żŚl╝■ĪŻ
Ż©3Ż®╩®╣żÖCŠ▀╝╝Ė─ĪŻBGY60╔ĮĄž▓╝╣▄ÖC╩Ū╣▄Ą└╔ĮĄž╩®╣ż▀^│╠ųą▀\╣▄Īó▓╝╣▄Īóī”┐┌Ą╚īŻė├įOéõŻ¼▀mæ¬║Ż░╬Ė▀Č╚×ķ3000 męįŽ┬Ż¼ūįųž44 tĪó┬─Ħ░ÕīÆČ╚600 mmĪóįOėŗūŅ┤¾┼└Ų┬─▄┴”30ĪŃĪŻ×ķį÷╝ėįOéõĘĆČ©ąį║═┼└Ų┬─▄┴”Ż¼╝ėčb┴╦▌oų·┬─Ħų·═Ųčbų├Ż¼╠ßĖ▀įOéõĄ─╔ĮĄž╩®╣żąį─▄Ż©łD 3Ż®ĪŻ

Ż©4Ż®ęŲäėļŖšŠĖ─įņĪŻ╝╝ągĘĮ░Ė╚ńŽ┬Ż║ó┘į÷╝ė░läėÖC╣”┬╩ĪŻ░läėÖC▓╔ė├▓╗Ą═ė┌ć°III╝░ęį╔Ž┼┼Ę┼ś╦£╩Ż¼╦«└õ6Ī½8ĖūĪóļŖ┐žĖ▀ē║╣▓▄ēĪó£u▌åį÷ē║Īóį┌1500 r/minĢr╣”┬╩▓╗ąĪė┌149 kWĪóįOéõį┌35ĪŃą▒Ų┬▀\ąąĢr░läėÖC╚╝ė═ŽĄĮyĪóØÖ╗¼ŽĄĮyęį╝░įOéõŲõ╦¹▓┐╝■ę║ē║ŽĄĮyš²│Ż╣żū„Ż╗ó┌į÷╝ėŲ┬Ą└±v▄ćčbų├Īóį÷╝ė┬─ĦīÆČ╚▓╗ąĪė┌600 mmĪó▓╔ė├╚½ę║ē║“īäėŻ╗ó█Ū░║¾Č╦░▓čbĀ┐ę²Ń^Ż©Ā┐ę²ÅŖČ╚ę¬┤¾ė┌įOéõūįųžŻ®Ż¼įOéõŪ░Č╦░▓čbŠĒōPÖCŻ¼║¾Č╦ŅA┴¶░▓čbŠĒōPÖC╬╗ų├╝░░▓čb┐ūĄ╚Ż¼ŠĒōPÖC×ķę║ē║“īäėŻ¼Š▀éõūįµiĪóūįŠ╚╣”─▄ĪóĀ┐ę²┴”▓╗ąĪė┌8 tĪóõōĮz└KĄ─ķLČ╚▓╗Ą═ė┌30 mŻ¼▀_ĄĮ┼└Ų┬─▄┴”▓╗ąĪė┌25ĪŃĪóĀ┐ę²┼└Ų┬─▄┴”▓╗ąĪė┌35ĪŃŻ╗ó▄Ą§▒█▓╔ė├š█»B▒█360ĪŃ(╚½╗ž▐D)ĪóŲųž┴┐▓╗ąĪė┌6.3 tĪóūŅ┤¾╣żū„Ę∙Č╚▓╗ąĪė┌8 mĪóūŅ┤¾╣żū„Ę∙Č╚Ųųž┴┐▓╗ąĪė┌1.2 tĪó▓╗é╚Ž“Ų½▐DįOėŗŻ╗ ó▌┼õų├ļŖ┴„ĪóļŖē║ĪóŅl┬╩ĘĆē║čbų├ĪŻęŖłD 4ĪŻ

Ż©5Ż®ÖCąĄĘ└Ė»▄ćĪŻ╝»Æü═Ķ│²õPĪóųąŅl╝ė¤ß║═╝t═ŌŠĆ╝ė¤ßė┌ę╗¾wŻ¼į÷╝ėŲ┬Ą└±v▄ćčbų├Ż¼┐╔īŹ¼FŲ┬Č╚Ī▄ 25ĪŃĘ└Ė»ča┐┌ū„śIĪŻ
Ż©6Ż®║ĖĮė╩®╣żĘĮ░ĖĪŻ╣▄£Ž│╔ą═║¾Ż¼į┌╣▄£Žā╚▓╔ė├ā╚║ĖÖC+ļp║ĖŠµ═Ō║ĖÖCķ_š╣╚½ūįäė║ĖĮė┴„╦«ū„śIĪŻĖ∙ō■ā╚║ĖÖC║ĖŪ░£╩éõ║═║ĖĮėĢrķgŻ¼┼õų├ļp║ĖŠµ═Ō║ĖÖCöĄ┴┐Ż¼īŹ¼F£ŽŽ┬╚½ūįäė║Ė┴„╦«ū„śIĪŻ═┌Š“ÖCÆ▀ŠĆ▓ó═Ļ│╔ū„śIĦš¹└Ē║═─ļē║Ż¼ą╬│╔ėą5 kmū¾ėęĄ─▀B└m║ĖĮėū„śI├µĪŻÖCąĄķ_═┌╣▄£Ž║═║Ė┐ėŻ╗Ą§╣▄ÖC▀Mąą▓╝╣▄║═ĮMī”Ż╗ęŲäėļŖšŠ╠ß╣®║ĖĮėļŖį┤Ż╗ā╚║ĖÖC▀Mąąī”┐┌║═Ė∙║ĖŻ╗ļp║ĖŠµūįäė║ĖÖC▀Mąą╠Ņ│õ║═╔w├µ║ĖĮėŻ╗AUT¤oōpÖz£yŻ╗ÖCąĄĘ└Ė»ča┐┌Ż╗╦«╣żŲ÷ų■║═╣▄£Ž╗ž╠ŅĪŻ
1.2 ┤¾Ų┬Č╚╚½ūįäė║ĖĮė╝╝ąg
▓╔ė├ūį▀mæ¬å╬║ĖŠµūįäė║ĖÖC┼cā╚Ż©═ŌŻ®ī”┐┌Ų„ģf═¼ū„śIŻ¼┐╔īŹ¼F╣▄Ą└┤¾Ų┬Č╚║Ė┐┌║═▀BŅ^┐┌╚½ūįäė║ĖĮėĪŻ ų„ę¬╔µ╝░═Ō║ĖÖC║═ā╚ī”┐┌Ų„čą░lĪó║ĖĮė╣ż╦ć╝░║ĖĮėĮėŅ^┘|┴┐┐žųŲĄ╚ĪŻ
ūį▀mæ¬ūįäė║ĖÖC┐╔īŹ¼F╣▄Ą└┤¾Ų┬Č╚║Ė┐┌║═▀BŅ^┐┌Ī░Ė∙║Ė©D╠Ņ│õ©D╔w├µĪ▒╚½ūįäė║ĖĮėĪŻčąųŲĄ─╔Įģ^╣▄Ą└ā╚ī”┐┌Ų„Ż¼┐╔▀mė├ė┌Ų┬Č╚40ĪŃĄ─║Ė┐┌ā╚ī”┐┌Ż¼▓ó─▄═©▀^Ū·┬╩░ļÅĮ×ķ6DĄ─¤ßņąÅØ╣▄ĪŻčąųŲ┴╦═Ōī”┐┌Ų„Ż¼┼õ║Žå╬║ĖŠµūįäė║ĖŻ¼▀mė├ė┌ā╚║ĖÖC╗“ā╚ī”┐┌Ų„▓╗─▄╩╣ė├Ą─ŁhŠ│ĪŻ
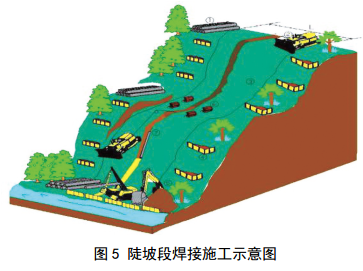
ČĖŲ┬Č╬║ĖĮė╩®╣ż▓╔ė├å╬║ĖŠµūįäė║Ė╣ż╦ćĪŻ┼õų├ę╗éĆ╣żū„šŠĄ─ÖCĮM╩®╣żĪŻ ĘĮ░Ėę╗▓╔ė├▌p▄ē╗“š▀╦„Ą└▓╝╣▄Ż¼ųĖ∙╣▄Ą└ĮMī”║ĖĮėŻ©ū„śIĦį╩įSĄ─ŪķørŽ┬Ż¼ę▓┐╔▓╔ė├ų«ūųą╬Ą└┬ĘŻ¼┤ŅįO╩®╣żŲĮ┼_Ż®Ż╗ĘĮ░ĖČ■┐╔▓╔ė├ūįäė║ĖŅAųŲŻ¼Ą§čbĄĮ╬╗Ż¼įōĘĮ░Ė▀mė├ė┌Č╠ČĖŲ┬ĄžČ╬Ż©łD 5Ż®ĪŻ
1.3 ║ĖĮė╣ż╦ć
蹊┐6G╬╗ų├å╬║ĖŠµ═Ō║ĖÖCå╬├µ║Ėļp├µ│╔ą═Ą─Ė∙║Ė╝╝ągŻ¼║═å╬║ĖŠµ═Ō║ĖÖCÜŌ▒Żūo╦ÄąŠ║ĖĮzŽ┬Ž“║Ė╠Ņ│õĪó╔w├µ║Ė╝╝ągŻ¼┐╔╩╣ė├Įī┘Ę█ąŠ║ĖĮzĪóīŹą─║ĖĮzęį╝░ÜŌ▒Żūo╦ÄąŠ║ĖĮzŻ¼▀mė├ė┌£ŽŽ┬Īó╔Įģ^Ą╚Ė„ŅÉĄžą╬Ą─║ĖĮėĪŻ
蹊┐╣▄Ą└┐vŽ“Ų┬Č╚▓╗┤¾ė┌25ĪŃĄ─ā╚║ĖÖC+ļp║ĖŠµ╚½ūįäė║Ė╝╝ągŻ¼Ųź┼õīŹą─║ĖĮz╗“š▀Įī┘Ę█ąŠ║ĖĮz▀MąąĖ∙║Ė║═╠Ņ╔w║ĖĮėŻ¼═©▀^ā×╗»║ĖĮė╣ż╦ćģóöĄŻ¼┐╔▀mæ¬▓╗┤¾ė┌25ĪŃŲ┬Č╚Ą─ūįäė║Ė║ĖĮėĪŻ
1.4 ║Ė┐┌┘|┴┐┐žųŲ
į┌¼Fėą║ĖĮė╣ż╦ćįuČ©║═┘|┴┐┐žųŲę¬Ū¾═ŌŻ¼ča│õęįŽ┬ā╚╚▌ĪŻ
Ż©1Ż®║ĖĮėĮėŅ^╬┤╚█║Ž┐žųŲĪŻčąŠ┐¤ß▌ö╚ļĪóö[īÆĪó▀ģŠē═Ż┴¶ĢrķgĪóö[äė╦┘Č╚Ą╚╣ż╦ćģóöĄī”╬┤╚█║ŽĄ─ė░ĒæęÄ┬╔Ż¼Ė∙║ĖīėĪó¤ß║Ėīė╝░╠Ņ│õīėųąī”╬┤╚█║Žė░Ēæę“╦žų„┤╬×ķŻ║¤ß▌ö╚ļŻŠö[īÆŻŠ▀ģŠē═Ż┴¶ĢrķgŻ╗¤ß▌ö╚ļ╝░ö[īÆŲ½ąĪŻ¼▒Ē¼F×ķ╔ŽŽ┬Ų┬┐┌▀B└m╬┤╚█║Ž╚▒Ž▌Ż╗═Ż┴¶ĢrķgŲ½ąĪ▒Ē¼F×ķėąęÄ┬╔ķgöÓ╬┤╚█║Ž╚▒Ž▌Ż¼ö[äė╦┘Č╚Ų½Ž┬▒Ē¼F×ķĪ░└õ╚▄Ī▒¼FŽ¾╝░Ž┬Ų┬┐┌å╬▀ģ╬┤╚█║Ž╚▒Ž▌Ż¼Č°ö[äė╦┘Č╚╩Ū┐╦Ę■ųž┴”ī”╚█│žė░ĒæŻ¼ŠS│ų╚█│žą╬æBĄ─ūŅųžę¬ģóöĄŻ╗═©▀^▀m«öį÷╝ė¤ß▌ö╚ļĪó▀ģŠē═Ż┴¶Ģrķg║═ö[äė╦┘Č╚┐╔ėąą¦ĮĄĄ═╬┤╚█║Ž╚▒Ž▌ĪŻ
Ż©2Ż®║ĖĮėĮėŅ^╬óė^ĮM┐Ś║═öÓ┴čĒgąįĪŻ═©▀^ī”ūįäė║Ė║ĖĮėĮėŅ^▀MąąRTÖz£yĪóĮM┐Śė^▓ņĪó└Ł╔ņĪóÅØŪ·Īó®ü20ĪµŽ─▒╚ø_ō¶╝░CTODŽĄ┴ąįć“ׯ¼ĮY╣¹▒Ē├„ā×╗»║¾Ą─║ĖĮė╣ż╦ć║ŽĖ±Ż¼ĮėŅ^ŠC║Žąį─▄▀_ĄĮś╦£╩ę¬Ū¾Ż¼ā╚║ĖÖCĖ∙║ĖĮėŅ^öÓ┴čĒgąįā×ė┌═Ō║ĖÖCĖ∙║ĖĪŻįć“×▀^│╠ųąŻ¼┤µį┌ø_ō¶įć“×║ŽĖ±Č°CTODįć“×▓╗║ŽĖ±Ą─ŪķørŻ¼Į©ūhį┌║ĖĮė╣ż╦ćįuČ©ųąį÷╝ėCTODįć“×ęį│õĘųįuār║ĖĮėĮėŅ^ĒgąįĪŻ
Ż©3Ż®║ĖĮėĮėŅ^╚▒Ž▌╚▌Ž▐Ęų╬÷┼c╣ż│╠┼RĮńįu╣└ĪŻ═©▀^┤¾┴┐Ą─║ĖĮėĮėŅ^ąį─▄įć“ׯ¼Ą├ĄĮÅŖČ╚ĪóöÓ┴čĒgąįĄ╚įć“×öĄō■Ż¼└LųŲECA蹊┐╦∙ąĶĄ─FADłDĪŻģóššBS 7910ĪČĮī┘ĮYśŗ╚▒Ž▌“×╩šįuČ©ĘĮĘ©ī¦ätĪĘ═Ų╦]Ą─╚▒Ž▌įuČ©ŽÓĻPėŗ╦Ń╣½╩ĮŠÄųŲė├ė┌X70╣▄Ą└║ĖĮėĮėŅ^╚▒Ž▌╚▌Ž▐│▀┤ńėŗ╦ŃĄ─CšZčį│╠ą“Ż¼Å─Č°═Ļ│╔┴╦┐╔Ę┼īÆ╚▒Ž▌╚▌Ž▐“×╩šś╦£╩Ą─ECAĘų╬÷Ż¼ųŲČ©┴╦╣ż│╠┼RĮńįu╣└Ų¾śIś╦£╩ĪŻ
Ż©4Ż®║ĖĮėĮėŅ^ÜłėÓæ¬┴”┼cų┬┴č▀ģĮńŚl╝■ĪŻ╩╣ė├ėąŽ▐į¬─ŻöM┼cįć“׎ÓĮY║ŽĄ─ĘĮĘ©Ż¼Įę╩Š┴╦Ų┬Č╚╝░ĮMī”æ¬┴”ī”ķL▌ö╣▄Ą└▀BŅ^┐┌║ĖĮėÜłėÓæ¬┴”Ą─ė░ĒæŻ¼Ą├│÷ķL▌ö╣▄Ą└║ĖĮė▀BŅ^┐┌╔ŽŲ┬┐┌Ė∙║ĖHAZŠÓ║Ė┐pųąą─2.5Ī½5.5 mm╠ÄÜłėÓæ¬┴”▌^┤¾Ż¼įōģ^ė“×ķ╬ŻļUģ^ė“ĪŻ╩╣ė├öĄųĄ─ŻöM╝░CšZčįŠÄ│╠Ż¼Ė∙ō■ÅŚ╦▄ąįūāą╬╣½╩ĮŻ¼Ą├ĄĮį┌╔ŽŲ┬┐┌Ė∙║ĖHAZģ^2.5Ī½5.5mmęį╝░╔w├µ║ĖHAZģ^5.0 mmĪ½7.5 mm╠Äį┌║ĖĮė▀^│╠ųą╝░║Ė║¾śOęūķ_┴čĮYšōĪŻ
2 įć“×
į┌įć“׳÷Ąž║═║ĖĮė╣żū„┼_ī”╔Įģ^╣▄Ą└╚½╬╗ų├ūįäė║Ė╝╝ągĄ─čbéõąį─▄Īó║ĖĮė╣ż╦ć║═╩®╣ż╣żą“Ą╚▀Mąąįć“×ĪŻ
┤¾Ų┬Č╚╣▄Ą└║Ė┐┌║═▀BŅ^┐┌Ą─║ĖĮėįć“×į┌║ĖĮė╣żū„┼_▀MąąĪŻŲ┬Č╚45ĪŃŻ¼▓╔ė├å╬║ĖŠµ═Ō║ĖÖCå╬├µ║Ėļp├µ│╔ą═Ą─Ė∙║Ė╝╝ągŻ¼å╬║ĖŠµ═Ō║ĖÖCÜŌ▒Żūo╦ÄąŠ║ĖĮzŽ┬Ž“║Ė╠Ņ│õĪó╔w├µ║Ė╝╝ągĪŻįć“׹¦╣¹Ż║║Ė┐┌│╔ą═┘|┴┐║├Īóø_ō¶Ēgąį║├Ż¼║ĖĮėą¦┬╩Ė▀Ż©▒Ē 1Īó▒Ē 2Īó▒Ē 3Ż®ĪŻ▀Mąą25ĪŃ┐vŲ┬Ą─ł÷Ąžįć“ׯ¼“×ūC┴╦▓╝╣▄ÖCĪó║ĖĮė╣ż│╠▄ćĪóÖCąĄĘ└Ė»Ą╚ąį─▄ĪŻ
3 ĮYšō
═©▀^ī”įOėŗĘĮĘ©Īóčbéõčą░lĪó║ĖĮė╣ż╦ćĪó╩®╣ż╝╝ągĄ╚蹊┐║═īŹ█`Ż¼╔Įģ^╣▄Ą└╚½╬╗ų├ūįäė║Ė╝╝ąg┐╔į┌╣▄Ą└Ų┬Č╚25ĪŃ╝░ęįŽ┬Ą─║Ė┐┌īŹ¼Fā╚║ĖÖC+ļp║ĖŠµ═Ō║ĖÖCūįäė║Ė£ŽŽ┬┴„╦«ū„śIŻ¼į┌╣▄Ą└Ų┬Č╚┤¾ė┌25ĪŃ║═▀BŅ^ęį╝░╠ž╩ŌĄžČ╬Ą─║Ė┐┌īŹ¼Få╬║ĖŠµ═Ō║ĖÖCūįäė║Ėū„śIŻ¼═Ļ╚½īŹ¼F╔Įģ^╣▄Ą└╦∙ėą║Ė┐┌╚½ūįäė║ĖĮėĪŻ

ū„š▀║åĮķŻ║Ė╚AŻ¼ć°╝ę╣▄ŠW╝»łF╬„─Ž╣▄Ą└╣½╦Š╝╝ągīŻ╝ęŻ¼Ė▀╝ē╣ż│╠ĤĪŻ1985─Ļ«ģśIė┌╚A¢|╩»ė═īWį║ā”▀\īŻśIŻ¼┤¾īW▒Š┐ŲĪŻ«ģśI║¾Å─╩┬╣▄Ą└╣ż│╠įOėŗ╣żū„27─ĻŻ¼═Ļ│╔┤¾╠ņ│žśŗįņĦĄž├µ╝»▌ö╣ż│╠Ą╚40ėÓĒŚŻ¼śs½@2004─Ļć°╝ę╣ż│╠įOėŗĮ¬äĄ╚ČÓĒŚ¬ääŅĪŻ2012─Ļš{╚ļ╬„─Ž╣▄Ą└╣½╦ŠŻ¼═Ļ│╔ųąŠÆė═ÜŌ╣▄Ą└╣ż│╠Į©įO▒O╣▄Ż¼¼Fų„ę¬ō·╚╬╣ż│╠╝╝ąg╣▄└Ē║═┐Ųčą╣żū„ĪŻ┬ōŽĄĘĮ╩ĮŻ║18085810801Ż¼1581362180@qq.comĪŻ
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW░▓éõ 62010202003034╠¢
Ė╩╣½ŠW░▓éõ 62010202003034╠¢ 
