



╔│╠ž░ó├└╣½╦Šį┌ę█╣▄Ą└║ĖĮė╝╝ąg┼c╣▄└Ē蹊┐
üĒį┤Ż║ĪČ╣▄Ą└▒ŻūoĪĘ2022─ĻĄ┌1Ų┌ ū„š▀Ż║Ų▌Į©└¹ ĢrķgŻ║2022-1-18 ķåūxŻ║
Ų▌Į©└¹
ųąć°╩»ė═╣▄Ą└Šų╣ż│╠ėąŽ▐╣½╦ŠŠSōīą▐Ęų╣½╦Š
š¬ę¬Ż║╔│╠ž░ó├└╣½╦Šį┌ę█╣▄Ą└║ĖĮėōĒėąę╗╠ū╩└ĮńŽ╚▀MĄ─╝╝ąg┼c╣▄└Ē¾wŽĄĪŻ═©▀^īŹĄžī”╔│╠ž░ó├└į┌ę█╣▄Ą└║ĖĮė╝╝ąg蹊┐Ż¼ī”Ųõį┌─Ė▓─ĪóĮėŅ^įOėŗĪóŅA¤ß£žČ╚Īó║Ė▓─▀xą═Īó▒┌║±Ą╚ĘĮ├µĄ─╝╝ąg╝Ü╣Ø╩ß└ĒŻ¼┐éĮY┴╦įō╣½╦Šį┌║ĖĮė╣ż╦ćįuČ©─ŻöMįć“×Īó¼Fł÷║ĖĮėĄ╚ĘĮ├µĄ─╣▄└Ēę¬Ū¾ĪŻ┐╔×ķł╠ąą╔│╠ž░ó├└į┌ŠĆ║ĖĮėū„śI╠ß╣®╝╝ągųĖī¦Ż¼▓ó×ķ═Ļ╔Ųć°ā╚į┌ŠĆ║ĖĮėū„śI╝╝ągś╦£╩┼c╣▄└Ē╠ß╣®ĮĶĶbĪŻ
ĻPµIį~Ż║╔│╠ž░ó├└Ż╗į┌ę█╣▄Ą└Ż╗į┌ŠĆ║ĖĮėŻ╗║ĖĮė╣ż╦ćįuČ©Ż╗╝╝ągę¬Ū¾Ż╗╣▄└Ēę¬Ū¾
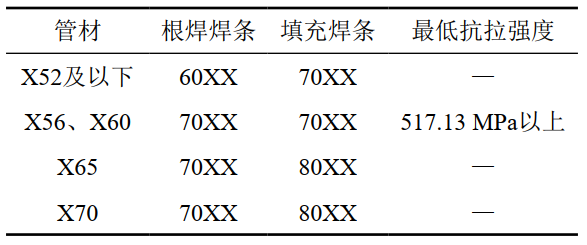
╔│╠ž░ó├└╩»ė═╣½╦ŠŻ©║åĘQ╔│╠ž░ó├└Ż®╩Ū╔│╠ž░ó└Ł▓«═§ć°ć°╝ę╩»ė═╣½╦ŠŻ¼┐é▓┐╬╗ė┌¢|▓┐╩Īį²╣■╠m╩ąŻ¼╩Ū╚½Ū“ęÄ─ŻūŅ┤¾Īó└¹ØÖūŅĖ▀Ą─ŠC║Ž╩»ė═╣½╦ŠĪŻ╔│╠ž░ó├└ōĒėą▓ó▀\ąąĄ─╣▄Ą└│¼▀^ā╔╚f╣½└’Ż¼Ąõą═Ą─╔│╠ž╬„¢|╣▄Ą└ŽĄĮyĖ╔ŠĆķLČ╚╝s1200╣½└’Ż¼Ųõųąę╗Ślų▒ÅĮ48ėó┤ńŻ©1219 mmŻ®║═ę╗Ślų▒ÅĮ56ėó┤ńŻ©1422 mmŻ®Ą─╣▄Ą└ĘųäeĮ©│╔ė┌1982─Ļ║═1992─ĻŻ¼ļSų°║¾└m╔²╝ēöU╚▌Ż¼įōŽĄĮyęčĮø│╔×ķ╔│╠ž╩»ė═╣żśIĄ─╗∙╩»ĪŻ╔│╠ž░ó├└Ą─╣▄└Ē¾wŽĄį┤ė┌░Ż┐╦╔Ł├└µ┌╣½╦ŠŻ¼ōĒėą╩»ė═ąąśIūŅć└┐┴Ą─┘|┴┐║═░▓╚½╣▄└Ē¾wŽĄęį╝░ūŅĘ▒¼ŹĄ─¼Fł÷╣▄┐ž│╠ą“Ż¼ŲõŲ¾śIś╦£╩Ęų×ķ19┤¾ŅÉĪó5300ČÓéĆęÄĘČĪŻ
2016─ĻŻ¼ųąć°╩»ė═╣▄Ą└Šų╣ż│╠ėąŽ▐╣½╦ŠŠSōīą▐Ęų╣½╦Š│╔╣”▀M╚ļ╔│╠ž╩ął÷Ż¼│╔×ķ╬©ę╗į┌╔│╠ž░ó├└ķ_š╣ū„śIĄ─ć°ļHŠSōīą▐ĻĀ╬ķŻ¼Ž╚║¾ł╠ąą┴╦╬„¢|╣▄Ą└į÷ē║öU╚▌ę╗Ų┌ĪóČ■Ų┌╣ż│╠ęį╝░└Ł╦╣╠╣┼¼└ŁĖ─ŠĆ╣ż│╠Ą╚┤¾ą═ĒŚ─┐Ż¼īŹ¼F┴╦56ėó┤ńŻ©1422 mmŻ®┤¾┐┌ÅĮį┌ę█╣▄Ą└║ĖĮėĪóNGL╠ž╩ŌĮķ┘|╣▄Ą└į┌ę█║ĖĮėĄ╚═╗ŲŲĪŻū„śI▀^│╠ųąĘeśOī”ś╦╔│╠ž░ó├└ś╦£╩┼cę¬Ū¾Ż¼┐éĮY┴╦Ųõ║ĖĮėś╦£╩┼c╣▄└Ēę¬³cĪŻ
1 į┌ę█║ĖĮė
Ė∙ō■API 1104ųąĄ─Č©┴xŻ¼į┌ę█║ĖĮė×ķų▒Įė╚█Ę¾į┌▀\ąą╣▄Ą└ŽĄĮy╣▄▒┌╔ŽĄ─║ĖĮė[1]ĪŻ╣▄Ą└į┌ę█║ĖĮė╩Ū╣▄Ą└▀\ąąĀŅæBŽ┬▀Mąą╣▄Ą└ą▐Å═║═Ė─įņĄ─ųžę¬╝╝ągŻ¼│Żė├ė┌┤“čaČĪĪó║Ė╠ūąõĪó░▓čbī”ķ_╚²═©Ą╚ŠSōīą▐ū„śIųąŻ¼╩Ū╣▄Ą└ŠSą▐Īóķ_┐ūĘŌČ┬Ą╚ū„śIĄ─╗∙ĄAĪŻ
į┌ę█║ĖĮėų„ę¬├µī”░▓╚½║═┘|┴┐ā╔éĆĘĮ├µĄ─╠¶æĪŻ░▓╚½ĘĮ├µę¬▒▄├Ō░l╔·¤²┤®Ż╗┘|┴┐ĘĮ├µę¬▒▄├Ō«a╔·Üõų┬┴č╝yĪŻ×ķ┤╦Ż¼╔│╠ž░ó├└Å─║ĖĮė╣ż╦ćįOėŗĪó║ĖĮė╣ż╦ćįuČ©įć“×Īó║Ė╣ż┐╝įćĪó¼Fł÷╩®║ĖĪó¤oōpÖz£yĄ╚ČÓéĆĘĮ├µ╠ß│÷┴╦ć└Ė±Ą─ę¬Ū¾ĪŻ
2 ĻPµI╝╝ągę¬Ū¾
╔│╠ž░ó├└Ų¾śIś╦£╩Ż©░ó├└ś╦£╩Ż®ųąŻ¼╔µ╝░į┌ę█╣▄Ą└║ĖĮėū„śIĄ─ęÄĘČėą23ĒŚŻ¼Öz▓ķ▒ĒĖ±ČÓ▀_20ĒŚĪŻ░ó├└ū╔įāĘ■äš▓┐ķTŻ©CSDŻ®žōž¤īÅ┼·╣½╦Š╦∙ėąĒŚ─┐Ą─║ĖĮė╣ż╦ćįuČ©Ż¼ę¬Ū¾į┌ę█ķL▌ö╣▄Ą└║ĖĮė╣ż╦ćįuČ©ų„ę¬ū±╩žSAES-W-012Īó02-SAMSS-006ĪóSAEP-311ĪóAB-036719Ą╚░ó├└ā╚▓┐ś╦£╩ęį╝░API 1104ĪóASME BPVC IXĄ╚ć°ļHś╦£╩ĪŻ
2.1 ║ĖĮė╣ż╦ćįuČ©│╠ą“
į┌£╩éõ▀Mąą║ĖĮė╣ż╦ćįuČ©ĢrŻ¼æ¬┤_šJ¼Fł÷╣▄Ą└║═╣▄╝■Ą─ģóöĄŻ¼ĮY║Ž░ó├└ś╦£╩ę¬Ū¾ŠÄųŲŅA║ĖĮė╣ż╦ćęÄ│╠Ż©PWPSŻ®Ż¼ī”╣ż╦ćįuČ©įć“×▀^│╠▀MąąųĖī¦Ż¼┤²║ĖĮėįć“×═Ļ«ģį┘░┤ššįć“×ėøõøŻ©PQRŻ®║═Öz£yĮY╣¹ī”ŅA║ĖĮė╣ż╦ćęÄ│╠▀Mąąą▐š²Ż¼ą╬│╔š²╩ĮĄ─║ĖĮė╣ż╦ćęÄ│╠Ż©WPSŻ®ųĖī¦¼Fł÷╩®╣żĪŻ
░ó├└ś╦£╩ęÄČ©Ż¼▀MąąÖCąĄąį─▄£yįćĄ─īŹ“×╩ęąĶĮø▀^ISO 17025šJūCŻ¼▓ó╠ßĮ╗šJūCūCĢ°ų┴░ó├└CSDīÅ║╦┤_šJ[2]Ż╗╦∙ėąĻæ╔Ž╣▄Ą└Ą─║ĖįuČ╝ąĶę¬▀Mąąø_ō¶£yįć[2]Ż╗CSD▀MČ°ÅŖš{į┌┤ŅĮėĮŪ║Ė┐p▓╗─▄▀Mąąø_ō¶£yįć║═└Ł╔ņ£yįćĄ─ŪķørŽ┬Ż¼ąĶę¬▓╔ė├Ųõ║ĖĮėģóöĄŅ~═Ō═Ļ│╔ę╗ĒŚ░Õī”░Õī”Įė║ĖŻ©▓─┘|═¼Łh║Ė┐p─Ė▓─Ż®Ż¼ė├ė┌▀Mąąø_ō¶║═└Ł╔ņ£yįćĪŻ
2.2 ĻPµIūā┴┐╝░ę¬Ū¾
╩ų╣ż║ĖŚlļŖ╗Ī║ĖŻ©SMAWŻ®╩Ū░ó├└─▄ē“Įė╩▄Ą─ūŅ│Żė├Ą─į┌ę█╣▄Ą└║ĖĮėĘĮĘ©ĪŻį┌SMAW║ĖįuųŲū„╝░¼Fł÷╩®╣żųą╔µ╝░ĄĮĄ─ĻPµI╝╝ągģóöĄų„ę¬░³└©╗∙ĄūĮī┘Īó▒┌║±ĪóĮėŅ^įOėŗĪóŅA¤ß£žČ╚║═║Ė▓─▀xą═Ą╚ĪŻ
Ż©1Ż®╗∙ĄūĮī┘ĪŻÖM║Ė┐pī”Įė║ĖĄ─╗∙ĄūĮī┘×ķ╚²═©Ą─╔ŽŽ┬ūo░ÕŻ¼ę“×ķėą▒│░ÕČ°▓╗┼cį┌ę█╣▄Ą└ų▒Įė╚┌║ŽĪŻ░ó├└ś╦£╩ę¬Ū¾X65╝░ęį╔Ž▓─┘|æ¬Ęųäe▀Mąą║ĖĮė╣ż╦ćįuČ©Ż¼Ūę X65▓─┘|║ĖĮė╣ż╦ćįuČ©┐╔Ė▓╔wĄ═ė┌X65Ą╚╝ē▓─┘|[2]ĪŻ
═¼ĢrŻ¼║ĖĮė╣ż╦ćįuČ©įć“×æ¬╩╣ė├═¼Ą╚╗“Ė³Ė▀╠╝«ö┴┐Ą──Ė▓─▀Mąą[2]ĪŻ
Ż©2Ż®ĮėŅ^įOėŗĪŻ╚½░³╩Į╣▄╝■╔ŽŽ┬ūo░ÕĄ─Ą╣ĮŪ║═Ų┬┐┌ą╬╩Į[3]ęÄČ©Ż¼╔Žūo░ÕŲ┬┐┌×ķ45ĪŃŻ¼Ž┬ūo░Õ¤oŲ┬┐┌Ż¼ÖM║Ė┐pĖ∙▓┐Ą─ķgŽČæ¬┐žųŲį┌3.2 mmĪ½8.0 mmų«ķg[3]Ż¼ÖM║Ė┐pĮėŅ^įOėŗą╬╩Į╚ńłD 1╦∙╩ŠĪŻ

łD 1 ÖM║Ė┐pĮėŅ^įOėŗ
Łh║Ė┐pĖ∙▓┐Ą─Ą╣ĮŪ×ķą▒Ž“45ĪŃŻ╗ī”610 mm╣▄ÅĮ╝░ęįŽ┬Ż¼Łh║Ė┐pĮMī”ķgŽČ┐žųŲį┌3.2 mmęįā╚Ż¼Č°660 mm╣▄ÅĮ╝░ęį╔ŽĄ─Ż¼ĮMī”ķgŽČūŅ┤¾┐žųŲį┌6.4 mm[3]Ż¼ĮėŅ^įOėŗ╚ńłD 2╦∙╩ŠĪŻ
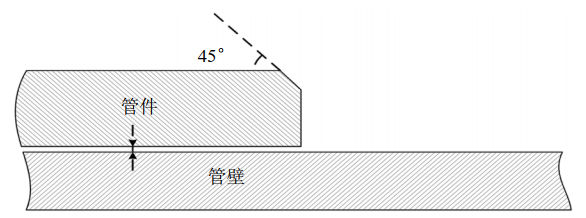
łD 2 Łh║Ė┐pĮė┐┌įOėŗ
┴Ē═ŌŻ¼Łh║Ė┐p┐╔Ž╚į┌╣▄▒┌╔Ž├µ▀MąąŅAČčīė║ĖĮėŻ¼Ųõ║±Č╚▓╗│¼▀^1/3─Ė▓─║±Č╚╗“10 mmųąĄ─▌^ąĪųĄĪŻŅAČčīė║ĖĮė│¼│÷ęÄČ©║±Č╚Ą─Ż¼ę¬╚ĪĄ├CSDīŻĒŚ┼·£╩Ż¼▓óį┌ŅAČčīė║ĖĮė═Ļ«ģ║¾▀MąąPT╗“MTÖz£y[2]ĪŻ
Ż©3Ż® ŅA¤ß£žČ╚ĪŻ░ó├└ś╦£╩═Ų╦]Ą─ÖM║Ė┐pŅA¤ß£žČ╚[2]╚ń▒Ē 1╦∙╩ŠŻ¼ąĶĮY║Žī”╚½░³╣▄╝■▒┌║±Ą─ę¬Ū¾[3]ĪŻ
▒Ē 1 ÖM║Ė┐pŅA¤ß£žČ╚

Ķbė┌Įķ┘|┴„äėŪķørŽ┬╣▄▒┌ŅA¤ß£žČ╚▌^ļy╠ß╔²Ż¼░ó├└ś╦£╩ęÄČ©┐╔▓╗┐╝æ]ĮŪ║Ė┐pŅA¤ß£žČ╚Ž▐ųŲŻ¼Ą½ų┴╔┘▓╗Ą═ė┌10Īµ[2]ĪŻ
Ż©4Ż®║ĖŚl▀xą═ĪŻ░ó├└ś╦£╩ęÄČ©į┌ę█║ĖĮėę╗░Ń▓╔ė├Ą═ÜõēAąį║ĖŚlČ°▓╗ė├└wŠS╦ž║ĖŚlŻ¼▓╗═¼õō▓─Ą╚╝ē╣▄Ą└æ¬▀xō±Ą─║ĖŚlūŅĄ═┐╣└ŁÅŖČ╚[2]╚ń▒Ē 2╦∙╩ŠĪŻ
▒Ē 2 ║ĖŚl▀xė├ūŅĄ═┐╣└ŁÅŖČ╚ę¬Ū¾
ŲõųąŻ¼▒┌║±ąĪė┌6.4 mmĄ─╣▄Ą└Ż¼×ķ▒▄├Ō¤²┤®’LļUŻ¼Ė∙║Ė║═ŅAČčīė║ĖĮėæ¬╩╣ė├2.4 mm╗“Ė³ąĪų▒ÅĮĄ─║ĖŚlŻ¼║¾└m║ĖĄ└┐╔╩╣ė├3.2 mm╗“ęį╔Žų▒ÅĮĄ─║ĖŚlŻ¼Ą½ūŅ┤¾ų▒ÅĮ▓╗─▄│¼▀^4.0 mm[2]ĪŻ
Ż©5Ż®▒┌║±ĪŻį┌ę█╣▄Ą└║ĖĮėį╩įSĄ─ūŅąĪ╣▄Ą└▒┌║±×ķ5.0 mm[4]Ż¼ę“┤╦▒┌║±▌^▒ĪĄ─╣▄Ą└æ¬ć└Ė±┐žųŲ║ĖĮėģóöĄŻ¼Ž▐ųŲ¤ß▌ö╚ļęįĘ└ų╣╣▄▒┌¤²┤®Ż╗Ą½▌^Ą═Ą─¤ß▌ö╚ļėųį÷╝ė┴╦Üõų┬┴č╝y«a╔·Ą─┐╔─▄ąįŻ¼ę“┤╦權C║Ž┐╝æ]¤ß▌ö╚ļģóöĄĪŻ
3 ¼Fł÷║ĖĮė╣▄└Ē
3.1 ū„śI│╠ą“┼cę¬Ū¾
Å─ū„śIįS┐╔ų°╩ų╝ėÅŖī”į┌ę█║ĖĮėĄ─¼Fł÷ū„śI╣▄└ĒĪŻĖ∙ō■ęÄČ©Ż¼¼Fł÷äė╗ū„śIąĶ╚ĪĄ├ė╔▀\ąą▓┐ķTŻ©OIDŻ®īŻķT╚╦åTŻ©IssuerŻ®║×░lĄ─äė╗ū„śIįS┐╔[5]Ż¼ąĶę¬Öz▓ķū„śI╬─╝■┼·Å═Īó┘Yį┤┼õéõĪó░▓╚½┤ļ╩®Īó║Ė╣ż│ųJCC┐©Ą╚╩ŪĘ±Ę¹║ŽęÄČ©ĪŻ
╚ĪĄ├ū„śIįS┐╔║¾Ż¼Įøė╔¼Fł÷▀\ąą╚╦åT┼c┐é▓┐š{┐ž▓┐ķTŻ©OSPASŻ®į┘┤╬┤_šJ▀\ąąē║┴”║¾▓┼┐╔ęįķ_╩╝║ĖĮėū„śIĪŻ║ĖĮė▀^│╠ųąŻ¼║Ė╣żæ¬╚½│╠┤®┤„║├ä┌▒Żė├ŲĘ▓ó┼Õ┤„īŻė├║¶╬³Ų„Ż¼║ĖĮėģ^ė“╩╣ė├Ę└╗╠║ū÷║├▒ŻūoŻ¼¼Fł÷Ę┼ų├Š»╩Šś╦ųŠŻ¼┼õéõ£ń╗Ų„▓ó░▓┼┼│ųūC▒O╗åTĪŻ
▀\ąą▓┐ķTŻ©OIDŻ®Īó┐é▓┐š{┐ž▓┐ķTŻ©OSPASŻ®Īó┘|Öz▓┐ķTŻ©PIDŻ®Īóōp┐ž▓┐ķTŻ©LPDŻ®Īó░▓╚½▓┐ķTŻ©HSEŻ®╝░ĒŚ─┐PMTłFĻĀĄ╚╣▓═¼ģó┼c¼Fł÷╣▄└ĒŻ¼╗źŽÓ¬Ü┴ó┬─ąą╣▄└Ē┬Üž¤Ż¼▓┐ķTķgģfš{ļyČ╚▌^┤¾ĪŻ
3.2 ║ĖĮėģ^ė“Öz£y
Ė∙ō■│§▓Į▀xČ©Ą─║ĖĮė╬╗ų├Ż¼╚ź│²╣▄Ą└═ŌĘ└Ė»īė║¾Ż¼į┌Łh║Ė┐pā╔é╚Ė„50 mmģ^ė“▀Mąą▀B└mUTŻ©│¼┬ĢŻ®Öz£yŻ¼ęį┤_Č©¼Fł÷īŹļH╩ŻėÓ▒┌║±▓ó┼┼│²ŖAīėĄ╚╚▒Ž▌ĪŻĖ∙ō■▒┌║±Öz£yĮY╣¹ėŗ╦ŃūŅ┤¾į╩įS║ĖĮėē║┴”Ż¼«öŲõąĪė┌«öŪ░į╩įSē║┴”ĢrŻ¼ģfš{▀\ąą▓┐ķTĮĄē║ĪŻ║ĖĮėæ¬į┌UTÖz£y║¾Ą─90╠ņā╚═Ļ│╔Ż¼Ę±ätąĶę¬ųžą┬▀MąąÖz£y║═ėŗ╦Ń[5]ĪŻ
║ĖĮė╣▄╝■Ė▓╔wģ^ė“ā╚Ą─¼Fėą║ĖĄ└Ż¼┐╔į┌š„Ą├╣½╦Š═¼ęŌ║¾┤“─źŲĮ╗¼ęįĘĮ▒ŃUTÖz£y╝░╣▄╝■ĮMī”[5]ĪŻ
3.3 ║ĖŚl║µĖ╔┼c╩╣ė├
ī”ė┌Ą═Üõą═╩ų╣ż║ĖŚlŻ¼æ¬▀Mąą║µĖ╔╝░▒Ż£ž[2]Ż¼ŽÓĻPęÄČ©╚ń▒Ē 3╦∙╩ŠĪŻ
▒Ē 3 ║ĖŚl║µĖ╔▒Ż┤µę¬Ū¾
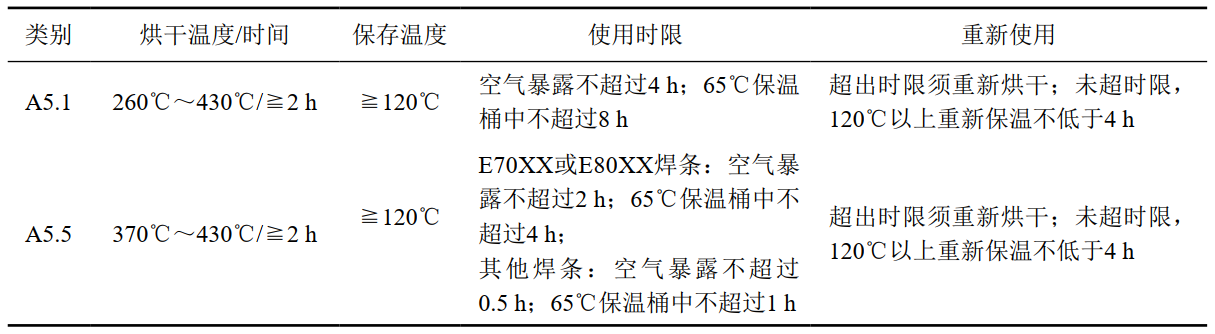
║Ė╣żąĶ├┐╠ņÅ─║ĖŚlÄņŅI╚Ī║µĖ╔Ą─║ĖŚlŻ¼╠ŅīæŅI╚Īå╬ėøõøŅI╚ĪĢrķgŻ¼│¼▀^4ąĪĢr╬┤╩╣ė├Ą─║ĖŚl▒žĒÜÜw▀Ć╚ļÄņĪŻ║ĖŚl═░▀\ĄĮ¼Fł÷┴ó╝┤▓ÕļŖ▒Ż£žŻ¼║ĖĮėĢr├┐┤╬ų╗─▄╚Īę╗Ė∙║ĖŚlŻ¼╚Ī│÷║¾╔wć└═░╔wĪŻ
3.4 ¤oōpÖz£y
░ó├└ś╦£╩ī”į┌ę█║ĖĮė¤oōpÖz£yø]ėą├„┤_ę¬Ū¾Ż¼Ą½īŹļH▓┘ū„┐éĢ■▒³│ųĘŪ│ŻīÅ╔„Ą─æBČ╚ĪŻ╚ńCSDę╗░ŃĢ■ę¬Ū¾▀Mąąčė▀tÖz£y║═▀^│╠Öz£yĪŻčė▀tÖz£yųĖ║ĖĮė═Ļ│╔║¾Ą╚┤²24ąĪĢrŻ¼į┘ī”Łh║Ė┐p▀Mąą┤┼Ę█Öz£yĪóī”ÖM║Ė┐p▀Mąą│¼┬ĢÖz£yŻ¼ęį▒M┐╔─▄░l¼Fčė▀t┴č╝yĪŻ▀^│╠Öz£yų„ę¬ųĖīėķgÖz£yŻ¼ßśī”▒┌║±▌^║±Ą─╣▄╝■Ż¼ę¬Ū¾¤ß║Ė═Ļ│╔║¾Ž╚▀Mąąę╗┤╬┤┼Ę█Öz£yŻ¼║ŽĖ±║¾▓┼─▄└^└m╠Ņ│õŻ¼Ė∙ō■īŹļHŪķør┐╔─▄▀ĆĢ■į÷╝ė╠Ņ│õ║ĖīėķgÖz£yĪŻ
¤oōpÖz£y╚╦åTæ¬│ųėą╔│╠ž░ó├└ę¬Ū¾Ą─┘Y┘|ūC├„Ż¼ĘŪ╔│╠ž╝«╚╦åTæ¬═©▀^╣½╦Š╗“š▀ASNTĄ─ųžą┬┐╝įć[6]ĪŻų┴╔┘╠ßŪ░ę╗╠ņ╔Ļšł¤oōpÖz£yŻ¼┼·£╩║¾Įø░ó├└PID¼Fł÷ęŖūCŻ¼ė╔╣½╦Š┼·£╩Ą─Ą┌╚²ĘĮÖz£yÖCśŗīŹ╩®Öz£yĪŻ
3.5 ║Ė┐pÅŖČ╚įć“×
ßśī”ąĶę¬│ąē║Ą─╣▄╝■Ż¼ė╚Ųõ╩Ū╚½░³╩Į╣▄╝■╚ńķ_┐ū╚²═©Ą╚Ż¼į┌ŠĆ║ĖĮė═Ļ│╔║¾æ¬▀Mąą╦«ē║įć“ׯ¼ęį┤_šJ║Ė┐pĄ─ÅŖČ╚ĪŻ░┤ššęÄČ©Ż¼┤╦ŅÉ╣▄╝■æ¬ŅA┴¶įćē║ė├Įė┐┌[7]ĪŻŠ▀¾wįć“×ē║┴”Ė∙ō■╣▄╝■ą╬╩Į▓╗═¼ėąĖ„ūįĄ─ėŗ╦ŃĘĮĘ©ĪŻęįķ_┐ū╚²═©×ķ└²Ż¼║ĖĄ└įćē║ē║┴”░┤ššįćē║Ģr╚²═©ā╚▓┐╣▄Ą└│ą╩▄═Ōē║Ą─╣½╩Įėŗ╦Ń[5]Ż║
PbŻĮPh+1.25Ī„P Ż©1Ż®
╩ĮųąPbįćē║ē║┴”Ż¼MPaŻ╗Phų„╣▄Ą└▀\ąąē║┴”Ż¼MPaŻ╗Ī„PūŅ┤¾į╩įS═Ōē║Ż¼MPaŻ╗Ė∙ō■ASME SEC VIII D1Ż¼UG-28ėŗ╦Ń╦∙Ą├ĪŻ
×ķ▒ŻūCįćē║░▓╚½┐╔┐┐Ż¼ķ_┐ūĘŌČ┬čaÅŖėŗ╦ŃĢ°ęÄČ©[8]Ż¼ūŅĮK╚²═©║ĖĄ└│ąē║£yįćųĄ×ķPbĪó╚²═©Ę©╠mē║┴”£yįćŽ▐ųŲųĄĪó╚²═©▒┌║±ē║┴”£yįćŽ▐ųŲųĄųąĄ─ūŅąĪųĄ[5]Ż¼ĘĆē║Ģrķgų┴╔┘1 h[9]ĪŻ
4 ĮYšō
▒Š╬─ĮY║Ž╔│╠ž░ó├└ś╦£╩ę¬Ū¾Ż¼ųž³c┐éĮY┴╦Ųõį┌║ĖĮėęÄ│╠įOėŗĪó¼Fł÷╩®║Ėā╔éĆŁh╣Øųąć└ė┌ć°ā╚ś╦£╩╗“š▀ć°ā╚ś╦£╩ųąø]ėąĄ─ŽÓĻPę¬Ū¾ĪŻ╚ń═©▀^┐žųŲŪ░Ų┌║ĖĮėįOėŗ╝░║Ėįuįć“×üĒ▒ŻšŽį┌ę█╣▄Ą└║ĖĮėĄ─▒Š┘|░▓╚½║═┘|┴┐Ż¼▌oęį¼Fł÷ū„śI▀^│╠Ę▒¼ŹĄ─▒O┐ž╝░Öz£yįć“×╩ųČ╬Ż¼ĮĄĄ═¤²┤®║═┴č╝yĄ╚’LļUĄ─░l╔·Ė┼┬╩Ż¼ūŅĮK┤_▒Ż║ĖĮė┘|┴┐ĪŻį┌Š▀¾wīŹ╩®ųąŻ¼═©▀^ś╦£╩ęÄĘČĪó▓┐ķTĘų╣żĪó▒OČĮÖz“ץ╚╩ųČ╬┤ŅĮ©┴╦ę╗éĆž¤ÖÓ├„╬·Ūę╗źŽÓųŲ╝sĄ─╣▄└Ē¾wŽĄŻ¼─▄ē“╝Ü╗»ī”ū„śIĻĀ╬ķĄ─╣▄┐žŻ¼Å─Č°▒ŻšŽŽÓĻPś╦£╩ę¬Ū¾Ą─┬õīŹĪŻ▀@ą®ū÷Ę©║═Įø“×ųĄĄ├╬ęéāīW┴ĢĮĶĶbĪŻ
ģó┐╝╬─½IŻ║
[1]API 1104. Welding of Pipelines and Related Facilities[S]. American Petroleum Institute, 2015.
[2]SAES-W-012. Welding Requirements for Pipelines[S]. Saudi Aramco Engineering Standard, 2016.
[3]02-SAMSS-006. Hot Tap and Stopple Fittings[S]. Saudi Aramco Materials System Specification, 2016.
[4]SAEP-311. Installation of Hot Tap and Stopple Connections[S]. Saudi Aramco Engineering Procedure, 2018.
[5]GI-0002.100 Work Permit System[S]. Saudi Aramco General Instructions, 2016
[6]SAEP-1142. Qualification of Non-Saudi Aramco NDT Personnel[S]. Saudi Aramco Engineering Procedure, 2014.
[7]AB-036719-001. Reinforcement of Welded Branch Connections[S]. Saudi Aramco 2634 ENG, 2009.
[8]SA-7627. Hot Tap/ Reinforcement Data and Calculation Sheet [S]. Saudi Aramco 2634 ENG, 2009.
[9]32-SAMSS-004. Manufacture of Pressure Vessels[S]. Saudi Aramco Materials System Specification, 2015.

ū„š▀║åĮķŻ║Ų▌Į©└¹Ż¼1984─Ļ╔·Ż¼╣ż│╠ĤŻ¼2004─Ļ▒Š┐Ų«ģśIė┌ųąć°╩»ė═┤¾īWŻ©╚A¢|Ż®ą┼Žó┼cėŗ╦Ń┐ŲīWīŻśIŻ¼2016─Ļ╣ż╔╠╣▄└Ē┤T╩┐«ģśIė┌ųąć°╩»ė═┤¾īWŻ©▒▒Š®Ż®╣ż╔╠╣▄└ĒīŻśIŻ¼¼Fų„ę¬Å─╩┬ė═ÜŌ╣▄Ą└ŠSōīą▐╣ż│╠ĒŚ─┐╣▄└Ē╣żū„ĪŻ┬ōŽĄĘĮ╩ĮŻ║0316-2175509Ż¼ qijianli@cnpc.com.cnĪŻ
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW░▓éõ 62010202003034╠¢
Ė╩╣½ŠW░▓éõ 62010202003034╠¢ 
