



Ė▀║¾╣¹ģ^(q©▒)╣▄Ą└╚▒Ž▌ą▐Å═(f©┤)╣ż╦ć▒╚▀x
üĒį┤Ż║ĪČ╣▄Ą└▒Żūo(h©┤)ĪĘ2021─ĻĄ┌3Ų┌ ū„š▀Ż║į¼Ģįą█ ĢrķgŻ║2021-6-9 ķåūxŻ║
į¼Ģįą█
ć°╝ę╣▄ŠW(w©Żng)╝»łF(tu©ón)Ż©ĖŻĮ©Ż®æ¬(y©®ng)╝▒ŠSą▐ėąŽ▐ž¤(z©”)╚╬╣½╦Š
š¬ę¬Ż║Ė▀║¾╣¹ģ^(q©▒)░▓╚½╣▄└Ē╩Ū╣▄Ą└═Ļš¹ąį╣▄└ĒĄ─ųžųąų«ųžĪŻĘų╬÷┴╦Ė▀║¾╣¹ģ^(q©▒)╣▄Ą└╚▒Ž▌ą▐Å═(f©┤)¼F(xi©żn)ĀŅŻ¼ī”▒╚Ė„ĘN╚▒Ž▌ą▐Å═(f©┤)╣ż╦ćā×(y©Łu)╚▒³cŻ¼ĮY(ji©”)║Ž╣▄Ą└╠žąį▀M(j©¼n)ąąą▐Å═(f©┤)╣ż╦ć▒╚▀xŻ¼Å─╝╝ąg(sh©┤)║═Įø(j©®ng)Ø·(j©¼)ĮŪČ╚═Ų╦]ūŅ╝č╚▒Ž▌ą▐Å═(f©┤)╣ż╦ćŻ¼Ž¹│²╣▄Ą└░▓╚½ļ[╗╝Ż¼╠ßĖ▀ė═ÜŌ▌ö╦═╣▄Ą└▒Š┘|(zh©¼)░▓╚½ĪŻ
ĻP(gu©Īn)µIį~Ż║Ė▀║¾╣¹ģ^(q©▒)Ż╗╚▒Ž▌ą▐Å═(f©┤)╣ż╦ćŻ╗ Ė»╬g╚▒Ž▌Ż╗║Ė┐p╚▒Ž▌Ż╗ųŲįņ╚▒Ž▌Ż╗░╝Ž▌
ō■(j©┤)Įy(t©»ng)ėŗŻ¼╣▄Ą└Ė▀║¾╣¹ģ^(q©▒)│ŻęŖ░▓╚½’L(f©źng)ļUųąŻ¼╣▄Ą└▒Š¾w╚▒Ž▌śOęūī¦(d©Żo)ų┬ą╣┬®║═▒¼š©╩┬╣╩░l(f©Ī)╔·ĪŻ╚ń╚╦åT├▄╝»ą═Ė▀║¾╣¹ģ^(q©▒)▌öÜŌ╣▄Ą└ę╗Ą®░l(f©Ī)╔·ą╣┬®▒¼š©╩┬╣╩Ż¼īóĢ■įņ│╔▌^┤¾Ą─╚╦åTé¹═÷║═žö«a(ch©Żn)ōp╩¦Ż╗║■▓┤Īó║ė┴„Ą╚Łh(hu©ón)Š│├¶Ėąą═Ė▀║¾╣¹ģ^(q©▒)▌öė═╣▄Ą└░l(f©Ī)╔·ą╣┬®╩┬╣╩Ż¼īóĢ■įņ│╔▌^┤¾Ą─╦«═┴╬█╚Š║═žö«a(ch©Żn)ōp╩¦Ą╚ĪŻę“┤╦Ż¼ā×(y©Łu)▀x╣▄Ą└╚▒Ž▌ą▐Å═(f©┤)╣ż╦ćŻ¼╝░ĢrŽ¹│²╣▄Ą└▒Š¾w┘|(zh©¼)┴┐░▓╚½ļ[╗╝Ż¼╩Ū▒ŻšŽ╣▄Ą└░▓╚½▀\ąąĄ─ėąą¦╩ųČ╬ĪŻ
1 ╣▄Ą└╚▒Ž▌ą▐Å═(f©┤)ę└ō■(j©┤)Ą─ś╦(bi©Īo)£╩(zh©│n)ęÄ(gu©®)ĘČ
ć°ļH╣▄Ą└蹊┐╬»åTĢ■Ż©PRCIŻ®Įø(j©®ng)ī”▌öÜŌ╣▄Ą└╩┬╣╩öĄ(sh©┤)ō■(j©┤)Įy(t©»ng)ėŗĘų╬÷Ż¼ęč░l(f©Ī)¼F(xi©żn)ī¦(d©Żo)ų┬╣▄Ą└╩┬╣╩Ą─21ĘN╬Ż║”[1]Ż¼Ųõųą╣▄Ą└▒Š¾w╚▒Ž▌ŅÉ╬Ż║”ų„ę¬╩ŪĖ»╬gĪó║Ė┐p«É│ŻĪóųŲįņ╚▒Ž▌║═░╝Ž▌╦─ĘNĪŻ
╣▄Ą└╚▒Ž▌ą▐Å═(f©┤)ėąĻP(gu©Īn)Ą─ś╦(bi©Īo)£╩(zh©│n)ęÄ(gu©®)ĘČĘ▒ČÓŻ¼╚ńGB 32167©D2015ĪČė═ÜŌ▌ö╦═╣▄Ą└═Ļš¹ąį╣▄└ĒęÄ(gu©®)ĘČĪĘĪóGB/T 36701©D2018ĪČ┬±Ąžõō┘|(zh©¼)╣▄Ą└╣▄¾w╚▒Ž▌ą▐Å═(f©┤)ųĖ─ŽĪĘĪóSY/T 6621©D2016ĪČ▌öÜŌ╣▄Ą└ŽĄĮy(t©»ng)═Ļš¹ąį╣▄└ĒęÄ(gu©®)ĘČĪĘĪóSY/T 6648©D2016 ĪČ▌öė═╣▄Ą└═Ļš¹ąį╣▄└ĒęÄ(gu©®)ĘČĪĘĪóSY/T 6649©D2018ĪČė═ÜŌ╣▄Ą└╣▄¾w╚▒Ž▌ą▐Å═(f©┤)╝╝ąg(sh©┤)ęÄ(gu©®)ĘČĪĘĄ╚Ż¼Č°▀@ą®ś╦(bi©Īo)£╩(zh©│n)ī”╚▒Ž▌ą▐Å═(f©┤)╣ż╦ćĄ─ęÄ(gu©®)Č©┤µį┌ę╗Č©Ą─▓Ņ«ÉĪŻ└²╚ńŻ¼ī”ė┌╔ŅČ╚┤¾ė┌0.8 tĄ─═Ō▓┐Ė»╬gŻ║GB 32167▓╔ė├Bą═╠ū═▓Īó┬▌╦©Šo╣╠ŖAŠ▀║═Ħē║ķ_┐ūĘŌČ┬3ĘNą▐Å═(f©┤)╣ż╦ćŻ¼Č°GB/T 36701║═SY/T 6649│²┐╔▓╔ė├ęį╔Ž3ĘNą▐Å═(f©┤)╣ż╦ćŻ¼▀Ćį÷╝ė┴╦GB 32167ųą├„┤_ęÄ(gu©®)Č©▓╗▀mė├Ą─ča(b©│)░Õą▐Å═(f©┤)╣ż╦ćĪŻ
╚ń╣¹Ė▀║¾╣¹ģ^(q©▒)╣▄Ą└╚▒Ž▌ą▐Å═(f©┤)╣ż╦ć▀xō±▓╗«ö(d©Īng)Ż¼śOęūįņ│╔┘Yį┤└╦┘MĪóČ■┤╬ą▐Å═(f©┤)╗“░l(f©Ī)╔·ą▐Å═(f©┤)³cą╣┬®Ą╚å¢Ņ}Ż¼æ¬(y©®ng)Įy(t©»ng)╗I╝µŅÖ╚╦┐┌│Ē├▄ĪóŁh(hu©ón)Š│├¶ĖąĪół÷Ąž¬MąĪĪó╣żŲ┌ŠoÅłĪó│╔▒Š▌^Ė▀╝░ą▐Å═(f©┤)╣ż╦ć┐╔┐┐ąįĄ╚ę“╦žŻ¼▀xō±ūŅ╝čą▐Å═(f©┤)╣ż╦ćĪŻ
2 │ŻęŖą▐Å═(f©┤)╣ż╦ć
Ż©1Ż®┤“─źĪŻ╝┤╩╣ė├īŻė├╣żŠ▀╚ź│²╚▒Ž▌Įī┘Ż¼│Żė├į┌╔ŅČ╚ąĪė┌0.1 tĄ─ęįŽ¹│²æ¬(y©®ng)┴”╝»ųąĄ─▒Ē├µĖ»╬g╚▒Ž▌Ż¼ų„ę¬─┐Ą─╩ŪūĶų╣╚▒Ž▌└^└m(x©┤)░l(f©Ī)š╣Ż¼┐╔ą▐Å═(f©┤)╚▒Ž▌ŅÉą═╩▄Ž▐Ż¼╩®╣ż│╔▒ŠūŅĄ═Ūęī”ų▄▀ģŁh(hu©ón)Š│ė░ĒæūŅąĪĪŻ
Ż©2Ż®Bą═õō┘|(zh©¼)╠ū═▓ĪŻ╝┤Ė∙ō■(j©┤)╣▄¾w╚▒Ž▌╠Äį┌ā╚(n©©i)ē║ū„ė├Ž┬Ą─ÅĮŽ“æ¬(y©®ng)┴”į÷┤¾Ż¼└¹ė├ÅĮŽ“ĘŌķ]õō┘|(zh©¼)╠ū═▓╗ųÅ═(f©┤)╣▄Ą└╚▒Ž▌╠ÄĄ─│ąē║ÅŖ(qi©óng)Č╚Ż¼╩╣Ųõ▓╗─▄ę“▀_(d©ó)ĄĮ╦▄ąįūāą╬śOŽ▐Č°ŲŲ┴čĄ─ę╗ĘN╣ż╦ćĪŻBą═╠ū═▓Ą──®Č╦┼c╣▄Ą└▒Š¾w▀M(j©¼n)ąąŁh(hu©ón)Ž“ĮŪ║Ė┐p║ĖĮėŻ¼─▄═¼Ģr╗ųÅ═(f©┤)╣▄Ą└╚▒Ž▌╠ÄĄ─ÅĮŽ“║═▌SŽ“Ą─│ąē║ÅŖ(qi©óng)Č╚Ż¼┐╔ė├ė┌ČÓĘN╣▄Ą└╚▒Ž▌Ż©░³└©┐╔─▄Ģ■░l(f©Ī)š╣│╔ą╣┬®Ą─╚▒Ž▌Ż®Ą─ą▐Å═(f©┤)ĪŻ
Ż©3Ż®Å═(f©┤)║Ž▓─┴Ž╠ū═▓ĪŻīóĖ▀ÅŖ(qi©óng)╠Ņ┴ŽĪóĮ^Šēż─zīė║═└wŠSį÷ÅŖ(qi©óng)īėŻ©╠╝└wŠSĪó▓Ż┴¦└wŠSĪóäPĘ“└Ł└wŠSĄ╚Ż®į┌╣▄Ą└╚▒Ž▌╬╗ų├Å═(f©┤)║Ž│╔ča(b©│)ÅŖ(qi©óng)╠ū═▓Ą─ę╗ĘNą▐Å═(f©┤)╣ż╦ćŻ¼Š▀ėą▓╗äė║ĖĪóĢrķgČ╠Īó┘Mė├Ą═Ą╚ā×(y©Łu)³cĪŻė╔ė┌╠╝└wŠSŠ▀ėąę╗Č©Ą─ī¦(d©Żo)ļŖąįĪó▓Ż┴¦└wŠS┐╣└Ž╗»ąį▌^▓ŅŻ¼ŅA(y©┤)│╔ą═╠ū═▓Ą─╩®╣ż▀mæ¬(y©®ng)ąį▌^▓ŅŻ¼╣╩─┐Ū░æ¬(y©®ng)ė├ūŅÅVĄ─Å═(f©┤)║Ž▓─┴Ž╠ū═▓×ķر└p└@äPĘ“└Ł└wŠS╠ū═▓ĪŻ
Ż©4Ż®Łh(hu©ón)č§╠Ņ│õ╠ū═▓ĪŻ▓╔ė├┬▌╦©Šo╣╠Ą─ĘĮ╩Į▀BĮė╔ŽŽ┬ūo(h©┤)░Õą╬│╔╠ū═▓Ż¼▓óė├╣╠╗»▓─┴Žį┌╠ū═▓ā╔é╚(c©©)ū÷║├Č╦├µ├▄ĘŌŻ¼╚╗║¾▓╔ė├│ķšµ┐šĄ─ĘĮĘ©į┌╠ū═▓║═╣▄Ą└ų«ķgūó╚ļŁh(hu©ón)觜õų¼Ż¼Å─Č°└¹ė├╣╠╗»Ą─śõų¼īó╚▒Ž▌▓┐╬╗Ą─æ¬(y©®ng)┴”é„▀fĄĮ═Ō▓┐Ą─õō┘|(zh©¼)╠ū═▓╔ŽĪŻįō╣ż╦ćŠ▀ėą▀mė├ĘČć·ÅVĪóą▐Å═(f©┤)ą¦╣¹║├Īó▓╗äė║ĖĄ─╠ž³cŻ¼Ą½▐D(zhu©Żn)┼õļyČ╚▌^┤¾Ż¼┘Mė├▌^Ė▀ĪŻ
Ż©5Ż®ōQ╣▄ĪŻōQ╣▄▀mė├╦∙ėą╣▄Ą└╚▒Ž▌Ą─ą▐Å═(f©┤)Ż¼Ė∙ō■(j©┤)╩®╣żĘĮĘ©┐╔Ęų×ķ═Ż▌öōQ╣▄║═▓╗═Ż▌öōQ╣▄ā╔ĘNŻ¼Ą½╦∙ąĶįO(sh©©)éõ▌^ČÓŻ¼┘Mė├Ė▀░║Ż¼╣żą“Å═(f©┤)ļsŻ¼╣żŲ┌▌^ķLŻ¼╠žäe╩Ū═Ż▌öōQ╣▄ī”╔·«a(ch©Żn)▀\ĀIĄ─ė░Ēæ▌^┤¾ĪŻ
3 ╚▒Ž▌ą▐Å═(f©┤)╣ż╦ć▒╚▀x
Ż©1Ż®▒╚▀xįŁätĪŻ╩ūŽ╚æ¬(y©®ng)Ė∙ō■(j©┤)ā╚(n©©i)Öz£ył¾ĖµŻ¼ī”╚▒Ž▌ŅÉą═Īó╚▒Ž▌╬╗ų├Īó╚▒Ž▌ģóöĄ(sh©┤)▀M(j©¼n)ąąÅ═(f©┤)║╦Ż¼╚╗║¾Ė∙ō■(j©┤)Ė▀║¾╣¹ģ^(q©▒)īŹļHŪķørŻ¼░┤ššą▐Å═(f©┤)║¾░▓╚½┘|(zh©¼)┴┐ą¦ęµĪó╩®╣żł÷Ąž╝░ų▄▀ģŪķørĪó╩®╣ż╣żŲ┌ę¬Ū¾Īó╩®╣ż┘Mė├│╔▒ŠĄ─Ēśą“▀M(j©¼n)ąąą▐Å═(f©┤)╣ż╦ćŠC║Ž▒╚▀xŻ¼═Ų╦]ūŅ╝čą▐Å═(f©┤)╣ż╦ćĪŻ
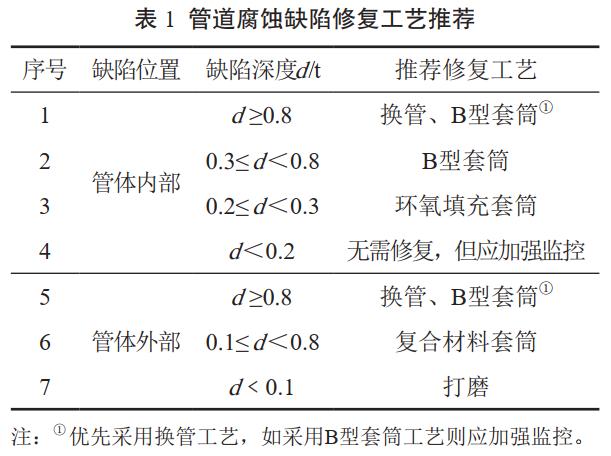
Ż©2Ż®Ė»╬g╚▒Ž▌ą▐Å═(f©┤)ĪŻŽ╚┤_Č©Ė»╬g╚▒Ž▌Ą─╬╗ų├║═ŽÓĻP(gu©Īn)ģóöĄ(sh©┤)║¾Ż¼į┘ĮY(ji©”)║ŽĖ▀║¾╣¹ģ^(q©▒)īŹļHŪķør▀M(j©¼n)ąąĘų╬÷║═▒╚ī”ĪŻ╚ń─│╣▄Ą└ā╚(n©©i)▓┐Ė»╬g╚▒Ž▌╔ŅČ╚┤¾ė┌0.8 tŻ¼Ūę╠Äė┌╩®╣żł÷Ąž¬MąĪĄ─╚╦åT├▄╝»ą═Ė▀║¾╣¹ģ^(q©▒)Ż¼×ķ▒ŻūCą▐Å═(f©┤)║¾╣▄Ą└▒Š¾w┘|(zh©¼)┴┐░▓╚½▓óūŅ┤¾Ž▐Č╚£p╔┘ī”╣▄Ą└ų▄▀ģ╣½▒ŖĄ─ė░ĒæŻ¼ūŅ╝čą▐Å═(f©┤)╣ż╦ć═Ų╦]Bą═╠ū═▓Ż¼įöęŖ▒Ē 1ĪŻ
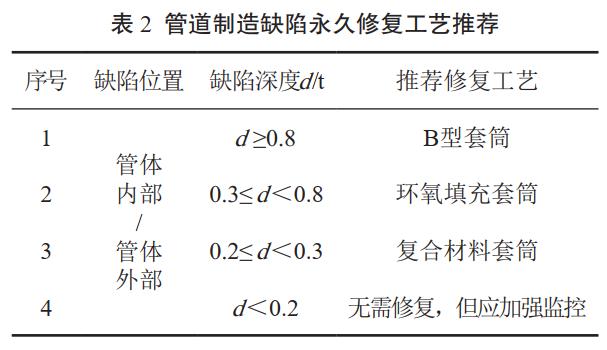
Ż©3Ż®ųŲįņ╚▒Ž▌ą▐Å═(f©┤)ĪŻųŲįņ╚▒Ž▌ę╗░ŃČ╝╩Ūį┌ųŲ╣▄▀^│╠ųą«a(ch©Żn)╔·Ą─Ż¼ĘĆ(w©¦n)Č©ąį▌^ÅŖ(qi©óng)ĪŻį┌▒ŻūC╣▄Ą└░▓╚½┘|(zh©¼)┴┐Ą─Ū░╠ߎ┬Ż¼ā×(y©Łu)Ž╚▀xō±╩®╣ż│╔▒ŠĄ═Īó╣żŲ┌Č╠Īóš╝Ąž╔┘Ūęī”╔·«a(ch©Żn)║═ų▄▀ģė░ĒæČ╝ūŅąĪĄ─ą▐Å═(f©┤)╣ż╦ćĪŻųŲįņ╚▒Ž▌ą▐Å═(f©┤)╣ż╦ć═Ų╦]įöęŖ▒Ē 2ĪŻ
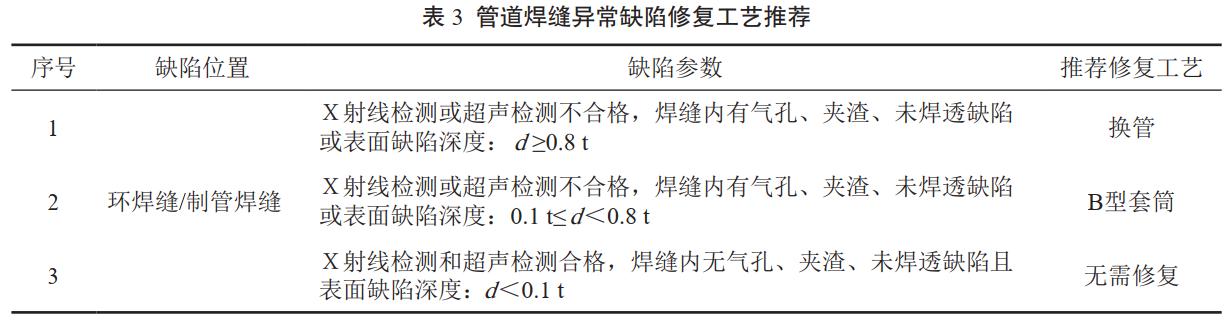
Ż©4Ż®║Ė┐p«É│Ż╚▒Ž▌ą▐Å═(f©┤)ĪŻ║Ė┐p╚▒Ž▌’L(f©źng)ļU▌^┤¾Ż¼╚▒Ž▌ą▐Å═(f©┤)║¾Ą─╣▄Ą└░▓╚½┘|(zh©¼)┴┐╩Ūą▐Å═(f©┤)╣ż╦ć▒╚▀xĄ─ųžųąų«ųžŻ¼┐╔▀xō±ōQ╣▄╗“Bą═╠ūąõą▐Å═(f©┤)╣ż╦ćŻ¼įöęŖ▒Ē 3ĪŻ
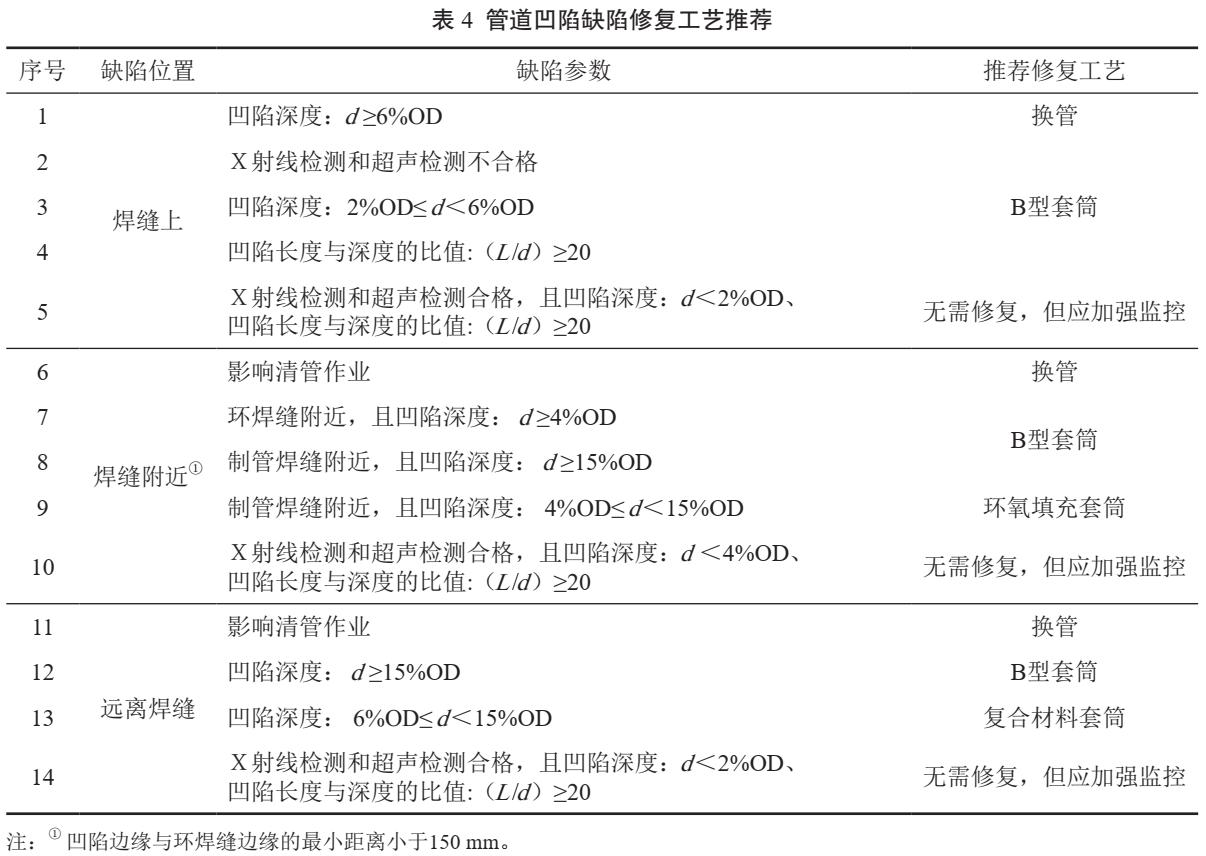
Ż©5Ż®░╝Ž▌╚▒Ž▌ą▐Å═(f©┤)ĪŻ░╝Ž▌╚▒Ž▌Ą─ĘĆ(w©¦n)Č©ąįĮķė┌ųŲįņ╚▒Ž▌║═║Ė┐p╚▒Ž▌ų«ķgŻ¼╩ūŽ╚ę¬═©▀^ķ_═┌£y┴┐║═¤oōpÖz£y┤_Č©╚▒Ž▌Ą─╬╗ų├║═ŽÓĻP(gu©Īn)ģóöĄ(sh©┤)Ż¼Ė∙ō■(j©┤)£y┴┐║═Öz£yĮY(ji©”)╣¹┤_Č©ą▐Å═(f©┤)╣ż╦ćŻ¼░╝Ž▌╚▒Ž▌ą▐Å═(f©┤)╣ż╦ć═Ų╦]įöęŖ▒Ē 4ĪŻ
4 ĮY(ji©”)šZ
╣▄Ą└▀\ĀIŲ¾śI(y©©)į┌Ė▀║¾╣¹ģ^(q©▒)╣▄Ą└╚▒Ž▌ą▐Å═(f©┤)ų╬└ĒĢrŻ¼ę¬╝░Ģrī”ā╚(n©©i)Öz£yųą│÷¼F(xi©żn)Ą─Ė»╬gĪó║Ė┐p«É│ŻĪóųŲįņ╚▒Ž▌Īó░╝Ž▌╦─ŅÉ╚▒Ž▌▀M(j©¼n)ąąĘų╬÷║═įuārŻ¼▓ó░┤ššĖ▀║¾╣¹ģ^(q©▒)ŪęĖ▀’L(f©źng)ļUĪóĖ▀║¾╣¹╗“Ė▀’L(f©źng)ļUĪóĘŪĖ▀║¾╣¹ģ^(q©▒)ŪęĘŪĖ▀’L(f©źng)ļUĄ─Ēśą“▀M(j©¼n)ąąą▐Å═(f©┤)Ēææ¬(y©®ng)Ż¼Å─Č°╠ßĖ▀╣▄Ą└▒Š¾w░▓╚½ŽĄöĄ(sh©┤)Ż¼ĮĄĄ═╣▄Ą└░l(f©Ī)╔·╩┬╣╩Ą─Ė┼┬╩Ż¼£p╔┘ī”╣▄Ą└ų▄▀ģ╣½▒Ŗ║═Łh(hu©ón)Š│įņ│╔▓╗┴╝ė░ĒæĪŻ

ū„š▀║åĮķŻ║į¼Ģįą█Ż¼1985─Ļ╔·Ż¼ÖC(j©®)ąĄ╣ż│╠ĤŻ¼«ģśI(y©©)ė┌ųąć°╩»ė═┤¾īW(xu©”)Ż©╚A¢|Ż®Ż¼ų„ę¬Å─╩┬ė═ÜŌ╣▄Ą└ōīŠSą▐╣żū„ĪŻ┬ō(li©ón)ŽĄĘĮ╩ĮŻ║1379967152Ż¼yuanxiaoxiong309@163.comĪŻ
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW(w©Żng)░▓éõ 62010202003034╠¢
Ė╩╣½ŠW(w©Żng)░▓éõ 62010202003034╠¢ 
