



╠ņ╚╗ÜŌ╣▄Ą└Ė³ōQ╣▄Č╬║ĖĮė▀^│╠┘|┴┐┐žųŲ
üĒį┤Ż║ĪČ╣▄Ą└▒ŻūoĪĘ2021─ĻĄ┌5Ų┌ ū„š▀Ż║į¼│Ż▄Ä ╣∙ę└īÜ ╣∙┤µĮ▄ ĢrķgŻ║2021-10-9 ķåūxŻ║
į¼│Ż▄Ä ╣∙ę└īÜ ╣∙┤µĮ▄
ć°╝ę╣▄ŠW╝»łF▒▒Š®╣▄Ą└ŠSōīą▐Ęų╣½╦Š
š¬ę¬Ż║ōQ╣▄ū„×ķ╠ņ╚╗ÜŌ╣▄Ą└╚▒Ž▌ė└Š├ąįą▐Å═ĘĮĘ©Ż¼ū„śI▀^│╠ųąĄ─║ĖĮė┘|┴┐ų┴ĻPųžę¬Ż¼▒žĒÜć└Ė±ę└šš║ĖĮė╣ż╦ćęÄ│╠Ż¼┐žųŲ║├├┐éĆ▓Į¾E╗“╣żą“Ą─╩®╣ż┘|┴┐Ż¼▒ŻūC║¾Ų┌╣▄Ą└Ą─░▓╚½▀\ąąĪŻĮķĮB┴╦ōQ╣▄║ĖĮėū„śI▀^│╠Ą─┘|┴┐┐žųŲ┤ļ╩®║═─┐ęĢÖz“×ā╚╚▌Ż¼×ķŽÓĻPōQ╣▄ū„śI╠ß╣®ĮĶĶbĪŻ
ĻPµIį~Ż║╠ņ╚╗ÜŌ╣▄Ą└Ż╗Ė³ōQ╣▄Č╬Ż╗║ĖĮė▀^│╠╣▄┐žŻ╗─┐ęĢÖz“×
į┌╠ņ╚╗ÜŌ╣▄Ą└ļ[╗╝š¹ų╬ųąŻ¼Įø│ŻąĶę¬═©▀^Ė³ōQ╣▄Č╬ī”┤µį┌╚▒Ž▌▀MąąÅžĄūą▐Å═Ż¼Č°║ĖĮė▀^│╠┘|┴┐┐žųŲĘŪ│ŻĻPµIĪŻę¬Ū¾├┐Ą└╣żą“▒žĒÜć└Ė±░┤šš║ĖĮė╣ż╦ćęÄ│╠ł╠ąąŻ¼═¼Ģrėąą“╣▄└Ēę▓╩Ū▒ŻūC║ĖĮė┘|┴┐Ą─ųžę¬ę“╦ž[1]ĪŻ▒Š╬─ęįĻāŠ®╦─ŠĆ╣▄Ą└ōQ╣▄ū„śI×ķ└²Ż¼šō╩÷║ĖĮė▀^│╠┘|┴┐┐žųŲę¬³cŻ¼×ķŽÓĻP╣żū„╠ß╣®ģó┐╝ĪŻ
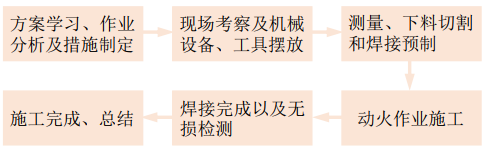
1 ║ĖĮėū„śIŪ░£ž┴Ģ
ōQ╣▄ū„śIŪ░ĮM┐Ś╦∙ėąū„śI╚╦åTšJšµ£ž┴Ģ║ĖĮė╣ż╦ćęÄ│╠║═║ĖĮėū„śIĘĮ░ĖŻ¼īó║ĖĮėū„śI┴„│╠╩ņėøė┌ą─ĪŻšŲ╬šĖ„ūį╣żū„ĘČć·Īó┬Üž¤╝░ū„śIā╚╚▌Ż¼├┐éĆ▓Į¾E╗“╣żą“ś╦£╩╝░“×╩šę¬Ū¾Ż¼║Ž└ĒĘųĮM▓ó┴ą│÷╦∙ąĶ╩®╣żįOéõĪó╣żŠ▀║═Öz£yŲ„Š▀Ż©łD 1Ż®ĪŻ
łD 1 ║ĖĮėū„śI┴„│╠
ķ_š╣Ąõą═░▓╚½╩┬╣╩░Ė└²Š»╩ŠĮ╠ė²Ż¼Ęų╬÷╩┬╣╩░l╔·įŁę“Ż¼┐éĮY╩┬╣╩ŅAĘ└┼c╠Ä└ĒĄ─ėąą¦ĘĮĘ©Ż¼ĮY║Ž┤╦┤╬īŹļHū„śI╠ž³cŻ¼įu╣└┐╔─▄┤µį┌Ą─å¢Ņ}Ż¼ųŲČ©ŽÓæ¬Ą─╠Äų├┤ļ╩®ĪŻ
2 ║ĖĮėū„śI£╩éõ
2.1 ū„śI╚╦åT
║Ė╣ż▒žĒÜ░┤ĪČÕüĀtē║┴”╚▌Ų„ē║┴”╣▄Ą└║Ė╣ż┐╝įćęÄätĪĘę¬Ū¾Įø┐╝įć║ŽĖ±║¾Ż¼ĘĮ┐╔Å─╩┬ŽÓæ¬Ą─║ĖĮė╩®╣żĪŻę¬Ū¾╩ņŽż▒Š┤╬ū„śI║ĖĮėęÄ│╠Īó║ĖĮėłD╝ł╝░║ĖĮė▓─┴ŽŻ¼šŲ╬š║ĖĮėĮėŅ^Ą─ęÄĘČģóöĄŻ¼═¼Ģrėŗ╦Ń│÷╦∙ꬎ¹║─Ą─║Ė▓─öĄ┴┐Ż¼ęį▒Ń╣Ø╝s║Ė▓─Ż¼ĮĄ▒Šį÷ą¦ĪŻ╣▄╣żæ¬╩ņŽż╩®╣żłD╝łĪó╣▄Ą└Ų┬┐┌ą╬╩ĮĪóĮMī”ķgŽČ╝░čb┼õę¬Ū¾Ż¼╠ßŪ░£y┴┐│÷Š▀¾wöĄō■Ż¼ųŲČ©ŪąĖŅĪóŽ┬┴ŽĄ─ĘĮ░ĖŻ¼ęį▒Ńū„śIĢr╣Ø╩ĪĢrķg╠ßĖ▀ī”┐┌┘|┴┐ĪŻ┘|┴┐╣▄┐ž╚╦åT├„┤_╣▄┐┌ĮMī”║ĖĮė┘|┴┐Ą─┐žųŲ║═“×╩šĪó║Ė┐┌Öz£yś╦£╩║═Öz£yĘĮĘ©ęį╝░░▓╚½╣▄└ĒęÄČ©ĪŻ
╩®╣ż╚╦åTć└Ė±░┤šš░▓╚½╣▄└ĒęÄČ©ł╠ąą▓┘ū„Ż¼┼Õ┤„║├éĆ╚╦ä┌▒Żė├ŲĘ╗“ßśī”─│ę╗╠ž╩Ōł÷║ŽįOų├Ę└ūoŲ„Š▀Ż¼ū÷║├░▓╚½ŅA░ĖŻ¼░č═╗░l╩┬╣╩ōp╩¦ĮĄĄĮūŅĄ═ĪŻ░▓╚½▒Oūo╚╦åT░l¼Fļ[╗╝╝░Ģrū÷│÷ŅA┼ą║═╠Äų├Ż¼┤_▒Ż╩®╣ż░▓╚½ĪŻ
2.2 ▓─┴Ž┼c║Ė▓─
╣▄╣ż┤_šJ╩®╣ż¼Fł÷▓─┴ŽĄ─▓─┘|ĪóęÄĖ±Īóą═╠¢║═öĄ┴┐Ę¹║Žū„śIę¬Ū¾Ż¼ęįĘ└Õeė├ĪŻ║Ė╣ż┤_šJ║ĖĮė▓─┴Ž╩Ūʱ┼c║ĖĮėęÄĘČę¬Ū¾ę╗ų┬Ż¼ęįĘ└Õe║ĖŻ¼įņ│╔ĘĄ╣żĪŻć└Ė±░┤ęÄ│╠ę¬Ū¾īŹ╩®║ĖĮė▓─┴ŽĄ─║µ┐ŠĪóŅIė├╝░╩╣ė├ĘĮĘ©ĪŻ║ĖĮė▒ŻūoÜŌ¾wŻ©ČĶąįÜŌ¾wĪó╗ŅąįÜŌ¾w╗“ā╔š▀Ą─╗ņ║ŽÜŌ¾wŻ®Ą─Ė╔į’Č╚║═╝āČ╚æ¬ØMūŃ─Ė┴Ž║═║ĖĮė╣ż╦ćĄ─ę¬Ū¾Ż¼▓ó░┤║ĖĮėęÄ│╠ęÄČ©įć“×ÜŌ¾w╝āČ╚╝░║ĖĮė┐╔ė├ąį[2]ĪŻ
2.3 Ų┬┐┌╝ė╣ż║═╣▄┐┌ŪÕ└Ē
╣▄╣ż▒žĒÜ░┤šš║ĖĮėęÄ│╠ę¬Ū¾Ż¼¼Fł÷▓╔ė├č§Īóęę╚▓╗赤ßŪąĖŅ╝ė╣ż╗“š▀ę║ē║ŪąĖŅįOéõ▀Mąą╣▄Č╬Ų┬┐┌└õŪąĖŅ║═Ų┬┐┌┤“─źŻ¼ų▒ĄĮ╦∙ę¬Ū¾Ą─Ų┬┐┌ĮŪČ╚ĪóŌg▀ģ║±Č╚║═Š½Č╚Ż¼▓ó│²╚źŲ┬┐┌▒Ē├µĄ─ĶFõPĪóė═╬█Īó─Ó╦«Īó╚█į³Ż¼ŪÕ└Ē│÷Įī┘╣ŌØ╔ĪŻąŻ“×╣▄┐┌ÖEłAČ╚Ż¼╣▄┐┌Č╦├µį┌═¼ę╗ŲĮ├µā╚Ż¼╚ńė÷╣▄Ą└▒┌║±▓╗ę╗ų┬æ¬ą▐─ź▀^Č╔Ż¼▒▄├ŌĮMī”Ģr░l¼F╔Ž╩÷å¢Ņ}į┘▀Mąą╠Ä└ĒĪŻ
3 ║ĖĮė▀^│╠╣▄┐ž
3.1 ║ĖĮėŚl╝■
║ĖŪ░Öz▓ķ║ĖĮėū„śIŁhŠ│Ż¼ŪÕ│²ū„śIģ^ė“ā╚Ą─ęū╚╝ęū▒¼╬’ŲĘŻ¼╣▄Ą└ā╚Ą─┐╔╚╝ÜŌ¾wĮøĄ¬ÜŌų├ōQ▀_ĄĮ║ĖĮėū„śIę¬Ū¾ĪŻė÷ĄĮėĻč®Īó’L╔│Ą╚É║┴ėÜŌ║“ė░Ēæ║ĖĮė┘|┴┐ĢrŻ¼║ĖŪ░ę¬┤ŅįOĘ└’LĪóĘ└ėĻ┼’Ż¼╝ė¤ßĪóĖ╔į’įO╩®ĄĮ╬╗Ż¼Ę└ų╣╠ņÜŌ═╗╚╗ūā╗»ī”║Ė┐p┘|┴┐įņ│╔ė░ĒæĪŻ
3.2 ĮMī”║═Č©╬╗║Ė
╣▄Ą└ĮėŅ^ĮMī”æ¬į┌┤_šJŲ┬┐┌╝ė╣żĪóŪÕ└Ē┘|┴┐Ę¹║Ž║ĖĮėęÄ│╠Ą─ę¬Ū¾║¾▀MąąŻ¼▓óėąŽÓæ¬Ą─▒ĒĖ±ėøõøįŁ╩╝öĄō■ĪŻ╚ń╣¹Ų┬┐┌ą╬╩ĮĪóĮMī”ķgŽČĪóŌg▀ģ┤¾ąĪ▓╗║Ž▀mŻ¼╚▌ęūįņ│╔ā╚░╝Īó║Ė┴÷Īó┴č╝yĪó╬┤║Ė═ĖĄ╚╚▒Ž▌ĪŻĮMī”ĢrķgŽČ權∙ä“Ż¼Ę¹║Ž║ĖĮėęÄĘČś╦£╩Ż¼┤╦Ģræ¬ėøõøŽ┬╣▄┐┌ĒśĢrßśĖ„Ą╚Ę▌╬╗ų├Ą─ķgŽČ┤¾ąĪĪóŲ┬┐┌Č╚öĄĪóÕe▀ģ┴┐Ą╚öĄō■Ż¼ė├üĒÖz“×╣▄╣żĮMī”┘|┴┐Ż¼ę▓ė├ęį▓ķšę║Ė┐p┘|┴┐ū„ę└ō■ĪŻĮMī”Ģr░┤╣ż╦ćęÄ│╠▓╔ė├īŻė├ī”┐┌Ų„³c╣╠Ż¼Č©╬╗║ĖĢræ¬ī”ĘQ³c╣╠Ż¼▓ó░┤ššęÄĘČę¬Ū¾▀Mąą³c╣╠Ż¼░┤ęÄ│╠ę¬Ū¾│Ęļxī”┐┌Ų„ĪŻ
3.3 ║ĖĮėĒśą“║═ģóöĄ┐žųŲ
║Ž└ĒĄ─║ĖĮėĒśą“┐╔ęį£pąĪ║ĖĮėĮYśŗūāą╬Ż¼ĮĄĄ═æ¬┴”╝»ųą║═ÜłėÓæ¬┴”Ż¼Ę└ų╣║Ė┐┌«a╔·čė▀t┴č╝y╚▒Ž▌ĪŻć└Ė±░┤šš║ĖĮė╣ż╦ćęÄ│╠ęÄČ©├┐Ą└║Ė┐┌║Ė╣żöĄ┴┐╝░│§╩╝║ĖĮė╬╗ų├Īó║ĖĄ└īėöĄĪó├┐īėĄ└öĄĪó├┐īė║±Č╚╩®║ĖŻ©łD 2Ż®ĪŻ║Ė╣ż▓╗Ą├╔├ūįĖ─ūāęÄČ©Ą─╩®║ĖļŖē║ĪóļŖ┴„Īó╦═Įz╦┘Č╚║═╦═ÜŌ┴┐ĘČć·Ą╚ģóöĄĪŻĖ∙║Ė═Ļ│╔║¾Ż¼ŪÕ└Ē╚█į³▓óį┌ęÄČ©Ą─Ģrķgā╚║ĖĮėĄ┌Č■▒ķ╝░║¾└m║ĖĄ└ĪŻ
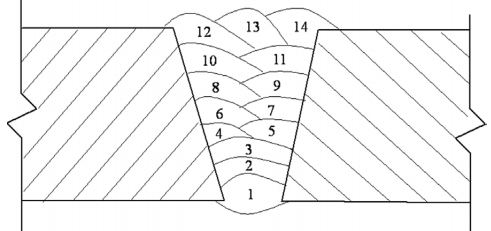
łD 2 ║ĖĮėĒśą“
3.4 ŅA¤ß║═īėķg£žČ╚▒Ż│ų
īėķg£žČ╚Ą═Ģ■╩╣║Ė┐p«a╔·£žČ╚ā╚æ¬┴”Ż¼═¼Ģr║Ė┐pĄ─└õģs╦┘Č╚┐ņŻ¼ė░Ēæ║Ė┐pĄ─ĮM┐Ś▐DūāĪŻīėķg£žČ╚Ė▀Ģ■╩╣╚█│žā╚Ą─║Ė┐pĮī┘║═¤ßė░Ēæģ^Ą──Ė▓─Įī┘£žČ╚▀^Ė▀Ż¼Å─Č°║Ė┐pĮī┘Š¦┴Żį÷┤¾╚▌ęū«a╔·┤Óė▓ĮM┐ŚŻ¼¤ßė░Ēæģ^┤ųŠ¦┴Żģ^ūā┤¾╩╣┴”īWąį─▄ūāē─ĪŻ╦∙ęįŅA¤ßĘĮĘ©ĪóŅA¤ß£žČ╚▒žĒÜØMūŃ║ĖĮėęÄ│╠ę¬Ū¾Ż¼▒ŻūC╣▄┐┌╩▄¤ßŠ∙ä“Ż¼▒Ż│ų║ĖĮėīėķg£žČ╚Ż¼ļSĢrÖz£yŅA¤ß£žČ╚Īóīėķg£žČ╚Ż¼šJšµėøõø├┐īė║Ė┐p═Ļ│╔Ą─Ģrķg║═├┐īė║ĖĄ└Ą─ķgĖ¶ĢrķgŻ¼ęį▒ŻūC║Ė┐pūŅ╝čąį─▄ĪŻ
4 ║ĖĮė║¾Öz▓ķ
4.1 ═Ōė^Öz▓ķ
║ĖĮė═Ļ│╔║¾┴ó┐╠▀Mąą═Ōė^ūįÖzĪŻę¬Ū¾║Ė┐pĖ▀Ą═ĪóīÆšŁ║═│╔ą╬Š∙ä“ę╗ų┬Ż¼║Ė┐p▒Ē├µ╚╬║╬ę╗³c▓╗Ą═ė┌╣▄Ą└▒Ē├µŻ¼║Ė┐pĄ─īÆČ╚║═║Ė┐pėÓĖ▀æ¬ØMūŃ║ĖĮėęÄ│╠ę¬Ū¾Ż╗║Ė┐p▒Ē├µ¤o┴č╝yĪóÜŌ┐ūĪóŖAį³Īó╗Ī┐ėĪóę¦▀ģ╝░║Ė┴÷Ą╚╚▒Ž▌Ż¼╚ńėą╚▒Ž▌╝░Ģr▀Mąąą▐čaŻ¼ū÷ĄĮ═Ōė^ūįÖz100%║ŽĖ±ĪŻ
4.2 ║ĖĄ└ŪÕ└Ē
ė├õōĮz╦ó░č║Ė┐pā╔├µĄ─’w×RĪóį³ŲżĄ╚ŪÕ└ĒĖ╔ā¶Ż¼ęį▒Ń×ķ║¾└m“×╩š╝░▀Mąą│¼┬Ģ▓©ĪóX╔õŠĆ╠Įé¹Ą╚¤oōpÖz£yäōįņ┴╝║├Ą─╣żū„Śl╝■ĪŻūŅ║¾┤“Æ▀║ĖĮė¼Fł÷Ż¼╣ż═Ļ┴Žā¶ł÷ĄžŪÕŻ¼ū÷ĄĮŁhŠ│┴Ń╬█╚ŠŻ¼╬─├„╩®╣żĪŻ
4.3 ║Ė║¾▒Ż£ž
«öŁhŠ│£žČ╚Ą═ė┌5ĪµĢrŻ¼×ķ┴╦Ę└ų╣║ĖĄ└╝▒¾EĮĄ£žČ°ŲŲē─║Ė┐pąį─▄Ż¼į┌║ĖĄ└╔Ž╝ė╔w▒Ż£ž▒╗╩╣║Ė┐pŠÅ┬²ĮĄ£žĪŻ╚ńėąŚl╝■┐╔īó╩»├▐▒╗╝ė¤ßĄĮ80Īµęį╔ŽŻ¼╚╗║¾┴ó╝┤īóŪÕ└Ē═Ļ│╔Ą─║Ė┐┌│├¤ß╣³╔Ž▓ó╔w╔Ž▒Ż£ž╠║Ż¼į┘ė├ŽŲżÄ¦└”ŠoŻ¼┤_▒Ż║Ė┐pąį─▄Ż©łD 3Ż®ĪŻ
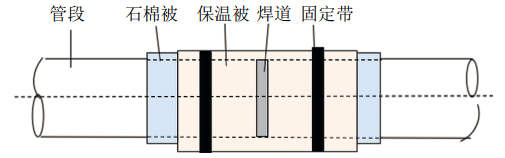
łD 3 ║Ė┐p▒Ż£ž╩ŠęŌłD
5 ║ĖĮė┘|┴┐─┐ęĢÖz“×
─┐ęĢÖz“×╩Ūįu╣└║ĖĮė┘|┴┐Ą─ūŅ╗∙▒ŠĘĮĘ©Ż¼╩Ū┼ąČ©║ĖĮė┘|┴┐╩Ūʱ║ŽĖ±Ą─ūŅĄ═ę¬Ū¾Ż¼Öz“×ā╚╚▌╚ńłD 4╦∙╩ŠĪŻ─┐ęĢÖz“×╦∙ąĶ╣żŠ▀║åå╬Ż¼│╔▒ŠūŅĄ═Ż¼─▄į┌╚▒Ž▌ą╬│╔ų«│§Š═▒╗░l¼FŻ¼▓ó┴ó┐╠▓╔╚Īėąą¦Ą─╝mš²┤ļ╩®ĪŻ
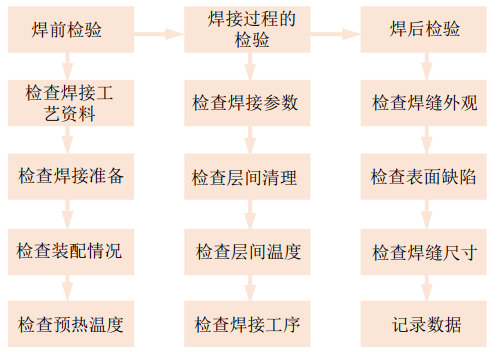
łD 4 ║ĖĮė─┐ęĢÖz“×
5.1 ║ĖŪ░Öz“×
║ĖŪ░Öz“×ęįŅAĘ└║═║╦▓ķ×ķų„Ż¼ųž³cÖz“×▓─┴ŽĪóŲ┬┐┌│▀┤ń┼c┘|┴┐ĪóĮMī”┘|┴┐╝░Ų┬┐┌ŪÕ└ĒĪó╩®║ĖŁhŠ│╝░║ĖŪ░ŅA¤ßĄ╚Ż¼ūŅ┤¾Ž▐Č╚▒▄├ŌĘĄ╣ż╗“£p╔┘║ĖĮė╚▒Ž▌Ą─«a╔·[3]ĪŻ
5.2 ║ĖųąÖz“×
į┌║ĖĮė▀^│╠ųą▀MąąÖz“×ĢrŻ¼Ė∙║Ė┘|┴┐Öz“×ĘŪ│ŻĻPµIŻ¼╚ń░l¼F³c╣╠║Ė╗“Ų║Ė╬╗ų├ėą┴č╝y▒žĒÜīó┴č╝y╠Ä─ź│²Ż¼─┐ęĢÖz“×ÅžĄū─ź│²║¾ųžą┬║ĖĮėŻ¼×ķŽ┬īė║ĖĄ└äōįņ┴╝║├║ĖĮėŁhŠ│ĪŻŲõ┤╬£žČ╚£y┴┐權Ó║ĖĄ└50║┴├ū▓┼Ė³ėąą¦Ż¼Č┼Į^▀`Ę┤▓┘ū„ęÄ│╠Ę┤ĘĮŽ“║ĖĮėĪŻ
5.3 ║Ė║¾Öz“×
║Ė║¾Öz“×įu╣└═Ļ╣ż║Ė┐pĄ─═Ōė^▌å└¬Īó║Ė┐p╝░Ųõ─Ė▓─▒Ē├µ╚▒Ž▌Ą╚Ż¼▓ó▀Mąą¤oōp╠Įé¹Öz£yŻ¼ėąą¦▒ŻūCōQ╣▄║ĖĮė┘|┴┐ĪŻ
ģó┐╝╬─½IŻ║
[1]ÅłÅV└¹.┤¾ą═ĮYśŗ╝■Ą─║ĖĮė┘|┴┐┐žųŲ[J].║Ė╣▄Ż¼2017Ż¼40Ż©09Ż®Ż║57-61.
[2]═§Üg.▓╗õPõō╣▄Ą└║ĖĮė╩®╣ż┘|┴┐┐žųŲ蹊┐[J].╣ż│╠╝╝ąg蹊┐Ż¼2020Ż¼5Ż©22Ż®Ż║118-119.
[3]┌w╚¶ą±Ż¼║┬ØŹ.╚╝ÜŌ╣ż│╠╣▄Ą└║ĖĮė┘|┴┐╣▄└ĒĘų╬÷[J].øQ▓▀╠Į╦„Ż©ųąŻ®Ż¼2020Ż©12Ż®Ż║24-25.

ū„š▀║åĮķŻ¼į¼│Ż▄ÄŻ¼1977─Ļ╔·Ż¼Ė▀╝ē╣ż│╠ĤŻ¼į┌ć°╝ę╣▄ŠW╝»łF▒▒Š®╣▄Ą└ėąŽ▐╣½╦ŠŠSōīą▐Ęų╣½╦ŠÅ─╩┬╩»ė═Īó╠ņ╚╗ÜŌ╣▄Ą└Į©įO╝░ŠSōīą▐╣żū„ĪŻ┬ōŽĄĘĮ╩ĮŻ║18634942243Ż¼ychangxuan@126.comĪŻ
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW░▓éõ 62010202003034╠¢
Ė╩╣½ŠW░▓éõ 62010202003034╠¢ 
