



ė═ÜŌ╣▄Ą└ōQ╣▄ū„śI(y©©)▌oų·ŲĮ┼_(t©ói)Ą─ķ_░l(f©Ī)
üĒ(l©ói)į┤Ż║ĪČ╣▄Ą└▒Żūo(h©┤)ĪĘ2022─ĻĄ┌3Ų┌ ū„š▀Ż║ążųŠ Ģr(sh©¬)ķgŻ║2022-5-27 ķåūxŻ║
ążųŠ
╬„▓┐╣▄Ą└ŠŲ╚¬▌öė═ÜŌĘų╣½╦ŠŠŲ╚¬ŠSōīą▐ųąą─
š¬ę¬Ż║ōQ╣▄ū„śI(y©©)ū„×ķė═ÜŌ╣▄Ą└╩¦ą¦║¾Ą─ę╗ĘNė└Š├ą▐Å═(f©┤)ĘĮ╩Į▒╗ÅVĘ║▓╔ė├ĪŻōQ╣▄ū„śI(y©©)▌oų·ŲĮ┼_(t©ói)╝»║ŽōQ╣▄ū„śI(y©©)╦∙ąĶ╬’┘YĪóįO(sh©©)éõĪó║ĖĮė╣ż╦ćįu(p©¬ng)Č©ĪóŽ┬┴Žėŗ(j©¼)╦ŃĘĮĘ©Īóū„śI(y©©)ęÄ(gu©®)ĘČĄ╚öĄ(sh©┤)ō■(j©┤)Ż¼▓╔ė├VBŠÄ│╠šZ(y©│)čįķ_░l(f©Ī)ĪŻŽĄĮy(t©»ng)┐╔░▓čbį┌╩ųÖC(j©®)╗“ŲĮ░ÕĮKČ╦Ż¼īŹ(sh©¬)¼F(xi©żn)öĄ(sh©┤)ō■(j©┤)▓ķįāĪóŽ┬┴Žėŗ(j©¼)╦ŃĪóūįäė(d©░ng)╔·│╔ėøõøĄ╚╣”─▄Ż¼┐sČ╠ū„śI(y©©)Ģr(sh©¬)ķgŻ¼╠ß╔²ōīą▐ą¦┬╩ĪŻ
ĻP(gu©Īn)µIį~Ż║ė═ÜŌ╣▄Ą└Ż╗ōīļU(xi©Żn)Ż╗ōQ╣▄ū„śI(y©©)▌oų·ŲĮ┼_(t©ói)Ż╗Ž┬┴Žėŗ(j©¼)╦ŃŻ╗ū„śI(y©©)ėøõøŻ╗ōīą▐ą¦┬╩
ōQ╣▄ū„śI(y©©)Ū░Ų┌ąĶę¬▓ķįā╩¦ą¦╣▄Ą└ęÄ(gu©®)Ė±╝░▓─┘|(zh©¼)Īóī”(du©¼)æ¬(y©®ng)Ą─╣▄▓─║Ė▓─ā”(ch©│)éõĪóų¦│ųĄ─║ĖĮė╣ż╦ćęÄ(gu©®)│╠Īóōīą▐įO(sh©©)éõĄ╚╩ŪʱØMūŃöÓ╣▄ąĶŪ¾Ż¼ęį═∙╚╦╣ż║╦▓ķöĄ(sh©┤)ō■(j©┤)Ąóš`▌^ČÓĢr(sh©¬)ķgŻ¼¼F(xi©żn)ł÷(ch©Żng)▓╔ė├╚╦╣żėŗ(j©¼)╦ŃŽ┬┴Ž│▀┤ń┤µį┌ėŗ(j©¼)╦ŃŲ½▓ŅĄ╚å¢Ņ}Ż¼ė░ĒæĮMī”(du©¼)┘|(zh©¼)┴┐ĪŻ═©▀^čą░l(f©Ī)╣▄Ą└ōQ╣▄ū„śI(y©©)▌oų·ŲĮ┼_(t©ói)Ż¼┐╔ęįÄ═ų·åT╣żį┌ōīą▐ū„śI(y©©)Ģr(sh©¬)┐ņ╦┘▓ķķåöĄ(sh©┤)ō■(j©┤)Ż¼£╩(zh©│n)┤_ėŗ(j©¼)╦ŃŽ┬┴Ž│▀┤ńŻ¼╠ß╔²╣żū„ą¦┬╩ĪŻ
1 ŲĮ┼_(t©ói)╣”─▄┼c┐“╝▄
1.1 ╣”─▄ķ_░l(f©Ī)
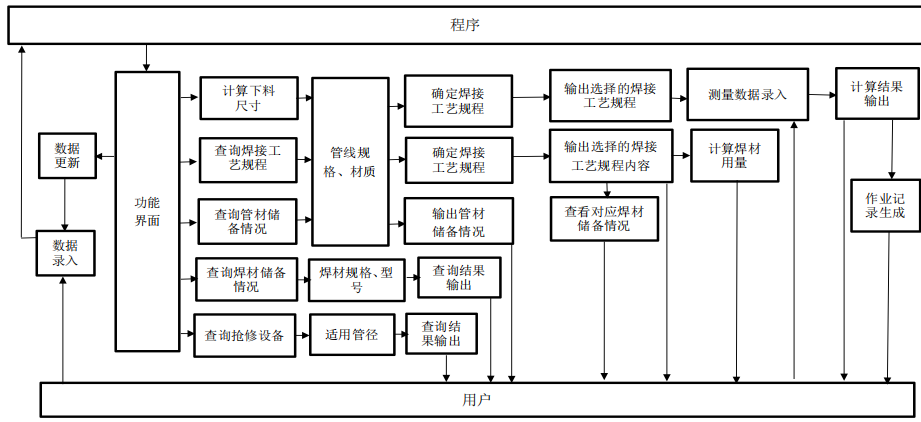
Ż©1Ż®ĘĮ▒Ńė├æ¶▓ķįā╣▄Ą└ęÄ(gu©®)Ė±Īó▓─┘|(zh©¼)Īó║Ė▓─ā”(ch©│)éõŪķørĪó╣▄▓─ā”(ch©│)éõ╝░öÓ╣▄įO(sh©©)éõ┼õų├ŪķørŻ¼▀xō±┤_Č©║ĖĮė╣ż╦ćęÄ(gu©®)│╠╝░öÓ╣▄╦∙ė├įO(sh©©)éõĪŻ
Ż©2Ż®ė├æ¶ų╗ąĶ║å(ji©Żn)å╬▌ö╚ļ¼F(xi©żn)ł÷(ch©Żng)£y(c©©)┴┐öĄ(sh©┤)ō■(j©┤)▒Ń┐╔┐ņ╦┘▓ķįāōQ╣▄ū„śI(y©©)╦∙ąĶģóöĄ(sh©┤)ĪŻ
Ż©3Ż®×ķė├æ¶╠ß╣®░┤4Īó8Īó12╚²ĘNĄ╚ĘųĘĮ╩Į┤_Č©╣▄┐┌łAų▄Ą╚Ęų?j©½n)?sh©┤)┴┐ĪŻ
Ż©4Ż®ŲĮ┼_(t©ói)Ė∙ō■(j©┤)╦∙▀x║ĖĮė╣ż╦ćęÄ(gu©®)│╠ĮMī”(du©¼)│▀┤ńę¬Ū¾Īó╣▄┐┌Ą╚Ęų?j©½n)?sh©┤)┴┐Īó¼F(xi©żn)ł÷(ch©Żng)£y(c©©)┴┐ųĄĄ╚Ż¼ūįäė(d©░ng)ėŗ(j©¼)╦Ń╣▄Ą└Ž┬┴Ž│▀┤ńĪŻ
Ż©5Ż®ūįäė(d©░ng)╔·│╔ōQ╣▄ū„śI(y©©)ėøõøĪŻ
1.2 ┐“╝▄ĮY(ji©”)śŗ(g©░u)
ŲĮ┼_(t©ói)┐“╝▄ĮY(ji©”)śŗ(g©░u)╝░▀\(y©┤n)ąą┴„│╠ęŖłD 1ĪŻ
2 ŲĮ┼_(t©ói)┤ŅĮ©
2.1 öĄ(sh©┤)ō■(j©┤)╩š╝»╝░š¹└Ē
ōīą▐śI(y©©)äš(w©┤)ĘČć·░³└©╬„ÜŌ¢|▌öę╗Č■╚²ŠĆ╬„Č╬Īóק╠m│╔ŲĘė═╣▄Ą└╝░█Ę╠mįŁė═╣▄Ą└ĪŻ╩š╝»▓óš¹└ĒęÄ(gu©®)Ė±▓─┘|(zh©¼)Īóį┌ė├║ĖĮė╣ż╦ćęÄ(gu©®)│╠Īó╣▄▓─ā”(ch©│)éõĪó║Ė▓─ā”(ch©│)éõĪóōīą▐įO(sh©©)éõ┼õų├╝░▀mė├ĘČć·Īó╣▄Ą└Ž┬┴ŽĮMī”(du©¼)ėŗ(j©¼)╦ŃĘĮĘ©Ą╚ŽÓĻP(gu©Īn)öĄ(sh©┤)ō■(j©┤)Ż¼▒ŻūCöĄ(sh©┤)ō■(j©┤)ĮY(ji©”)śŗ(g©░u)ę╗ų┬ĪŻ║ĖĮė╣ż╦ćęÄ(gu©®)│╠öĄ(sh©┤)ō■(j©┤)ČÓ×ķ╝ł┘|(zh©¼)░µ╗“ļŖūė░µłDŲ¼Ė±╩ĮŻ¼ąĶę¬▀M(j©¼n)ąąą┼Žó╗»╠Ä└ĒŻ¼░³└©╣ż╦ćęÄ(gu©®)│╠▀mė├Ą─╣▄Ą└ęÄ(gu©®)Ė±Īó▓─┘|(zh©¼)Īó╣▄Ą└Ų┬┐┌┤¾ąĪĪóĮMī”(du©¼)│▀┤ńę¬Ū¾Ż╗║Ė▓─ęÄ(gu©®)Ė±Īóą═╠¢(h©żo)ęį╝░║Ė▓─ŅA(y©┤)¤ßę¬Ū¾Ż╗╣▄Ą└ŅA(y©┤)¤ßę¬Ū¾Īó║Ė║¾▒Ż£žę¬Ū¾Ż╗║ĖĮėįO(sh©©)éõę¬Ū¾╝░╦∙ė├ÜŌ¾wę¬Ū¾Ą╚ĪŻ
2.2 Ž┬┴Ž│▀┤ńėŗ(j©¼)╦ŃĘĮĘ©
Ž┬┴Ž│▀┤ńėŗ(j©¼)╦ŃĘĮĘ©ę¬▀mė├▓╗═¼┐┌ÅĮ╣▄Ą└Ž┬┴ŽĮMī”(du©¼)Ż¼ī”(du©¼)─┐Ū░▓╔ė├Ą─ÄūĘNĘĮĘ©Å─▓┘ū„ļyČ╚Īóėŗ(j©¼)╦ŃļyČ╚Īóūįäė(d©░ng)╗»īŹ(sh©¬)¼F(xi©żn)ļyęūĪó£╩(zh©│n)┤_ąį╦─éĆ(g©©)ĘĮ├µ▀M(j©¼n)ąą▒╚▀xŻ¼ūŅĮK▀xė├╚²ĮŪ║»öĄ(sh©┤)Ę©╠Ä└Ēą▒┐┌å¢Ņ}ĪŻ
╩▄æ¬(y©®ng)┴”ĪóŪąĖŅĘĮ╩ĮĄ╚ė░ĒæŻ¼╣▄Ą└Ūąķ_║¾į┌┤╣ų▒╗“š▀╦«ŲĮ├µ╔Ž▒Ē¼F(xi©żn)×ķą▒┐┌Ż¼╚ńłD 2╦∙╩ŠŻ¼┐╔ęį▒╚▌^ų▒ė^Ąž┐┤ĄĮ╣▄┐┌Ė„³c(di©Żn)Ą─▌SŽ“▓ŅųĄ┼cŲõį┌£y(c©©)┴┐³c(di©Żn)╦∙ī”(du©¼)æ¬(y©®ng)Ą─ų▒ÅĮ╔ŽĄ─═Čė░│╩ŠĆąįĻP(gu©Īn)ŽĄĪŻ└²╚ń£y(c©©)┴┐³c(di©Żn)O1ŻŁO1Ż¦Ą─▌SŽ“▓Ņ×ķxŻ¼┴Ēėąę╗³c(di©Żn)Onį┌ų▒ÅĮO1ŻŁO1Ż¦Ą─═Čė░×ķkŻ¼Ųõ╦∙ī”(du©¼)æ¬(y©®ng)Ą─▌SŽ“▓Ņ×ķkxŻ¼ę▓┐╔šJ(r©©n)×ķ╩ŪO1£y(c©©)┴┐ųĄī”(du©¼)OnĄ─ė░ĒæĪŻę“┤╦Ż¼Ū¾╚ĪO1ī”(du©¼)OnĄ─ė░Ēæ┐╔ęį▐D(zhu©Żn)╗»×ķŪ¾╚ĪOnį┌O1ŻŁO1Ż¦╔ŽĄ─═Čė░ĪŻÅ─Äū║╬┐╝æ]╩Ūę╗éĆ(g©©)║å(ji©Żn)å╬Ą─╚²ĮŪ║»öĄ(sh©┤)Ż¼╚¶į┌äØŠĆĢr(sh©¬)īó╣▄┐┌nĄ╚ĘųŻ¼ätĄ╚ĘųĮŪ”┴×ķ360ĪŃ/nŻ¼┤╦Ģr(sh©¬)ūįŽ┬Č°╔ŽĖ„³c(di©Żn)Ą─ŽĄöĄ(sh©┤)ųĄ×ķ ’@╚╗┤╦Ģr(sh©¬)m┼cłDųąĄ─nęŌ┴x▓╗═¼Ż¼ę“?y©żn)ķ╣▄╣ż┴?x©¬)æTūį╔ŽČ°Ž┬▀M(j©¼n)ąą³c(di©Żn)╬╗ś╦(bi©Īo)ūóŻ¼┤·ōQ┐╔Ą├Ż║
’@╚╗┤╦Ģr(sh©¬)m┼cłDųąĄ─nęŌ┴x▓╗═¼Ż¼ę“?y©żn)ķ╣▄╣ż┴?x©¬)æTūį╔ŽČ°Ž┬▀M(j©¼n)ąą³c(di©Żn)╬╗ś╦(bi©Īo)ūóŻ¼┤·ōQ┐╔Ą├Ż║

▀M(j©¼n)ę╗▓Į╠µōQ”┴┐╔Ą├ĄĮŽĄöĄ(sh©┤)kĄ─═©╩ĮŻ║
╩ĮųąŻ¼n▒Ē╩Šī”(du©¼)╣▄Ą└▀M(j©¼n)ąąnĄ╚ĘųŻ╗m▒Ē╩Šūį╔ŽČ°Ž┬ėŗ(j©¼)öĄ(sh©┤)Ą─Ą┌méĆ(g©©)³c(di©Żn)Ż╗km▒Ē╩ŠO1ī”(du©¼)OmĄ─ė░ĒæŽĄöĄ(sh©┤)ĪŻ
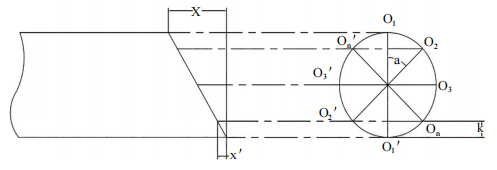
łD 2 ╣▄Ą└ą▒┐┌ą╬├▓╩ŠęŌłD
Ė∙ō■(j©┤)ŽĄöĄ(sh©┤)┐╔ęįĄ├│÷╣▄┐┌Ė„³c(di©Żn)▌SŽ“▓ŅųĄĪŻąĶę¬ūóęŌĄ─╩ŪŻ¼▀@ų╗╩ŪĮø(j©®ng)▀^łAųąą─ę╗ŚlŠĆĄ─▌SŽ“▓ŅųĄėŗ(j©¼)╦ŃŻ¼ā╔ŚlŠĆśŗ(g©░u)│╔ę╗éĆ(g©©)├µŻ¼į┌īŹ(sh©¬)ļHæ¬(y©®ng)ė├ųą▀ĆąĶę¬ėŗ(j©¼)╦Ń┴Ē═Ōę╗ŚlĮø(j©®ng)▀^łAųąą─ŠĆĄ─▌SŽ“▓ŅųĄ▀M(j©¼n)ąą»B╝ėĪŻ×ķ┴╦ėŗ(j©¼)╦ŃĘĮ▒Ńę╗░Ń▀x╚Īā╔Śl┤╣ų▒ŠĆĄ─▌SŽ“▓ŅųĄ▀M(j©¼n)ąą»B╝ėŻ¼═¼Ģr(sh©¬)Ė∙ō■(j©┤)¼F(xi©żn)ł÷(ch©Żng)īŹ(sh©¬)ļHąĶŪ¾Ż¼ę╗░Ńīó╣▄┐┌▀M(j©¼n)ąą4Īó8Īó12Ą╚Ęų╝┤┐╔═Ļ│╔£╩(zh©│n)┤_Ą─Ž┬┴Žėŗ(j©¼)╦ŃĪŻ
ęį╔Žų╗╩Ūą▒┐┌╠Ä└ĒĘĮĘ©Ż¼▀ĆąĶę¬£y(c©©)┴┐?j©®)╔╣▄┐┌ī?du©¼)æ¬(y©®ng)Ģr(sh©¬)ńŖĘĮ╬╗Ą─ķgŠÓŻ¼ĮY(ji©”)║Ž║ĖĮė╣ż╦ćęÄ(gu©®)│╠ųąĮMī”(du©¼)│▀┤ńę¬Ū¾ėŗ(j©¼)╦Ń▌ö│÷Ž┬┴Ž│▀┤ńĪŻ
2.3 ║Ė▓─Ž¹║─ėŗ(j©¼)╦ŃĘĮĘ©
ū„śI(y©©)▀^│╠ųą║Ė▓─Ą─Ž¹║─┼c╣▄ÅĮ┤¾ąĪĪóĮMī”(du©¼)ķgŽČĪóŲ┬┐┌ĮŪČ╚Īó╣▄Ą└▒┌║±ĪóŌg▀ģĪóŲ┬┐┌ą╬╩Įęį╝░║Ė▓─▒Š╔Ē▒╚ųž║═╚█Ę¾┬╩ŽÓĻP(gu©Īn)ĪŻ│²┴╦║Ė▓─▒╚ųž║═╚█Ę¾┬╩═ŌŻ¼Ųõ╦¹öĄ(sh©┤)ō■(j©┤)Š∙┐╔Å─║ĖĮė╣ż╦ćęÄ(gu©®)│╠Ą├│÷Ż¼ę“┤╦ŲĮ┼_(t©ói)ų╗ąĶ╩š╝»š¹└Ē├┐ŅÉ║Ė▓─Ą─▒╚ųžĪó╚█Ę¾┬╩╝┤┐╔ĪŻĖ∙ō■(j©┤)║ĖĮė╣ż╦ćęÄ(gu©®)│╠ī”(du©¼)Ų┬┐┌ą╬╩Įę¬Ū¾Ż¼į┘š{(di©żo)ė├║ĖĮė╣ż╦ćęÄ(gu©®)│╠ĻP(gu©Īn)ė┌ĮMī”(du©¼)ķgŽČĪóŲ┬┐┌ĮŪČ╚Īó╣▄Ą└▒┌║±Ą╚ģóöĄ(sh©┤)Ż¼░┤šš│ŻęÄ(gu©®)║Ė▓─Ž¹║─ėŗ(j©¼)╦Ń╣½╩Į╝┤┐╔═Ļ│╔ėŗ(j©¼)╦ŃĪŻ┴Ē═Ō╣▄Ą└▒┌║±Īó╣▄ÅĮĄ╚Įø(j©®ng)ŲĮ┼_(t©ói)▓ķįā╝┤┐╔Ą├│÷ĪŻąĶę¬ūóęŌĄ─╩Ū║ĖĮė╣ż╦ćęÄ(gu©®)│╠╔Ž╩÷ģóöĄ(sh©┤)┤¾Č╝╩Ūę╗éĆ(g©©)ĘČć·ųĄŻ¼ę╗░ŃČ╝▀xūŅ┤¾ųĄ£y(c©©)╦ŃūŅ┤¾╩╣ė├┴┐Ż¼ęį┤╦×ķū„śI(y©©)ū÷│õūŃ▒ŻūCĪŻ
2.4 ū„śI(y©©)ėøõø╔·│╔
ū„śI(y©©)ėøõø╩Ūųžę¬Ą─╩®╣żÖn░Ė┘Y┴ŽŻ¼▒žĒÜėøõø£╩(zh©│n)┤_ĪŻōīą▐¼F(xi©żn)ł÷(ch©Żng)═∙═∙ė╔ė┌Ģr(sh©¬)ķgŠoŲ╚╩Ķ║÷ī”(du©¼)ū„śI(y©©)öĄ(sh©┤)ō■(j©┤)▀M(j©¼n)ąąėøõøŻ¼ī¦(d©Żo)ų┬║¾Ų┌ÜwÖnöĄ(sh©┤)ō■(j©┤)╚▒╩¦ĪŻ×ķ┤╦į┌ŲĮ┼_(t©ói)╠Ē╝ėū„śI(y©©)ėøõø╣”─▄Ż¼ųŲū„ū„śI(y©©)ėøõø─Ż░ÕŻ¼│ķ╚Ī╣▄Ą└ęÄ(gu©®)Ė±Īó║ĖĮė╣ż╦ćęÄ(gu©®)│╠Īó¼F(xi©żn)ł÷(ch©Żng)£y(c©©)┴┐öĄ(sh©┤)ō■(j©┤)Īóėŗ(j©¼)╦ŃöĄ(sh©┤)ō■(j©┤)Ą╚ū„śI(y©©)▀^│╠ŽÓĻP(gu©Īn)ą┼ŽóŻ¼╔·│╔ū„śI(y©©)ėøõøĪŻ
2.5 ą┼Žó▓ķįā
ŲĮ┼_(t©ói)ą┼Žó▓ķįā─ŻēKā╚(n©©i)╚▌░³└©╣▄▓─ā”(ch©│)éõ▓ķįāĪó║Ė▓─ā”(ch©│)éõ▓ķįā╝░ōīą▐įO(sh©©)éõ▓ķįāĄ╚ĪŻė├æ¶Ė∙ō■(j©┤)ąĶŪ¾▀xō±ī”(du©¼)æ¬(y©®ng)Ą─Öz╦„ą┼ŽóŻ¼Å─ŽĄĮy(t©»ng)öĄ(sh©┤)ō■(j©┤)Äņ(k©┤)ųąų▒Įė▌ö│÷▓ķįāĮY(ji©”)╣¹ĪŻ
3 ĮY(ji©”)šZ(y©│)
ōQ╣▄ū„śI(y©©)▌oų·ŲĮ┼_(t©ói)į┌æ¬(y©®ng)╝▒ŪķørŽ┬┐ņ╦┘£╩(zh©│n)┤_╠ß╣®ōQ╣▄ū„śI(y©©)╦∙ąĶ║Ė▓─Īó╣▄▓─Īóōīą▐įO(sh©©)éõĄ╚ā”(ch©│)éõŪķørŻ¼Ä═ų·╣▄└Ēš▀ū÷│÷æ¬(y©®ng)╝▒ōīą▐øQ▓▀Ż¼▌oų·ū„śI(y©©)╚╦åT┐ņ╦┘Īó£╩(zh©│n)┤_═Ļ│╔Ž┬┴ŽŻ¼▒ŻūCĮMī”(du©¼)┘|(zh©¼)┴┐Ż¼ć└(y©ón)Ė±ł╠(zh©¬)ąą║ĖĮė╣ż╦ćęÄ(gu©®)│╠▒ŻūC║ĖĮė┘|(zh©¼)┴┐Ż¼╠ß╔²ū„śI(y©©)ą¦┬╩║═┘|(zh©¼)┴┐ĪŻįōŲĮ┼_(t©ói)─┐Ū░ų╗─▄ķ_š╣┼÷╦└┐┌ĮMī”(du©¼)Ž┬┴Žėŗ(j©¼)╦ŃŻ¼║¾└m(x©┤)īóį÷╝ėSÅØĪóö[Ņ^ÅØū„śI(y©©)Ž┬┴Žėŗ(j©¼)╦Ń╣”─▄Ż¼ī├Ģr(sh©¬)įōŲĮ┼_(t©ói)īó╝╚┐╔ė├ė┌ōīą▐ū„śI(y©©)Ż¼ę▓┐╔ė├ė┌ėŗ(j©¼)äØąįäė(d©░ng)╗ū„śI(y©©)║═Į©įO(sh©©)╩®╣żū„śI(y©©)ĪŻ

ū„š▀║å(ji©Żn)ĮķŻ║ążųŠŻ¼1986─Ļ╔·Ż¼╣ż│╠ĤŻ¼¼F(xi©żn)ų„ę¬Å─╩┬ķL(zh©Żng)▌ö╣▄Ą└ōīļU(xi©Żn)īŻśI(y©©)ĘĮŽ“Ą─蹊┐╣żū„ĪŻ┬ō(li©ón)ŽĄĘĮ╩ĮŻ║0937-5988460Ż¼xiaozhi@pipechina.com.cnĪŻ
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW(w©Żng)░▓éõ 62010202003034╠¢(h©żo)
Ė╩╣½ŠW(w©Żng)░▓éõ 62010202003034╠¢(h©żo) 
