



╣żśI(y©©)ęÄ(gu©®)ĘČ║═ś╦£╩ī”╣▄Ą└Łh(hu©ón)║Ė┐pÅŖČ╚Ųź┼õĄ─ę¬Ū¾
üĒį┤Ż║ĪČ╣▄Ą└▒ŻūoĪĘ2021─ĻĄ┌2Ų┌ ū„š▀Ż║└Ņ×ķąl(w©©i) ŠÄūg ĢrķgŻ║2021-4-6 ķåūxŻ║
└Ņ×ķąl(w©©i)1,2 ŠÄūg
1.ųąė═╝»łF╩»ė═╣▄╣ż│╠╝╝ąg蹊┐į║Ż╗ 2.╩»ė═╣▄▓─╝░čbéõ▓─┴ŽĘ■ę█ąą×ķ┼cĮYśŗ░▓╚½ć°╝ęųž³cīŹ“×╩ę
š¬ę¬Ż║║ĖĮė╣ż│╠Ą─ę╗éĆ╗∙▒ŠįŁät╩Ū║Ė┐pÅŖČ╚æ¬┤¾ė┌╦∙▀BĮė─Ė▓─ÅŖČ╚ĪŻęį═∙ķL▌ö╣▄Ą└Į©įOųąŻ¼ØMūŃ▀@ę╗╗∙▒ŠįŁätÄū║§ø]ė÷ĄĮ╩▓├┤└¦ļyĪŻļSų°Ė▀ÅŖ╣▄ŠĆõōė├┴┐į÷╝ėŻ¼īŹ¼F(xi©żn)║Ė┐p┼c─Ė▓─Ė▀ÅŖŲź┼õūāĄ├Ė³Š▀╠¶æ(zh©żn)ąįŻ¼╠žäe╩Ū╩╣ė├└wŠS╦ž║ĖŚlĄ─ļŖ╗Ī║ĖŁh(hu©ón)║Ė┐pĪŻĘų╬÷┴╦ąąśI(y©©)ęÄ(gu©®)ĘČ║═ś╦£╩ī”╣▄Ą└Łh(hu©ón)║Ė┐pĄ─ÅŖČ╚Ųź┼õę¬Ū¾Ż¼ęį╝░Į³Ų┌ī¦ų┬Łh(hu©ón)║Ė┐p╩¦ą¦Ą─ę“╦žŻ¼ėæšō┴╦║ĖĮė╣ż╦ćįuČ©ę¬Ū¾Ż¼╠ß│÷┴╦Ž┬ę╗▓ĮĮŌøQ┤ļ╩®ĪŻ
ĻPµIį~Ż║╣▄Ą└Ż╗Łh(hu©ón)║Ė┐pŻ╗╩¦ą¦Ż╗ęÄ(gu©®)ĘČ┼cś╦£╩Ż╗╣ż╦ćįuČ©
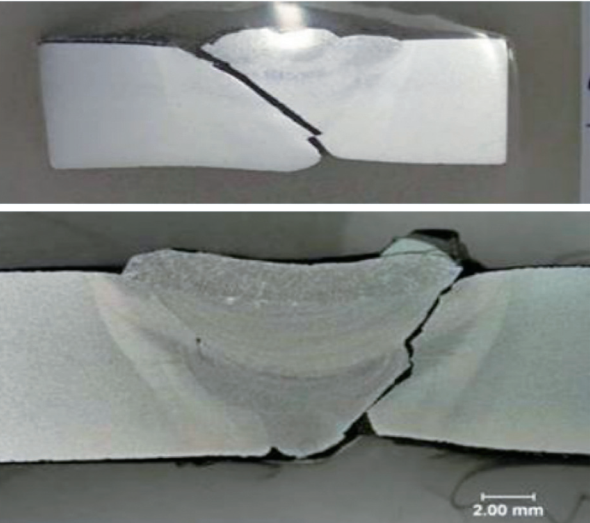
ūŅĮ³Ż¼▒▒├└ą┬Į©╣▄Ą└į┌Ę■ę█Ū░ņo╦«įćē║Ų┌ķg╗“═Č«a(ch©Żn)║¾▓╗Š├░l(f©Ī)╔·┴╦įSČÓŁh(hu©ón)║Ė┐p╩¦ą¦å¢Ņ}Ż©łD 1Ż®ĪŻŲõųąę╗ą®╩¦ą¦┐╔Üwę“ė┌╩®╣ż┘|(zh©¼)┴┐å¢Ņ}Ż¼Č°┴Ēę╗ą®ät╩Ū║Ė┐pÅŖČ╚Ųź┼õ▓╗ūŃ╗“¤ßė░Ēæģ^(q©▒)Ż©HAZŻ®▄ø╗»Ą─ĮY╣¹ĪŻ╦∙ėą╩¦ą¦Łh(hu©ón)║Ė┐pČ╝╩╣ė├╩ų╣żļŖ╗Ī║ĖŻ©SMAWŻ®Īó└wŠS╦ž╦ÄŲż║ĖŚlŻ©AWS EXX10ą═Ż®║ĖĮėĪŻ┤¾ČÓöĄ(sh©┤)╩¦ą¦░l(f©Ī)╔·į┌API 5L X70Ż©L485Ż®╣▄ŠĆõōĮ©įņĄ─┤¾ų▒ÅĮŻ©762 mm╝░ęį╔ŽŻ®╣▄Ą└Ż¼Ųõųąø]ėąę╗└²┼cÜŌ¾w▒Żūo║ĖŻ©GMAWŻ®Łh(hu©ón)║Ė┐pėąĻPĪŻ

łD 1 ą┬Į©╣▄Ą└╦«ē║įć“×ĢrŁh(hu©ón)║Ė┐p╩¦ą¦
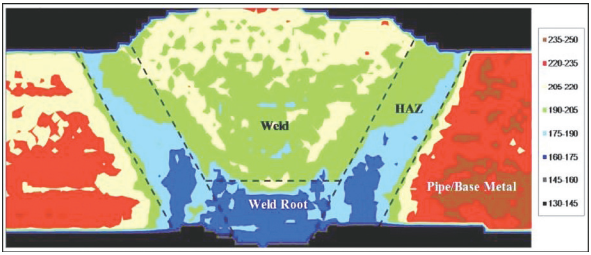
ę“Łh(hu©ón)║Ė┐p╚▒Ž▌Č°ī¦ų┬Ą─╣▄Ą└╩┬╣╩Ż©ą╣┬®║═ŲŲ┴诮░l(f©Ī)╔·┬╩ÜvüĒ▌^Ą═ĪŻė╔ā╚(n©©i)ē║įņ│╔Ą─▌SŽ“æ¬┴”Ż©┤╣ų▒ė┌Łh(hu©ón)║Ė┐pŻ®├„’@Ą═ė┌Łh(hu©ón)Ž“æ¬┴”Ż¼═Ļ╣żĄ─Łh(hu©ón)║Ė┐p┐╔į┌Ž┬£ŽŲĄ§▀^│╠ųą«a(ch©Żn)╔·▌SŽ“æ¬┴”ĪŻį┌ĘŪŲĮ╠╣Ąžą╬║═╣šÅØ╠ÄŻ¼«ö╣▄Ą└▌å└¬┼c╣▄£Ž▌å└¬▓╗Ųź┼õĢrŻ¼ę▓Ģ■«a(ch©Żn)╔·ĖĮ╝ė▌SŽ“æ¬┴”ĪŻ«ö╣▄Ą└│ą╩▄▌SŽ“▌d║╔ĢrŻ¼╚ń╣¹Łh(hu©ón)║Ė┐pÅŖČ╚Ą═ė┌─Ė▓─ÅŖČ╚Ż¼æ¬ūāį┌Ą═ÅŖ║Ė┐p╠Ä└█ĘeĪŻ╚ń╣¹▌d║╔┤¾ĄĮūŃęįę²Ų╣▄Ą└╦▄ąįæ¬ūāŻ¼ät┐╔─▄ī¦ų┬Łh(hu©ón)║Ė┐p░l(f©Ī)╔·╦▄ąįŲŲē─ĪŻ╩¦ą¦╩┬╣╩└█Ęe╦▄ąįæ¬ūāĄ─ūCō■(j©┤)Ż¼░³└©║Ė┐pā╚(n©©i)║═║Ė┐pĖĮĮ³Ą─Ņi┐sŻ©łD 2Ż®ęį╝░Łh(hu©ón)觜õų¼ča┐┌═┐īėųąĄ─┴č╝yĪŻ«ö║Ė┐pÅŖČ╚Ė▀ė┌─Ė▓─ÅŖČ╚ĢrŻ¼▌SŽ“▌d║╔Ą─æ¬ūāĘų▓╝į┌─Ė▓─ā╚(n©©i)ĪŻĄ═ÅŖŲź┼õŁh(hu©ón)║Ė┐p┐╔Üwę“ė┌╣▄▓─┐vŽ“Ū³Ę■ÅŖČ╚┤¾ė┌╚█Ę¾║Ė┐pĮī┘Ą─Ū³Ę■ÅŖČ╚Ż¼HAZ▄ø╗»ę▓┐╔─▄ī¦ų┬ÅŖČ╚▓╗Ųź┼õĪŻ
łD 2 ║Ė┐p║═║Ė┐pĖĮĮ³Ą─Ņi┐sūCō■(j©┤)
1 Į³Ų┌ŽÓĻP蹊┐▀Mš╣
1.1 ╣▄▓─Ū³Ę■ÅŖČ╚
2009─ĻŻ¼├└ć°▀\▌ö▓┐Ż©US DOTŻ®╣▄Ą└║═╬ŻļUŲĘ░▓╚½╣▄└ĒŠųŻ©PHMSAŻ®░l(f©Ī)▓╝┴╦ę╗Ę▌ū╔įā╣½ĖµŻ©ADB©C09©C01Ż®Ż¼╠ßąč╣▄Ą└▀\ĀI╔╠ūóęŌĖ▀ÅŖ╣▄ŠĆõōĄ─Ū³Ę■ÅŖČ╚Īó┐╣└ŁÅŖČ╚║═╗»īW│╔ĘųĢ■į┌ę╗Č©ĘČć·▓©äėĪŻ╚ńPSL2 X70õō╣▄Ū³Ę■ÅŖČ╚ĘČć·485Ī½635 MPaŻ¼═©│ŻĖ▀ė┌API 5Lś╦£╩ęÄ(gu©®)Č©Ą─ūŅąĪŪ³Ę■ÅŖČ╚ĪŻ▀@╩Ūė╔ė┌õō╣▄ųŲįņ╔╠į┌┐╝æ]Ą┌╚²ĘĮīŹ“×╩ę└Ł╔ņįć“×▀^│╠Ż©įćśėē║▒ŌĪóBauschingerą¦æ¬Īóę²╔ņėŗĘ┼ų├Ą╚Ż®┤µį┌▓©äėŪķørŽ┬Ż¼į┌ś╦£╩ęÄ(gu©®)Č©Ą─ĘČć·ā╚(n©©i)▒M┐╔─▄╩╣Ū³Ę■ÅŖČ╚ā╚(n©©i)┐žųĖś╦Ė³Ė▀ĪŻī”ė┌┤¾ų▒ÅĮ╣▄Ą└Ż¼API 5Lī”╣▄¾w┐vŽ“└Ł╔ņąį─▄ø]ėąę¬Ū¾ĪŻ┐vŽ“ÅŖČ╚ėąĢrĖ▀ė┌ÖMŽ“ÅŖČ╚Ż¼ė╚Ųõ╩ŪX70┬▌ą²┐p║Ė╣▄─Ė▓─Ą─Ū³Ę■ÅŖČ╚Ė▀▀_648 MPaŻ¼╩╣ė├└wŠS╦ž║ĖŚl▓╗┐╔─▄▀_ĄĮ╚ń┤╦Ė▀Ą─ÅŖČ╚ĪŻ
1.2 HAZ▄ø╗»
Ė▀ÅŖ╣▄ŠĆõōįńŲ┌Ż©50─Ļ┤·─®X52║═60─Ļ┤·│§X60Ż®Ż¼▀_ĄĮ╦∙ąĶÅŖČ╚╦«ŲĮĄ─Ųš▒ķū÷Ę©╩Ū╠Ē╝ė│ŻęÄ(gu©®)║ŽĮį¬╦žŻ¼╚ń╠╝║═ÕiŻ¼▓óīŹ¼F(xi©żn)┴╦ŅAŲ┌ą¦╣¹Ż¼Ą½ī”║ĖĮėąį─▄«a(ch©Żn)╔·┴╦▓╗└¹ė░ĒæŻ¼HAZęūą╬│╔ī”┴č╝y├¶ĖąĄ─’@╬óĮM┐ŚŻ¼╝ėų«╩╣ė├└wŠS╦ž║ĖŚlĄ─║Ė┐pÜõ║¼┴┐Ė▀Ż¼ī¦ų┬Łh(hu©ón)║Ė┐pÜõų┬ķ_┴č’LļU├„’@į÷┤¾ĪŻ
ļSų°¤Æõō╝╝ągĄ─▀M▓ĮŻ¼į┌ĮėŽ┬üĒĄ─10─Ļųąķ_░l(f©Ī)Ą─Ė▀ÅŖõōŻ©X65║═X70Ż®ķ_╩╝ę└┐┐╬ó║ŽĮ╗»║═▓╔ė├¤ßÖCąĄ▄łųŲŻ©TMCPŻ®╣ż╦ćüĒ▀_ĄĮ╦∙ąĶĄ─ÅŖČ╚╦«ŲĮŻ¼Č°▓╗╩Ū╠Ē╝ė│ŻęÄ(gu©®)║ŽĮį¬╦žŻ¼Å─Č°ķ_░l(f©Ī)│÷Š▀ėąĄ═╠╝«ö┴┐║═┴╝║├║ĖĮėąį─▄Ą─Ė▀ÅŖ╣▄ŠĆõōĪŻ
▀M╚ļ21╩└╝oęįüĒŻ¼ļSų°╬ó║ŽĮ╠Ē╝ė│╔▒Š╔Ž╔²Ż¼õōĶFųŲįņ╔╠ķ_╩╝Ė³ČÓę└┘ćė┌TMCP╣ż╦ćŻ¼ī¦ų┬╣▄ŠĆõōųą╗»īW│╔Ęų║¼┴┐Ė³Ą═Ż¼└²╚ń╠╝║¼┴┐Ą═ė┌0.05%Ż¼ļm╠ßĖ▀┴╦HAZ┐╣Üõų┬└õ┴čĄ──▄┴”Ż¼Ą½Ģ■ī¦ų┬HAZ▄ø╗»├¶Ėąąįį÷ÅŖĪŻ
1.3 Ė∙║ĖĄ═ÅŖŲź┼õ
X70╣▄Ą└Łh(hu©ón)║Ė┐p╩ų╣ż║Ė¼F(xi©żn)ąąū÷Ę©╩ŪĖ∙║Ė╩╣ė├E6010║ĖŚlĪóŲõėÓ║ĖĄ└╩╣ė├E8010║ĖŚlĪŻX70╣▄ŠĆ╣▄Ī░70Ī▒▒Ē╩Š╦∙ąĶĄ─ūŅąĪŪ³Ę■ÅŖČ╚×ķ70 ksiŻ©485 MPaŻ®Ż╗E8010║ĖŚlĪ░80Ī▒▒Ē╩Š80 ksiŻ©551 MPaŻ®╦∙ąĶĄ─ūŅąĪ┐╣└ŁÅŖČ╚Ż¼ŲõūŅąĪŪ³Ę■ÅŖČ╚×ķ67 ksiŻ©462 MPaŻ®ĪŻé„Įy(t©»ng)ė^³cšJ×ķŻ¼Ė∙║Ė║ĖŚlÅŖČ╚ī”║Ė┐pĄ─š¹¾wÅŖČ╚ė░Ēæ▓╗┤¾Ż¼ī¦ų┬ÅŖČ╚▓╗Ųź┼õĄ─ę“╦ž╩ŪĖ∙║Ė╩╣ė├E6010║ĖŚlŻ¼╠žäe╩ŪĖ∙║Ėš╝š¹éĆ║Ė┐p║±Č╚▒╚└²▌^Ė▀Ą─▒Ī▒┌▓─┴ŽŻ©łD 3Ż®ĪŻ
łD 3 ╩╣ė├E6010/E8010 ║ĖŚl║ĖĮėĄ─X70Łh(hu©ón)║Ė┐pė▓Č╚įŲłD
20╩└╝o80─Ļ┤·įńŲ┌Ż¼╝ė─├┤¾║ĖĮė蹊┐╦∙ķ_š╣┤¾┴┐蹊┐╣żū„Ż¼ų«║¾E6010║Ė▓─į┌Ė▀ÅŖ╣▄ŠĆĖ∙║ĖųąĄ├ęįŲš▒ķ╩╣ė├ĪŻ«öĢrŻ¼Ė▀ÅŖ╣▄ŠĆõōĖ▀║ŽĮ╗»Ż¼ī¦ų┬HAZĖ▀┤Ń═Ėąį║═Üõų┬┴č╝y├¶Ėąąįį÷ÅŖĪŻĖ∙║Ė╩╣ė├▌^Ą═ÅŖČ╚║Ė▓─Ż¼ätæ¬ūā░l(f©Ī)╔·į┌ÅŖČ╚▌^Ą═Ż©ĒgąįĖ³Ė▀Ż®Ą─║Ė┐p╠ÄČ°▓╗╩ŪHAZŻ¼Å─Č°ĮĄĄ═┴╦Üõų┬┴č╝y’LļUĪŻ
¼F(xi©żn)┤·Ė▀ÅŖ╣▄ŠĆõō╗»īW│╔Ęų║¼┴┐Ė³Ą═Ż¼ŲõHAZŠ▀ėą║▄Ė▀Ą─┐╣Üõų┬┴č╝y─▄┴”Ż¼▓╔ė├ÅŖČ╚Ųź┼õ║ĖŚl▀MąąĖ∙║Ėš²ĘĻŲõĢrĪŻ
2 ║ĖĮė╣ż╦ćįuČ©ę¬Ū¾
ī”ė┌╩╣ė├└wŠS╦ž║ĖŚl║═╗∙ė┌╣ż╦ć╚▒Ž▌“×╩š£╩ätĮ©įņĄ─╣▄Ą└Ż¼╩└ĮńĖ„ć°ąąśI(y©©)ęÄ(gu©®)ĘČ║═ś╦£╩ī”Ė▀ÅŖŲź┼õø]ėą╠ß│÷ę¬Ū¾ĪŻ╚ńAPI 1104Ī░╣▄Ą└║═ŽÓĻPįO╩®Ą─║ĖĮėĪ▒ś╦£╩Ż¼ø]ėąę¬Ū¾║Ė┐pīŹļHÅŖČ╚┤¾ė┌╣▄▓─īŹļHÅŖČ╚ĪŻį┌║ĖĮė╣ż╦ćįuČ©▀^│╠ųąŻ¼ų╗ę¬ĮėŅ^ÖMŽ“║Ė┐p└Ł╔ņįćśėĄ─öÓ┴čÅŖČ╚Ė▀ė┌╣▄▓─ęÄ(gu©®)Č©Ą─ūŅąĪ└Ł╔ņÅŖČ╚Ż¼ätį╩įSį┌║Ė┐p╠ÄöÓ┴čĪŻ┤╦═ŌŻ¼¤oąĶī”╣ż│╠ė├╣▄▀Mąą║ĖĮė╣ż╦ćįuČ©Ż©╗“Ųõ╦¹įć“ׯ®Ż¼ų╗ąĶį┌▀m«öõō╝ēŻ©═¼ę╗õō╝ē╗“ĮMā╚(n©©i)ūŅĖ▀õō╝ēŻ®õō╣▄▀MąąįuČ©ĪŻ═¼ę╗õō╝ē▓╗═¼╣▄▓─┐╔─▄Š▀ėą▓╗═¼└Ł╔ņąį─▄Ż¼▀@╚ĪøQė┌╣▄▓─ųŲįņĢrķgĪóųŲįņĘĮĘ©ĪóųŲįņ╔╠Ą╚ĪŻī”ė┌įSČÓæ¬ė├ł÷║ŽŻ©└²╚ńĘŪŲĮ╠╣Ąžą╬╣▄Ą└Ż®Ż¼║Ė┐pÅŖČ╚ų┴╔┘┼cĒŚ─┐ė├╣▄īŹļHŪ³Ę■ÅŖČ╚ŽÓŲź┼õ×ķ║├ĪŻŲõ╦¹ć°╝ę║ĖĮėęÄ(gu©®)ĘČ║═ś╦£╩ī”┤╦ę¬Ū¾┼cAPI 1104ę╗ų┬ĪŻ
Ą½╩ŪŻ¼ėąą®ć°═Ō╣½╦ŠĄ─Ų¾śI(y©©)ś╦£╩Ż©╚ńSHELLĪóBPĪóDNVŻ®║═╣ż│╠ś╦£╩Ż©╚ń├└ć°Ž─čė╣▄Ą└Ż®ī”╣▄Ą└Łh(hu©ón)║Ė┐p╠ß│÷┴╦Ą╚ÅŖ╗“Ė▀ÅŖŲź┼õĖĮ╝ėę¬Ū¾Ż¼▓óę¬Ū¾▓╔ė├╣ż│╠ė├╣▄▀Mąą║ĖĮė╣ż╦ćįuČ©Ż©ūgš▀╝ėŻ®ĪŻ
ąąśI(y©©)ęÄ(gu©®)ĘČ║═ś╦£╩į╩įS║Ė┐pīŹļHÅŖČ╚ąĪė┌─Ė▓─īŹļHÅŖČ╚Ż¼▓óĘŪ║├Ą─ū÷Ę©ĪŻ┼cęÄ(gu©®)ĘČ║═ś╦£╩Ą─Ųõ╦¹ę¬Ū¾ę╗śėŻ¼ęįā×(y©Łu)┴╝Ą─╣ż│╠┼ąöÓų┴ĻPųžę¬Ż¼ė├æ¶▒žĒÜ▀xō±▀m║Ž╠žČ©æ¬ė├ł÷║ŽĄ─╣ż│╠“×╩š£╩ätŻ¼įō£╩ät┐╔─▄Ė▀ė┌▀mė├ęÄ(gu©®)ĘČ╗“ś╦£╩Ą─ūŅĄ═ę¬Ū¾ĪŻ
ī”ė┌«öŪ░Ė▀ÅŖ╣▄ŠĆõōĮ©įņĄ─┤¾ų▒ÅĮ╣▄Ą└Ż¼╠žäe╩Ūį┌Ū┴ĻĄžÄ¦╗“įŌ╩▄│┴ĮĄ║═Ųõ╦¹Ąž┘|(zh©¼)×─║”Ą─ūāą╬╣▄Ą└Ż¼ę¬Ū¾į┌╣ż│╠ė├╣▄▀Mąą║ĖĮė╣ż╦ćįuČ©Ż¼ĮėŅ^║Ė┐pÖMŽ“└Ł╔ņįć“ד×╩š£╩ätæ¬×ķ╩¦ą¦▀hļx║Ė┐p─Ė▓─ĪŻča│õę¬Ū¾æ¬░³║¼į┌╩®╣ż║Ž═¼╬─╝■ųąĪŻ
3 Ž┬ę╗▓Į┤ļ╩®
3.1 ÅŖČ╚Ųź┼õ
▓╔ė├ÅŖČ╚Ųź┼õŁh(hu©ón)║Ė┐p┐╔Ę└ų╣▌SŽ“æ¬ūāį┌║Ė┐pģ^(q©▒)ė“└█ĘeŻ¼įōģ^(q©▒)ė“╩Ūūį╚╗æ¬┴”╝»ųąģ^(q©▒)Ż¼▒╚╣▄▓─║¼╚▒Ž▌Ą─Äū┬╩Ė³Ė▀ĪŻÅŖČ╚Ųź┼õęŌ╬Čų°║Ė┐pĮī┘Ą─Ū³Ę■ÅŖČ╚┼c╣▄▓─Ą─īŹļHŪ³Ę■ÅŖČ╚×ķĄ╚ÅŖ╗“Ė▀ÅŖŻ¼Ūęø]ėą├„’@Ą─HAZ▄ø╗»ĪŻ
ļm╚╗E8010║ĖŚlļyęį┼cX70╣▄▓─┐vŽ“ÅŖČ╚Ųź┼õŻ¼Ą½┐╔ęį▓╔╚ĪĖ─▀M┤ļ╩®Ż¼╚ń╩╣ė├E9010║ĖŚlĄ╚ĪŻE9010║ĖŚląĶę¬Ė³Ė▀ŅA¤ß£žČ╚Ż¼ęį▒▄├Ō│▒رŁh(hu©ón)Š│Ž┬Üõų┬ķ_┴č’LļUŻ¼Ą½Ė³Ė▀ŅA¤ß£žČ╚Ģ■╝ėäĪHAZ▄ø╗»ĪŻ
«öŪ░X70╣▄ŠĆ▓╔ė├Ī░ĮM║Ž╣ż╦ćĪ▒│╔╣”īŹ¼F(xi©żn)┴╦Ė▀ÅŖŲź┼õŁh(hu©ón)║Ė┐pŻ¼░³└©į┌Ė∙║Ė║═¤ß║Ė╩╣ė├└wŠS╦ž║ĖŚlŻ¼į┌ŲõėÓ║ĖĄ└╩╣ė├┐╔┐žÜõĄ─║ĖĮėĘĮĘ©╗“║Ė▓─Ż¼░³└©▓╔ė├Ą═ÜõŽ┬Ž“║Ė║ĖŚlŻ©└²╚ńE9045╗“E10045Ż®ļŖ╗Ī║ĖŻ©SMAWŻ®║═╦ÄąŠ║ĖĮzļŖ╗Ī║ĖŻ©FCAWŻ®ĪŻ┼cSMAWŽÓ▒╚Ż¼F(xi©żn)CAW═∙═∙Ģ■ī¦ų┬Ė³Ė▀¤ß▌ö╚ļ┤┘╩╣HAZ▄ø╗»Ż¼ę“┤╦Ż¼Ą═Üõ║ĖŚlŽ┬Ž“║ĖSMAW╩ŪČ╠Ų┌ā╚(n©©i)ūŅėąŪ░═ŠĄ─║“▀xĘĮ░ĖĪŻ▀Ćæ¬┐╝æ]į┌Ė∙║Ėųą╩╣ė├ÅŖČ╚Ųź┼õ║ĖŚlŻ¼╠žäe╩ŪĖ∙║Ėį┌║Ė┐p║±Č╚š╝▒╚║▄Ė▀Ą─▒Ī▒┌▓─┴ŽĪŻ
3.2 ║Ė┐pą╬├▓
API 1104─┐Ū░═Ų╦]Ą─ūŅ┤¾║Ė├▒Ė▀Č╚×ķ1.6 mmŻ¼æ¬ųžą┬┐╝æ]įōĮ©ūhŻ¼ę“×ķį÷Ė▀║═╝ėīÆ║Ė├▒┐╔Ę└ų╣Ą═ÅŖŁh(hu©ón)║Ė┐p╠ÄĄ─æ¬ūā└█ĘeĪŻ
3.3 ▌SŽ“æ¬┴”
į┌¼F(xi©żn)ł÷ÅØ╣▄ū„śI(y©©)▀^│╠ųąŻ¼▒žĒÜ┤_▒Ż╣▄ŠĆ▌å└¬┼c╣▄£Ž▌å└¬ŽÓ▀mæ¬Ż¼╩╣ĘŪŲĮ╠╣Ąžą╬║═╣š³c╠Ä╣▄Ą└Ž┬£Ž║¾▓╗«a(ch©Żn)╔·Ė▀▌SŽ“æ¬┴”ĪŻ
3.4 ╣▄▓─ÅŖČ╚║═│╔Ęų
ė├æ¶┐╔ęįį┌Ė▀ÅŖõō╣▄▓╔┘ÅęÄ(gu©®)ĘČųą╠ß│÷ę¬Ū¾Ż¼ęįĮĄĄ═Łh(hu©ón)║Ė┐pÅŖČ╚▓╗Ųź┼õĄ─┐╔─▄ąįĪŻ╚ńę¬Ū¾õō╣▄▀Mąą┐vŽ“└Ł╔ņįć“ׯ¼╠ßĖ▀ŲõūŅ┤¾į╩įSÅŖČ╚Ż¼ęį┤_▒ŻŁh(hu©ón)║Ė┐p┼c╣▄▓─Ą╚ÅŖ╗“Ė▀ÅŖŲź┼õĪŻ┐╔ęį═¼ĢręÄ(gu©®)Č©ūŅ┤¾į╩įS║═ūŅąĪ╦∙ąĶ╠╝«ö┴┐Ż¼ęįĘ└ų╣HAZ«a(ch©Żn)╔·Üõ┴č║═▄ø╗»’LļUĪŻūŅ║¾Ż¼æ¬īó└Ł╔ņįć“×│╠ą“ś╦£╩╗»Ż¼ęį▒▄├Ōõō╣▄ųŲįņ╔╠×ķ┴╦Ž¹│²įć“×▀^│╠▓©äėĦüĒĄ─Ū³Ę■ÅŖČ╚£yįćĮY╣¹Ą─▓╗┤_Č©ąįŻ¼Č°į┌ś╦£╩┐╔Įė╩▄ĘČć·ā╚(n©©i)╠ßĖ▀ā╚(n©©i)┐žųĖś╦Ą─ū÷Ę©ĪŻ
4 ĮYšō
Ż©1Ż®ī”ė┌╩╣ė├└wŠS╦ž║ĖŚl║═╗∙ė┌╣ż╦ć╚▒Ž▌“×╩š£╩ätĮ©įņĄ─╣▄Ą└Ż¼─┐Ū░ąąśI(y©©)ęÄ(gu©®)ĘČ║═ś╦£╩ø]ėąī”║Ė┐pĖ▀ÅŖŲź┼õ╠ß│÷ę¬Ū¾Ż¼ø]ėąę¬Ū¾ī”╣ż│╠ė├╣▄▀Mąą║ĖĮė╣ż╦ćįuČ©Ż¼ų╗ę¬└Ł╔ņįćśėöÓ┴čÅŖČ╚Ė▀ė┌╣▄▓─ęÄ(gu©®)Č©Ą─ūŅąĪ└Ł╔ņÅŖČ╚Ż©╗“Ųõ95%Ż®Ż¼ätį╩įSį┌║Ė┐p╠ÄöÓ┴čĪŻ
Ż©2Ż®╬─ųą╦∙╩÷║Ė┐p╩¦ą¦Ż¼ėąė^³cāAŽ“ė┌Å─║ĖĮėęÄ(gu©®)ĘČĘ¹║ŽąįĮŪČ╚┐┤╩Ū═Ļ╚½┐╔ęįĮė╩▄Ą─ĪŻČ°šµš²Ą─ū’┐²Ą£╩ū╩ŪĖ▀▌SŽ“▌d║╔║═Ė▀╣▄▓─ÅŖČ╚Ż¼Ģ■ī¦ų┬Ą═ÅŖŲź┼õŁh(hu©ón)║Ė┐p╠ÄĄ─æ¬ūā└█ĘeŻ¼│¼▀^┐╔│ą╩▄Ą─æ¬ūā─▄┴”ĢrŻ¼ī¦ų┬╦▄ąįŲŲē─ĪŻ
Ż©3Ż®Å─║ĖĮėęÄ(gu©®)ĘČĘ¹║ŽąįĮŪČ╚┐┤Ż¼║Ė┐p═Ļ╚½┐╔ęįĮė╩▄▓ó▓╗ęŌ╬Čų°╦³▀m║ŽŅAŲ┌Ę■ę█Śl╝■ĪŻ▒žĒÜęįā×(y©Łu)┴╝Ą─╣ż│╠┼ąöÓüĒ▀xō±ė├ė┌║ĖĮė╣ż╦ćįuČ©Ą─▓─┴Ž║═▀mė├ė┌╠žČ©ł÷║ŽĄ─└Ł╔ņįć“ד×╩š£╩ätŻ¼▀@ą®£╩ät┐╔─▄Ģ■│¼│÷▀mė├ęÄ(gu©®)ĘČ╗“ś╦£╩Ą─ūŅĄ═ę¬Ū¾ĪŻ▓╔ė├Ą╚ÅŖ╗“Ė▀ÅŖŲź┼õ║ĖĮė╣ż╦ćŻ¼Ę└ų╣HAZ▄ø╗»Ż¼īóėąą¦Ę└ų╣▌SŽ“æ¬ūāį┌Ą═ÅŖŁh(hu©ón)║Ė┐p╠Ä└█ĘeĪŻ
ų┬ųxŻ║▒Š╬─ūgūį2020░ž┴ų╣▄Ą└Ģ■ūhšō╬─ĪČPipeline Girth Weld Strength Matching Requirements in Industry Codes and StandardsĪĘŻ©DNV GL╣½╦ŠŻ¼William A. Bruce, P.E., IWE, CWEng Ż®ĪŻ
ĒŚ─┐ų¦│ųŻ║ć°╝ęųž³cčą░l(f©Ī)ėŗäØšnŅ}Ī░ L485 Ė▀æ¬ūā║Żč¾╣▄Ą└Łh(hu©ón)║Ė▓─┴Ž╝░╣ż╦ć╝╝ągĪ▒Ż©2018YFC0310305Ż®║═ųąć°╩»ė═┐ŲīW蹊┐┼c╝╝ągķ_░l(f©Ī)šnŅ}Ī░Ė▀æ¬ūā║Żč¾╣▄Ą└ĻPµIĘ■ę█ąį─▄įu╣└╝░Łh(hu©ón)║Ė╝╝ąg蹊┐Ī▒Ż©2018D-5010-12Ż®ĪŻ

ū„š▀║åĮķŻ║└Ņ×ķąl(w©©i)Ż¼š²Ė▀╝ē╣ż│╠ĤŻ¼1965─Ļ╔·Ż¼¼F(xi©żn)ų„ę¬Å─╩┬ė═ÜŌ▌ö╦═╣▄Ą└▓─┴ŽčąŠ┐╝░ś╦£╩╗»╣żū„ĪŻ┬ō(li©ón)ŽĄĘĮ╩ĮŻ║18191565092Ż¼liweiwei001@cnpc.com.cnĪŻ
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW(w©Żng)░▓éõ 62010202003034╠¢
Ė╩╣½ŠW(w©Żng)░▓éõ 62010202003034╠¢ 
