



MANļxą─ē║┐sÖCĮMī”ųąĘĮĘ©║═æ¬ė├
üĒį┤Ż║ĪČ╣▄Ą└▒ŻūoĪĘ2022─ĻĄ┌5Ų┌ ū„š▀Ż║Į¬ŲG├± └Ņ║Ų╠ņ ÓwĮ©ć° ═§å╠ĮĪ ĢrķgŻ║2022-11-7 ķåūxŻ║
Į¬ŲG├± └Ņ║Ų╠ņ ÓwĮ©ć° ═§å╠ĮĪ
▒▒Š®╣▄Ą└Ļā╬„▌öė═ÜŌĘų╣½╦Š
š¬ę¬Ż║▌öÜŌšŠł÷ļxą─ē║┐sÖCĄ─ī”ųąšęš²╩ŪÖCĮMŠS▒Ż║═░▓čbĄ─ųžę¬Łh╣ØĪŻĮY║ŽMANļxą─ē║┐sÖCĮM┤¾ą▐║═8KŠSūo▒ŻBī”ųąš{š¹Ż¼ĮķĮB┴╦╚²▒ĒĘ©ī”ųą║═╝ż╣Ōī”ųąāxī”ųąĄ─Ė„ūį╠ž³cĪóæ¬ė├ĘĮĘ©╝░ūóęŌ╩┬ĒŚŻ¼×ķīŹļHæ¬ė├╠ß╣®ģó┐╝ĪŻ
ĻPµIį~Ż║ļxą─ē║┐sÖCŻ╗ī”ųąšęš²Ż╗╚²▒ĒĘ©ī”ųąŻ╗╝ż╣Ōī”ųąāxŻ╗ æ¬ė├ūóęŌ╩┬ĒŚ
┤¾ą═ļxą─╩Įē║┐sÖCĮM░▓čb╣ż╦ćÅ═ļsŪę▀\ąąŠ½Č╚ę¬Ū¾Ė▀Ż¼╦∙ęįį┌Ųõ┤¾ą▐║═8KŠS▒Ż▀^│╠ųą░┤ššęÄ│╠ę¬Ū¾ąĶ▀Mąąī”ųąöĄō■Öz£y║═Ų½▓Ņš{š¹Ż¼ęį┤_▒ŻĘ¹║ŽÅS╝ę═Ų╦]Ą─╝╝ągś╦£╩ę¬Ū¾Ż¼┐╔ęįūŅ┤¾│╠Č╚Ž¹│²┬ō▌SŲ„╠Ä▓╗æ¬┤µį┌Ą─ÖCąĄæ¬┴”Ż¼£p╔┘ÖCąĄš±äėŻ¼ĮĄĄ═▐Dūė─źōpŻ¼╠ßĖ▀ÖCĮM▀\ąąĘĆČ©ąįŻ¼čėķL╩╣ė├ē█├³ĪŻ▒Š╬─ĮY║ŽīŹ█`▀Mąą┴╦ŽÓĻPĘų╬÷蹊┐Ż¼ī”Ė▀ą¦═Ļ│╔ÖCĮMī”ųąÖz£y║═š{š¹Š▀ėąę╗Č©ĮĶĶbęŌ┴xĪŻ
1 ē║┐sÖCĮMī”ųąĖ┼╩÷
MANē║┐sÖCĮMī”ųąų„ę¬░³└©²X▌åŽõī”ļŖÖC║═²X▌åŽõī”ē║┐sÖCā╔▓┐ĘųĪŻįŁät╔Žī”ųą╩ŪÅ─ųąķgŽ“ā╔▀ģŻ¼╝┤Å─Å═ļsŽ“║åå╬Ż¼Ą½╩ŪĖ∙ō■¼Fł÷╣▄ŠĆæ¬┴”║═Ąž─_┬▌╦©š{š¹╬╗ų├Ą╚īŹļHŪķørę▓┐╔Å─ę╗é╚Ž“┴Ēę╗é╚ī”ųąĪŻļŖ“ī╩Įļxą─ē║┐sÖCĮMĄ─ļŖÖCĪ¬²X▌åŽõĪ¬ē║┐sÖCŽÓī”╬╗ų├ĀŅæB╚ńłD 1╦∙╩ŠĪŻī”ųąŪ░╠ß╩Ūē║┐sÖC▀BĮė╣▄ŠĆ¤oæ¬┴”Ż¼╚¶╣▄ŠĆæ¬┴”▌^┤¾Ż¼ļm╚╗└õæBĢrīóī”ųąöĄō■š{š¹š²│ŻŻ¼Ą½ÖCĮM▀\ąą║¾į┌╣▄ŠĆæ¬┴”ū„ė├Ž┬ī”ųąĢ■ėą╦∙ūā╗»ĪŻ▀^╚źę╗ą®┤¾ą═ē║┐sÖCĮMį°▓╔ė├ų▒╚¹│▀Ę©Īóå╬▒ĒĘ©╗“ļp▒ĒĘ©▀Mąąī”ųąÖz£yš{š¹Ż¼ĘĮĘ©ų▒ė^║åå╬ęū▓┘ū„Ż¼Ą½╩Ū£y┴┐Š½Č╚▌^Ą═Ż¼š`▓Ņ▌^┤¾ĪŻ─┐Ū░Ż¼╚²▒ĒĘ©ė╔ė┌£y┴┐Š½Č╚▌^Ė▀Ą├ĄĮĖ³ÅVĘ║æ¬ė├ĪŻ
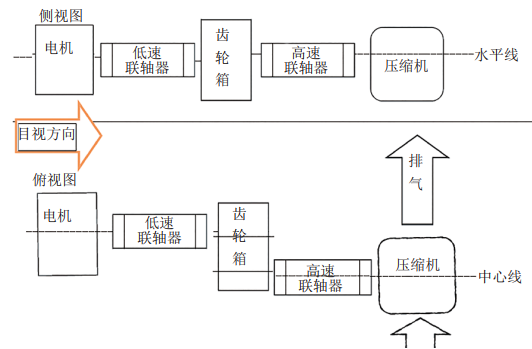
łD 1 ļŖ“īļxą─╩Įē║┐sÖCĖ„▓┐╝■ŽÓī”╬╗ų├╩ŠęŌłD
2 ╚²▒ĒĘ©ī”ųąĘĮĘ©
2.1 ų¦╝▄ōŽČ╚
╚²▒ĒĘ©ī”ųąÖz£yš{š¹╩╣ė├īŻė├ī”ųąų¦╝▄Ż¼ę╗░ŃŪķørŽ┬┐╔▓╗┐╝æ]ų¦╝▄ōŽČ╚ė░ĒæĪŻ«öī”ųąų¦╝▄▌^ķLĢr┐╔▀m«ö┐╝æ]ōŽČ╚ūāą╬ė░ĒæŻ¼ąĶå╬¬Ü£y┴┐ī”ųąų¦╝▄ōŽČ╚Ż¼▓óū÷║├ōŽČ╚ūāą╬ś╦ūRĪŻī”ųąĢr░┘Ęų▒ĒūxöĄ£p╚źų¦╝▄ōŽČ╚╝┤×ķīŹ£yųĄĪŻī”ųąų¦╝▄Ąū▓┐░┘Ęų▒ĒūxöĄ£p╚ź2▒ČōŽČ╚ųĄŻ¼ū¾ėęĘĮŽ“░┘Ęų▒ĒūxöĄ£p╚źōŽČ╚ųĄ╝┤┐╔ĪŻ
2.2 ī”ųąöĄō■£y┴┐ĘĮĘ©
Ż©1Ż®▓ąČ┬ō▌SŲ„Ż¼į┌²X▌åŽõé╚░ļ┬ō▌SŲ„╔Ž░▓čbī”ųąų¦╝▄ĪŻ
Ż©2Ż®ē║┐sÖC┬ō▌SŲ„ā╔é╚┐┐▒│▌åĄ─ÅŚ╗╔Ų¼čbų├╔Ž░▓čb4ēKČ©ŠÓēKŻ¼▓óŠ∙ä“ē║Šoęį▒ŻūC£╩┤_£yĄ├ÖCĮMī”ųąöĄō■Ż¼▒▄├ŌÅŚ╗╔ūāą╬«a╔·š`▓ŅŻ©łD 2Ż®ĪŻ
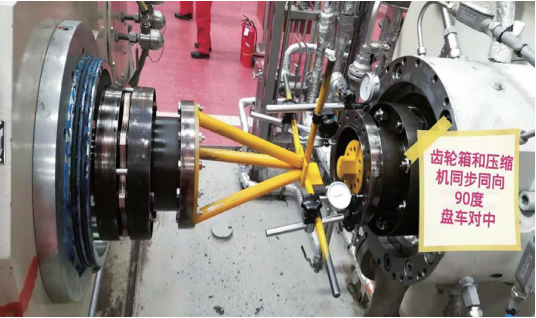
łD 2 ī”ųąų¦╝▄░▓čb¼Fł÷
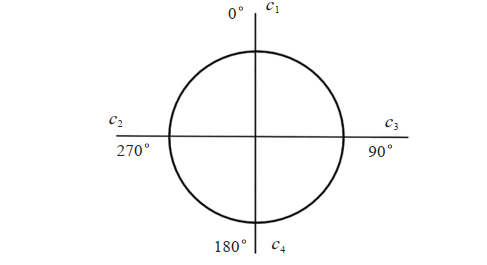
Ż©3Ż®į┌ē║┐sÖCé╚░ļ┬ō▌SŲ„Č╦├µś╦ėø4éĆ£y┴┐³cĪŻ╩ūŽ╚į┌╔ŽĒö³cś╦ėø0ĪŃ╬╗ų├Ż¼╚╗║¾╩╣ė├ŃUēŗšęĄĮŽ┬Ąū³cś╦ėø180ĪŃ╬╗ų├Ż¼Įėų°ė├╦«ŲĮ│▀ĘųäešęĄĮ90ĪŃĪó270ĪŃ╬╗ų├ū÷║├ś╦ėøĪŻś╦ėø║├Ą─4éĆ£y┴┐³c▒ŻūC×ķš²łAĄ─4éĆĒö³cŻ¼╔ŽŽ┬║═ū¾ėęų▒ÅĮŽÓĄ╚Ż¼▒Ńė┌├┐┤╬£y┴┐ūxöĄĢr╬╗ų├╣╠Č©Ż¼£p╔┘£y┴┐š`▓ŅŻ¼▒ŻūC£y┴┐Š½Č╚ĪŻ
Ż©4Ż®ē║┐sÖCé╚░ļ┬ō▌SŲ„╣▓░▓čb3ēK░┘Ęų▒ĒĪŻĘųäeį┌0ĪŃĪó180ĪŃ£y┴┐³cęį┤╣ų▒ė┌▌å▌×Č╦├µĮŪČ╚░▓čbā╔ēK░┘Ęų▒Ēė├ė┌£y┴┐▌SŽ“ī”ųąöĄō■Ż¼į┌0ĪŃ£y┴┐³cęį┤╣ų▒ė┌░ļ┬ō▌SŲ„═ŌŠēĄ─ĮŪČ╚░▓čb1ēK░┘Ęų▒Ēė├ė┌£y┴┐ÅĮŽ“ī”ųąöĄō■Ż¼ūŅ║¾īó3ēK░┘Ęų▒Ē│§╩╝ūxöĄš{š¹ĄĮ┴┐│╠Ą─ųąķg╬╗Ż©5 mmŻ®ĪŻ
Ż©5Ż®╩╣ė├▒P▄ć╣żŠ▀▓╔ė├ļp▒P▄ćĘĮĘ©Ż¼░┤ē║┐sÖC╣żū„ĘĮŽ“ŠÅ┬²▒Päė²X▌åŽõ╝░ē║┐sÖCĪŻ²X▌åŽõ├┐▒Päė90ĪŃŻ¼ē║┐sÖC═¼ĘĮŽ“ę▓▒Päė90ĪŃĪŻĘųäeį┌0ĪŃĪó90ĪŃĪó180ĪŃĪó270ĪŃ╬╗ų├Ė„ėøõø3ēK░┘Ęų▒ĒūxöĄĪŻ┤²▒P▄ćĮY╩°Ż¼░┘Ęų▒Ē╗ųÅ═ų┴0ĪŃ╬╗ų├║¾Ż¼Öz▓ķ┤_šJŲõūxöĄ╩Ūʱ╗ųÅ═ų┴│§╩╝ųĄŻ©5 mmŻ®ĪŻ×ķ£p╔┘š`▓ŅŻ¼¼Fł÷ų┴╔┘£y┴┐3ĮMöĄō■Ū¾ŲĮŠ∙ųĄĪŻ
Ż©6Ż®īóī”ųą£y┴┐öĄō■┼cÅS╝ę╝╝ągś╦£╩▀Mąąī”▒╚Ż¼ėŗ╦ŃŲõŲ½▓Ņ╩Ūʱį┌į╩įS╣½▓ŅŻ©ÅĮŽ“Ż║Ī└0.05 mmŻ¼▌SŽ“Ż║Ī└0.03 mmŻ®ĘČć·ā╚ĪŻī”ųąįŁät×ķŽ╚Ž¹│²▌SŽ“▓╗ī”ųąŻ¼į┘Ž¹│²ÅĮŽ“▓╗ī”ųąĪŻ
Ż©7Ż®╩╣ė├Ū¦Ęų│▀£y┴┐ŚU£y┴┐┬ō▌SŲ„▌SŽ“ķgŠÓŻ¼Ė▀╦┘┬ō▌SŲ„ķgŠÓś╦£╩×ķ400 mmĪŻ
Ż©8Ż®ų┴╔┘▒P▄ć2╚”Ż¼Ęųäeėøõø░┘Ęų▒ĒūxöĄŻ¼ęį┼ąöÓöĄō■šµīŹąįĪŻ
2. 3 ▌SŽ“Ų½▓Ņ£y┴┐
Ż©1Ż®īó▌SŽ“░┘Ęų▒ĒĘ┼į┌0ĪŃĪó180ĪŃā╔³cŻ¼▓óīó│§╩╝ųĄš{š¹ĄĮ5 mmĪŻ
Ż©2Ż®░┤šš²X▌åŽõą²▐DĘĮŽ“▒P▄ćŻ¼ą²▐Dų┴90ĪŃĪó180ĪŃĪó270ĪŃŻ¼Ęųäeėøõø░┘Ęų▒ĒūxöĄŻ©łD 3Ż¼ aĪóbĖ„┤·▒Ē░┘Ęų▒Ē£y┴┐Ą─ī”ųąŲ½▓ŅųĄūxöĄŻ®Ż¼▓óėŗ╦ŃĄ├│÷Ų½▓ŅųĄSŻ║S1=Ż©a1+b3Ż®/2Ż╗S2=Ż©a2+b4Ż®/2Ż╗S3=Ż©a3+b1Ż®/2Ż╗S4=Ż©a4+b2Ż®/2ĪŻ
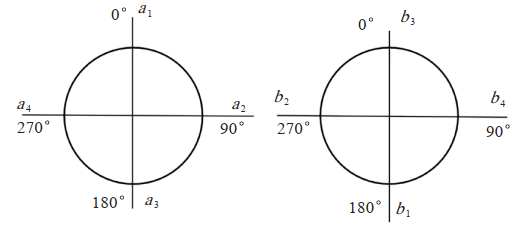
łD 3 ļxą─ē║┐sÖCĮMī”ųą£y┴┐ųĄėøõø
2.4 ▌SŽ“Ų½▓Ņš{š¹
Ż©1Ż®▌SŽ“┤╣ų▒ĘĮŽ“š{š¹┴┐ėŗ╦ŃĪŻėŗ╦ŃŲ½▓ŅųĄŻ║S=[Ż©a3+b1Ż®ŻŁŻ©a1+b3Ż®]/2Ż╗╚ń╣¹S╩Ūš²ųĄŻ¼▒Ē╩Š╔Žķ_┐┌Ż¼žōųĄät▒Ē╩ŠŽ┬ķ_┐┌ĪŻ╔Žķ_┐┌ĢrŻ¼║¾─_╝ėē|Ų¼╗“Ū░─_│Ęē|Ų¼Ż¼š{š¹┴┐░┤╣½╩ĮŻ©1Ż®ėŗ╦ŃĪŻŽ┬ķ_┐┌Ģr▓┘ū„ŽÓĘ┤Ż¼ėŗ╦Ń╣½╩Į═¼Ż©1Ż®ĪŻ▌SŽ“▓╗ī”ųąą╬╩Į╚ńłD 4╦∙╩ŠĪŻ
Y=SĪ┴L2/D Ż©1Ż®
YŲ½▓Ņš{š¹┴┐Ż¼mmŻ╗D×ķ2ēK░┘Ęų▒Ēų«ķgĄ─ŠÓļxŻ¼mmŻ╗L1Ū░─_ĄĮ£y┴┐³cĄ─ŠÓļxŻ¼mmŻ╗L2║¾─_ĄĮŪ░─_Ą─ŠÓļxŻ¼mmŻ╗S▌SŽ“Ų½▓ŅųĄŻ¼mmĪŻ
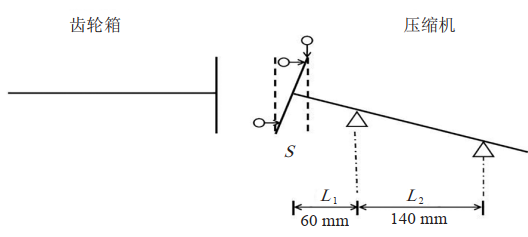
łD 4 ļxą─ē║┐sÖC▌SŽ“▓╗ī”ųąą╬╩Į
Ż©2Ż®▌SŽ“╦«ŲĮĘĮŽ“š{š¹┴┐ėŗ╦ŃĪŻėŗ╦ŃŲ½▓ŅųĄŻ║S=[Ż©a4+b2Ż®ŻŁŻ©a2+b4Ż®]/2Ż╗╚ń╣¹S╩Ūš²Ż¼ėęķ_┐┌Ż¼žōųĄätū¾ķ_┐┌Ż╗═¼└ĒŻ¼╦«ŲĮĘĮŽ“š{š¹┴┐░┤╩ĮŻ©1Ż®ėŗ╦ŃĪŻ
Ż©3Ż®▌SŽ“š{š¹ĪŻŽ╚š{š¹╦«ŲĮĘĮŽ“Ż¼į┘š{š¹┤╣ų▒ĘĮŽ“ĪŻš{š¹╦«ŲĮĘĮŽ“ĢrŻ¼īó꬚{š¹Ą─ĒöĮzą▒ī”ĮŪĄ─ĒöĮzĒöĄĮįOéõ╔ŽŻ¼╚ńīó║¾─_Ž“ū¾ĒöŻ¼─Ū├┤Š═īóū¾├µŪ░─_Ą─ĒöĮzŽ╚ĒöūĪĪŻ┐╔ęįīó░┘Ęų▒ĒĘ┼į┌ę¬ĒöĄ─Ąž─_ī”├µüĒ▒O£yš{š¹┴┐ĪŻę▓┐╔ęįė├▒Ē╝▄╔ŽĄ─ÅĮŽ“▒ĒüĒ▒O£yŻ©ĒöŪ░─_Ż║S▒Ē=YŻ©L1+L2Ż®/L2Ż╗Ēö║¾─_Ż║S▒Ē=Ż©YL1Ż®/L2 Ż®ĪŻ╦«ŲĮĘĮŽ“š{š¹║├║¾Ż¼īó4éĆĮŪĄ─ĒöĮzČ╝ĒöūĪŻ¼į┘š{š¹┤╣ų▒ĘĮŽ“Ż©╝ė£pē|Ų¼Ż®ĪŻ▌SŽ“š{š¹Ģrę¬ūóęŌÖz▓ķĖ„Ąž─_┬▌╦©ē|Ų¼╩Ūʱ┤µį┌▄øĮŪŻ¼ųéĆī”├┐╠ÄĄž─_┬▌╦©╦╔ķ_į┘Šo╣╠▓ó▒O£y░┘Ęų▒ĒöĄųĄūā╗»Ż®ęįÖz▓ķūāą╬ē║┐s┴┐Ż¼┤_▒Ż├┐éĆĄž─_┬▌╦©ē|Ų¼ē║īŹ▓╗┤µį┌ūāą╬▄øĮŪŪķørĪŻ
2.5 ÅĮŽ“Ų½▓Ņš{š¹
Ż©1Ż®ÅĮŽ“Ų½▓ŅĪŻ▌SŽ“š{š¹║├║¾Ż¼ÅĮŽ“Ų½▓Ņ┐╔─▄Ģ■║▄┤¾Ż¼Ž╚ė├ŲĮ░Õ│▀│§▓Į£y┴┐ĪŻ╚╗║¾īóÅĮŽ“░┘Ęų▒ĒĘ┼ĄĮ0ĪŃ╬╗ų├Ż¼ąĪ▒ĒūxöĄš{ų┴5 mm╠ÄŻ¼┤¾▒Ēš{┴ŃĪŻą²▐Dę╗ų▄Ż¼ėøõø╔ŽŽ┬ū¾ėę4éĆ³c░┘Ęų▒ĒūxöĄĪŻįōöĄō■£p╚źų¦╝▄ōŽČ╚ųĄ×ķūŅĮKīŹ£yųĄĪŻ
╚ńłD 5╦∙╩ŠŻ¼c×ķ┬ō▌SŲ„═ŌłAÅĮŽ“£y┴┐ųĄĪŻ┤╣ų▒Ų½▓ŅŻ║u1=Ż©c4ŻŁc1Ż®/2Ż╗╚ń╣¹ u1 ╩Ūš²ųĄŻ¼²X▌åŽõĖ▀Ż╗žōųĄät²X▌åŽõĄ═ĪŻ╦«ŲĮŲ½▓ŅŻ║u2=Ż©c2ŻŁc3Ż®/2Ż╗╚ń╣¹u2╩Ūš²ųĄŻ¼²X▌åŽõŲ½ėęŻ╗žōųĄät²X▌åŽõŲ½ū¾ĪŻ
łD 5 ļxą─ē║┐sÖCĮMī”ųą£y┴┐ųĄ╩ŠęŌłD
Ż©2Ż®ÅĮŽ“Ų½▓Ņš{š¹ĪŻŽ╚š{š¹╦«ŲĮĘĮŽ“Ż¼į┘š{š¹┤╣ų▒ĘĮŽ“ĪŻš{š¹╦«ŲĮĘĮŽ“ĢrŻ¼ā╔éĆĄž─_ę¬═¼ĢrĒöŻ¼┐╔ęįė├░┘Ęų▒ĒĘ┼į┌ę¬ĒöĄ─Ąž─_Ą─ī”├µüĒ▒O£yš{š¹┴┐Ż¼īó▒Ē╝▄╔ŽĄ─ā╔ų╗▌SŽ“░┘Ęų▒ĒĘ┼į┌╦«ŲĮ╬╗ų├üĒ▒O£y╩ŪʱĒöŲ½ĪŻ╦«ŲĮĘĮŽ“š{š¹║├║¾Ż¼īó╦─éĆĮŪĄ─ĒöĮzČ╝ĒöūĪŻ¼į┘üĒš{š¹┤╣ų▒ĘĮŽ“Ż©╝ė£pē|Ų¼Ż®ĪŻ
3 ╝ż╣Ōī”ųąāxī”ųąĘĮĘ©
3.1 ═¼ą─Č╚šęš²
ē║┐sÖC═¼ą─Č╚šęš²╩ŪÖCĮM░▓čbųąūŅĻPµIĄ─╣żą“Ż¼ų▒Įėė░ĒæÖCĮM▀\ąąĄ─ĘĆČ©ąįĪŻė├│ŻęÄĘĮĘ©šęš²Ż¼▀^│╠Ę▒¼ŹŻ¼ą¦┬╩▌^Ą═Ż╗▓╔ė├╝ż╣Ōī”ųąāxšęš²Ż¼ĘĮ▒Ń┐ņĮ▌Ż¼Č°Ūę─▄Ž¹│²│ŻęÄĘĮĘ©╣żŠ▀ūāą╬Ą╚ę²ŲĄ─š`▓ŅŻ¼šęš²Š½Č╚┐╔▀_ 0.001 mmŻ©łD 6Ż®ĪŻ╩ūŽ╚ęį²X▌åŽõ×ķ╗∙£╩Ż¼šęš²ē║┐sÖCŻ¼╚╗║¾ęįē║┐sÖC×ķ╗∙£╩Ż¼šęš²ų„ļŖÖCŻ¼š{š¹ē║┐sÖCĪó²X▌åŽõ║═ļŖÖC▌SŠĆŽÓ▀mæ¬ĪŻšęš²Ēśą“╩ŪŽ╚£y┴┐ÖC¾w╦«ŲĮČ╚Ż¼į┘£y┴┐▐Dūė▌SČ╦ķgŠÓŻ¼ūŅ║¾▀Mąą═¼ą─Č╚ī”ųąĪŻ
łD 6 ╝ż╣Ōī”ųąāxī”ųąšęš²įŁ└Ē╩ŠęŌłD
ė╔ė┌ē║┐sÖCĮMį┌▀\ąą▀^│╠ųą£žČ╚╔²Ė▀Ģ■│÷¼F¤ß┼“├ø¼FŽ¾Ż¼Ė„▌Sųąą─ŠĆĢ■«a╔·ŽÓī”╬╗ęŲĪŻį┌═¼ą─Č╚šęš²Ģræ¬│õĘų┐╝æ]▐D▌S└õæB┼c¤ßæBĢrĄ─Ų½▓ŅųĄŻ¼▓óį┌└õæBšęš²ĢrīóŲ½▓Ņį┌Ę┤ĘĮŽ“ŅA┴¶│÷üĒŻ¼ęį╩╣ÖCĮMį┌▀\ąąĢrĖ„▌SŠĆ╠Äė┌└ĒŽļĀŅæBĪŻ
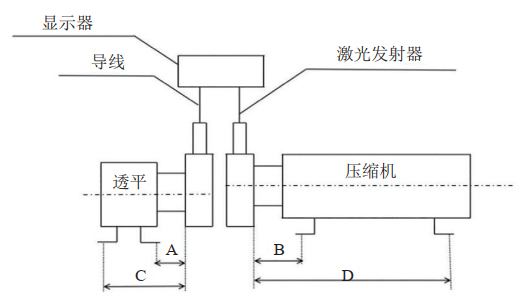
3.2 ▓┘ū„ę¬ŅI
Ż©1Ż®╝ż╣Ōī”ųąāx░▓čbš{įćĪŻ▀xō±║Ž▀mĄ─µ£ŚlŻ¼░č╝ż╣Ō░l╔õŲ„╣╠Č©į┌²X▌åŽõČ╦é„äė▌S╔ŽŻ¼Įė╩šŲ„╣╠Č©į┌ē║┐sÖCČ╦é„äė▌S╔ŽŻ¼╚╗║¾░č┐žųŲŲ„▀BĮėĄĮ░l╔õŲ„╔ŽĪŻ░l╔õŲ„ķ_╩╝š²│Ż╣żū„Ż¼░l│÷╝t╔½╝ż╣ŌĄĮĮė╩šŲ„Ę┤╔õńRŻ¼į┘Ę┤╔õ╗ž░l╔õŲ„Ż¼«ö┐žųŲŲ„’@╩ŠŲ┴’@╩Š▐Däė╠ß╩ŠĢrŻ¼╝┤┐╔▀Mąą▒P▄ćī”ųąĪŻ
Ż©2Ż®ē║┐sÖCī”ųąšęš²ĪŻĘųäe£y┴┐│÷AĪóBĪóCĪóD Ż©╦∙į┌įOéõ▌SŅ^ĄĮŪ░║¾Ąž─_┬▌╦©ŠÓļxŻ®4éĆöĄųĄ▓óīóŲõ▌ö╚ļĄĮ╝ż╣Ōī”ųąāxŽĄĮyā╚Ż¼į┌ūŅĖ▀³c╠Ä╩╣Įė╩šČ╦Įė╩šĄĮ░l╔õ╣Ō╩°Ż¼’@╩ŠŲ┴╔ŽūxöĄ╗ž┴ŃŻ¼ė├Ą§čbĦ║═ąąĄ§▀Mąą▒P▄ćŻ¼▒ŻūC╝ż╣Ōī”ųąāxų┴╔┘ą²▐D135ĪŃŻ¼Ų┌ķgÅ─’@╩ŠŲ┴╔Žūx│÷Ų½▓ŅųĄŻ¼┤╦×ķī”ųąŲ½▓Ņš{š¹ųĄŻ¼└^└m▒P▄ć▐DäėĄĮ0ĪŃ╬╗ų├Ż¼ Å═▓ķūxöĄ╩Ūʱ╗ž┴ŃŻ©╚¶╗ž┴Ńätšf├„Ų½▓ŅųĄ£╩┤_Ż®Ż¼╚╗║¾į┘Ė∙ō■Ų½▓Ņš{š¹ųĄ▀Mąąš{š¹Ż¼╚ń┤╦Ę┤Å═Ż¼ų▒ĄĮĘ¹║ŽMANē║┐sÖC╝╝ąg╬─╝■ę¬Ū¾ĪŻŠ▀¾w▓┘ū„ĢrŻ¼Ž╚š{š¹ē║┐sÖC╦«ŲĮĘĮŽ“═¼ą─Č╚Ż¼Ę¹║Žę¬Ū¾Ģrį┘š{š¹┤╣ų▒ĘĮŽ“═¼ą─Č╚ĪŻ
ūŅĮK£y┴┐ĮY╣¹Ė∙ō■ī”ųąāxūįäė┼ąöÓī”ųą╣½▓Ņ╩Ūʱęčį┌į╩įSĘČć·ā╚Ż¼╣½▓ŅĘČć·ś╦£╩ųĄĖ∙ō■ē║┐sÖCÅS╝ęęÄČ©▀MąąįOČ©ĪŻ└¹ė├╝ż╣Ōī”ųąāxī”═¼ą─Č╚šęš²Ż¼å╬┤╬š{š¹ų▄Ų┌▓╗ĄĮ2ąĪĢrŻ¼╝╚╝ė┐ņ┴╦ī”ųąš{š¹╦┘Č╚Ż¼ėų╠ßĖ▀┴╦šęš²Š½Č╚Ż¼Ž¹│²┴╦╩╣ė├ūįųŲ╣żŠ▀ę“ūāą╬ę²ŲĄ─š`▓ŅŻ¼╚ĪĄ├┴╦╩┬░ļ╣”▒ČĄ─ą¦╣¹ĪŻ
3.3 ūóęŌ╩┬ĒŚ
Ż©1Ż®╝ż╣Ōī”ųąāxŠ½Č╚▌^Ė▀Ż¼«ö═¼ą─Č╚Ų½▓Ņ▌^┤¾ĢrŻ¼æ¬Ž╚ė├░┘Ęų▒Ē▒O£yŻ¼═Ļ│╔│§▓Įš{š¹Ż¼į┘░▓čbī”ųąāxī”ųąš{š¹Ż¼Ę±ät▓╗─▄£╩┤_ī”ųąĪŻ
Ż©2Ż®░l╔õČ╦║═Įė╩šČ╦╗∙ū∙╣╠Č©═Ļ«ģ║¾Ż¼ė├ī”ųąāxūįĦĄ─╦«ŲĮ│▀Å═£yŲõ╦«ŲĮČ╚Ż¼ęį▒ŻūC╦«ŲĮŚl╝■Ž┬ūx╚ĪĄ─öĄųĄŠ▀ėą╩╣ė├ārųĄĪŻ
Ż©3Ż®īó░l╔õČ╦╣╠Č©į┌╗∙£╩Č╦Ż©²X▌åČ╦Ż®Ż¼Įė╩šČ╦╣╠Č©į┌┤²š{š¹Č╦Ż©ē║┐sÖCČ╦Ż®Ż¼Ė∙ō■ī”ųąāx’@╩ŠŲ┴╔ŽĄ─╠ß╩Š▌ö╚ļĖ„ų¦ō╬³cų«ķgŠÓļxųĄ▓ó┤_▒ŻŲõ╬╗ų├ŽÓ╗źī”æ¬ĪŻ
Ż©4Ż®š{š¹ē║┐sÖCČ╦ĢrŻ¼ę╗┤╬▓╗─▄š{š¹▀^ČÓŻ¼ęį├Ōīóš`▓ŅÅ─ę╗▀ģš{ĄĮ┴Ēę╗▀ģŻ¼├┐š{š¹ę╗┤╬æ¬į┌Ēö▓┐ųžą┬ī”┴ŃŻ¼į┘ĘųäeÅ─Ųõ╦¹3éĆ╬╗ų├ūx╚ĪūxöĄĪŻ
Ż©5Ż®ć└Ė±░┤ššē║┐sÖCÅS╝ęę¬Ū¾▀Mąą└õæBšęš²Ż¼æ¬ŅAŽ╚┐╝æ]ÖCĮM▀\ąąĢrĄ─¤ß┼“├øė░ĒæĪŻ
Ż©6Ż®šęš²═Ļ«ģ║¾Ż¼┐╔ęįŅAĮMčb┬ō▌SŲ„ĪŻė╔ė┌ē║┐sÖCĪóūā╦┘Žõ╝░ļŖÖCĄ╚ėąĖ„ūį¬Ü┴óĄ─═Ų┴”ŽĄĮyŻ¼▒žĒÜ░┤ššē║┐sÖCĮMłD╝łę¬Ū¾ŅA┴¶┬ō▌SŲ„░▓čbķgŠÓŻ¼Ūę┤╦ķgŠÓæ¬į┌Ė„▐Dūėų„═Ų┴”├µ╔Ž▀Mąą£y┴┐Ż¼ęį▒ŻūCŲõ┼“├øķgŽČŻ¼▀@ę╗³cī”ÖCĮMķLų▄Ų┌▀\ąąų┴ĻPųžę¬ĪŻ

ū„š▀║åĮķŻ¼Į¬ŲG├±Ż¼1978─Ļ╔·Ż¼╣ż│╠ĤŻ¼2001─Ļ«ģśIė┌│ąĄ┬╩»ė═Ė▀Ą╚īŻ┐ŲīWąŻŲ¹▄ć╣ż│╠ŽĄŲ¹▄ć╣ż╦ć┼cŠSą▐īŻśIŻ¼ķLŲ┌Å─╩┬┤¾ą═ē║┐sÖCĮMĄ─▀\ąąŠSą▐╣▄└Ē╣żū„ĪŻ┬ōŽĄĘĮ╩ĮŻ║15529857086Ż¼jiangfu719@163.comĪŻ
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW░▓éõ 62010202003034╠¢
Ė╩╣½ŠW░▓éõ 62010202003034╠¢ 
