



╚½ūįäė(d©░ng)│¼┬Ģ▓©Öz£y(c©©)ūR(sh©¬)äeįu(p©¬ng)┼ąĖ∙║Ė╚▒Ž▌ĘĮĘ©
üĒ(l©ói)į┤Ż║ĪČ╣▄Ą└▒Żūo(h©┤)ĪĘ2022─ĻĄ┌4Ų┌ ū„š▀Ż║ÅłĮ╣Ō Č┼╦╝▀h(yu©Żn) ±R┤║ŪÓ Ģr(sh©¬)ķgŻ║2022-8-15 ķåūxŻ║
ÅłĮ╣Ō Č┼╦╝▀h(yu©Żn) ±R┤║ŪÓ
ųąć°(gu©«)╩»ė═╠ņ╚╗ÜŌ╣▄Ą└Šų╣ż│╠ėąŽ▐╣½╦ŠįO(sh©©)éõūŌ┘UĘų╣½╦Š
š¬ę¬Ż║Łh(hu©ón)║Ė┐pĖ∙▓┐║ĖĮė┘|(zh©¼)┴┐╩Ū▒ŻūC║Ė┐p┘|(zh©¼)┴┐Ą─ĻP(gu©Īn)µIĪŻęįųąČĒ¢|ŠĆ┤¾┐┌ÅĮ╣▄Ą└CRCŲ┬┐┌×ķ└²Ż¼▓╔ė├╚½ūįäė(d©░ng)│¼┬Ģ▓©Öz£y(c©©)╝╝ąg(sh©┤)Ż¼į┘▌oęįTOFDŻ©│¼┬Ģ▓©č▄╔õĢr(sh©¬)▓ŅĘ©)║═¾wĘe═©Ą└Æ▀├ĶŻ¼═©▀^ūR(sh©¬)äeĦĀŅłDą┼╠¢(h©żo)Ż¼ī”(du©¼)║Ė┐pĖ∙▓┐╚▒Ž▌▀M(j©¼n)ąąįu(p©¬ng)┼ąŻ¼×ķŽÓĻP(gu©Īn)╣żū„╠ß╣®ģó┐╝ĪŻ
ĻP(gu©Īn)µIį~Ż║Łh(hu©ón)║Ė┐pĖ∙║ĖŻ╗═©Ą└Ż╗Ģr(sh©¬)ķgķTŻ╗ ▓©Ę∙ķTŻ╗ ─ŻöMįćēKŻ╗ ╚½ūįäė(d©░ng)│¼┬Ģ▓©Öz£y(c©©)
Łh(hu©ón)║Ė┐p┘|(zh©¼)┴┐ĻP(gu©Īn)ŽĄė═ÜŌ╣▄Ą└▒Š¾w┘|(zh©¼)┴┐║═░▓╚½▀\(y©┤n)ąąŻ¼Ė∙║Ė╩ŪŁh(hu©ón)║Ė┐pĄ─ĻP(gu©Īn)µI▓┐╬╗Ż¼£╩(zh©│n)┤_ūR(sh©¬)äe║═įu(p©¬ng)┼ąĖ∙║Ė╚▒Ž▌ęŌ┴xųž┤¾ĪŻųąČĒ¢|ŠĆ╣▄Ą└Į©įO(sh©©)╣ż│╠į┌▓╔ė├CRC╚½ūįäė(d©░ng)║ĖĮė╝╝ąg(sh©┤)╗∙ĄA(ch©│)╔ŽŻ¼▀\(y©┤n)ė├╚½ūįäė(d©░ng)│¼┬Ģ▓©Öz£y(c©©)╝╝ąg(sh©┤)ķ_š╣Ė∙║Ė┘|(zh©¼)┴┐įu(p©¬ng)┼ą╣żū„Ż¼×ķ╝░Ģr(sh©¬)£╩(zh©│n)┤_ūR(sh©¬)äeŁh(hu©ón)║Ė┐pĖ∙║Ė╚▒Ž▌Ż¼▒ŻšŽ║¾└m(x©┤)║ĖĮėū„śI(y©©)┘|(zh©¼)┴┐║═╣ż│╠Į©įO(sh©©)Ēś└¹▀M(j©¼n)ąą░l(f©Ī)ō]┴╦ųžę¬ū„ė├ĪŻ
1 ╚½ūįäė(d©░ng)│¼┬Ģ▓©Öz£y(c©©)Ė┼╩÷
╚½ūįäė(d©░ng)│¼┬Ģ▓©Öz£y(c©©)Ė∙ō■(j©┤)║Ė┐pŲ┬┐┌Ęųģ^(q©▒)Ż¼ė╔ļŖūėŽĄĮy(t©»ng)┐žųŲŽÓ┐žĻć╠ĮŅ^ī”(du©¼)Ė„Ęųģ^(q©▒)▀M(j©¼n)ąąÆ▀▓ķŻ¼├┐éĆ(g©©)Ęųģ^(q©▒)Č╝ėąŽÓī”(du©¼)æ¬(y©®ng)Ą─Š█Į╣═©Ą└ė├ęįÖz£y(c©©)Ż¼Öz£y(c©©)ĮY(ji©”)╣¹ęįļpķTĦĀŅłD’@╩ŠŻ¼į┘▌oęįTOFDŻ©│¼┬Ģ▓©č▄╔õĢr(sh©¬)▓ŅĘ©Ż®║═¾wĘe═©Ą└Æ▀├Ķ╣”─▄▀M(j©¼n)ąąÖz£y(c©©)ĪŻ═©Ą└╩Ūę╗éĆ(g©©)Ļćį¬│¼┬Ģ▓©╩°Ą─Ų╩├µöĄ(sh©┤)Ż¼ę╗éĆ(g©©)Ļćį¬ī”(du©¼)æ¬(y©®ng)ę╗éĆ(g©©)═©Ą└Ż¼ęį▒▄├Ōė╔ŽÓÓÅĄ─Äū║╬Ę┤╔õ¾w╦∙įņ│╔Ą─Ė╔ö_ą┼╠¢(h©żo)╝░ŽÓÓÅ▓©╩°Ą─▀^Č╚ųž»BĪŻĖ∙║ĖÖz£y(c©©)ę╗░Ń▓╔ė├ę╗┤╬▓©Æ▀├ĶĖ∙▓┐═©Ą└Ż¼ęįPE─Ż╩ĮŻ©│¼┬Ģ▓©╩°ūį░l(f©Ī)ūį╩šŻ®╗“PC─Ż╩ĮŻ©│¼┬Ģ▓©╩°ę╗░l(f©Ī)ę╗╩šŻ®Ż¼│¼┬Ģ▓©╩°╚½Ė▓╔wš¹éĆ(g©©)Ė∙▓┐ģ^(q©▒)ė“Ż¼▓©╩°æ¬(y©®ng)┤╣ų▒ė┌Ė∙║Ėģ^(q©▒)Ų┬┐┌╚ļ╔õ▓óį┌Ė∙║Ėģ^(q©▒)Ų┬┐┌Š█Į╣Ż¼═¼Ģr(sh©¬)ė╔Ė∙▓┐¾wĘe═©Ą└Öz£y(c©©)ī”(du©¼)¾wĘeąį╚▒Ž▌▀M(j©¼n)ąąūR(sh©¬)äeĪŻĖ∙▓┐¾wĘe═©Ą└┐╔▓╔ė├40ĪŃĪ½70ĪŃĄ─ę╗┤╬▓©▀M(j©¼n)ąąÆ▀├ĶŻ¼▓╗æ¬(y©®ng)▓╔ė├Š█Į╣▓©╩°ĪŻ
╚½ūįäė(d©░ng)│¼┬Ģ▓©Æ▀▓ķłDĘų×ķ╔Žė╬═©Ą└Īó╔Žė╬¾wĘe═©Ą└Īó╔Žė╬Ė∙▓┐¾wĘe═©Ą└ĪóTOFD═©Ą└ĪóŽ┬ė╬Ė∙▓┐¾wĘe═©Ą└ĪóŽ┬ė╬¾wĘe═©Ą└ĪóŽ┬ė╬═©Ą└ĦĀŅłDŻ¼ų„ę¬ī”(du©¼)Ė„═©Ą└Öz£y(c©©)ą┼╠¢(h©żo)▀M(j©¼n)ąąūR(sh©¬)äe▓óō■(j©┤)┤╦įu(p©¬ng)┼ąĖ∙║Ė╚▒Ž▌ŪķørĪŻ
2 Łh(hu©ón)║Ė┐pŲ┬┐┌╝░─ŻöMįćēK
Ż©1Ż®Łh(hu©ón)║Ė┐pŲ┬┐┌ą╬╩ĮĪŻ╚½ūįäė(d©░ng)│¼┬Ģ▓©Öz£y(c©©)ę╗░ŃĖ∙ō■(j©┤)┤²Öz£y(c©©)║Ė┐pĄ─Ų┬┐┌ą╬╩ĮĪó▒┌║±Ą╚ģóöĄ(sh©┤)Ż¼į┌▒┌║±ĘĮŽ“?q©▒)ó║Ė┐pĘų×ķ2 mmĪ½3 mmĖ▀Ą─Ęųģ^(q©▒)Ż¼░┤šš║Ė┐pÖz£y(c©©)╣ż╦ć─ŻöMįćēKŲ┬┐┌Ęųģ^(q©▒)ĪŻųąČĒ¢|ŠĆ─│Č╬╣▄ÅĮ×ķ1219 mmŻ¼▒┌║±18.4 mmŻ¼Łh(hu©ón)║Ė┐pCRCŲ┬┐┌ą╬╩Į╚ńłD 1╦∙╩ŠŻ¼Ė∙▓┐Ų┬┐┌ĮŪČ╚37.5ĪŃŻ¼Ė▀Č╚1.6 mmŻ¼Ōg▀ģĖ▀Č╚1.1 mmĪŻ
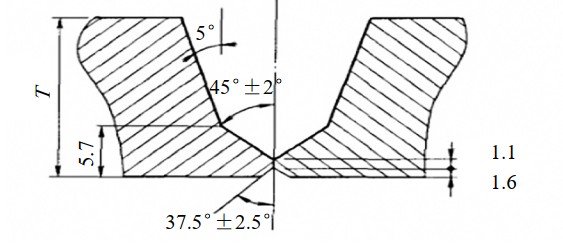
łD 1 ųąČĒ¢|ŠĆ1219 mm╣▄Ą└CRCŲ┬┐┌╩ŠęŌłDŻ©▒┌║±18.4 mmŻ®
Ż©2Ż®─ŻöMįćēKĖ∙▓┐ś╦(bi©Īo)£╩(zh©│n)Ę┤╔õ¾wįO(sh©©)ų├ĪŻ─ŻöM║¼ėąĖ∙▓┐╚▒Ž▌Ą─įćēKė├ęį“×(y©żn)ūCÖz£y(c©©)╣ż╦ćĪŻĖ∙▓┐ś╦(bi©Īo)£╩(zh©│n)Ę┤╔õ¾w┼cĖ∙▓┐Ų┬┐┌ĮŪČ╚ę╗ų┬Ż¼«ö(d©Īng)Ė∙▓┐Ė▀Č╚▓╗┤¾ė┌2 mmĢr(sh©¬)Ż¼æ¬(y©®ng)▀xė├┤╣ų▒Ė▀Č╚▓╗┤¾ė┌1 mmĄ─ĘĮ▓█╗“╝ŌĮŪ▓█ĪŻ▒Š┤╬▓╔ė├Ė▀1 mmĪóīÆ1 mmĪóķL(zh©Żng)10 mmĄ─ĘĮ▓█ū„×ķĖ∙▓┐ś╦(bi©Īo)£╩(zh©│n)Ę┤╔õ¾wĪŻĖ∙▓┐╠ĮŅ^ī”(du©¼)æ¬(y©®ng)░l(f©Ī)╔õĮŪČ╚×ķ52.5ĪŃĄ─Ė∙▓┐╚█║ŽŠĆ╔ŽĄ─Ę┤╔õ¾wĪŻĢr(sh©¬)ķgķTė├üĒ(l©ói)įO(sh©©)Č©│¼┬Ģ▓©Æ▀▓ķĘČć·Ż¼×VĄ¶ųĖČ©ģ^(q©▒)ė“ęį═ŌĄ─Ę┤╔õą┼╠¢(h©żo)Ż¼▓©Ę∙ķTį┌Ģr(sh©¬)ķgķTĘČć·ā╚(n©©i)▓╔╝»▓©Ę∙ą┼╠¢(h©żo)ĪŻĢr(sh©¬)ķgķT═©│Ż×ķ╚█║ŽŠĆŪ░4 mmĪ½5 mmŻ¼Ą½╩Ūę¬čė╔ņĄĮĖ∙▓┐Ąū├µ▀h(yu©Żn)é╚(c©©)Č╦▓┐Ż¼▓©Ę∙ķT═©│ŻįO(sh©©)ų├į┌╚█║ŽŠĆŪ░4 mmĪ½5 mmĪóųąą─ŠĆ║¾1 mmĪŻ«ö(d©Īng)ø]ėąĘ┤╔õ¾wą┼╠¢(h©żo)╗“š▀ą┼╠¢(h©żo)į┌Ģr(sh©¬)ķgķT═Ō’@╩ŠŻ¼┐╔╠ß╩ŠÖz£y(c©©)╚╦åTī”(du©¼)ī¦(d©Żo)▄ē▓╗š²ĪóÕe(cu©░)▀ģ║═▓©Ę∙ķTĄ─╠ō╝┘ą┼╠¢(h©żo)▀M(j©¼n)ąą┼ąČ©Ą╚Ż¼ė├üĒ(l©ói)▒O(ji©Īn)┐žī¦(d©Żo)▄ē╬╗ų├╩Ūʱš²┤_ĪŻ
3 Ė∙║ĖÖz£y(c©©)ą┼╠¢(h©żo)╝░┼ąäeĘĮĘ©
Ż©1Ż®Ä¦ĀŅłD╚╬ę╗é╚(c©©)ā╔éĆ(g©©)Ģr(sh©¬)ķgķTą┼╠¢(h©żo)▓╗═¼Ą½▀B└m(x©┤)ĪŻę╗éĆ(g©©)įŁę“╩Ūī¦(d©Żo)▄ē▓╗š²Ż¼įņ│╔ą┼╠¢(h©żo)į┌Ģr(sh©¬)ķgķT▀B└m(x©┤)Ą─▌p╬óĖ─ūāĪŻį┘ę╗éĆ(g©©)įŁę“╩Ūī¦(d©Żo)▄ēŠÓļx║Ė┐pųąą─ŠĆø]ėąŠ½┤_ĄĮ200 mmŻ¼┐╔─▄į┌║ĖĮėŪ░ø]ė├äØŠĆŲ„äØŠĆĪŻ╚ń╣¹╚╬ę╗é╚(c©©)Ą─Ģr(sh©¬)ķgķTš`▓Ņ┤¾ė┌š²žō(f©┤)1 mmŻ¼īó▒╗ę¬Ū¾ųžą┬╣╠Č©ī¦(d©Żo)▄ēųžą┬Æ▀├ĶŻ¼ ▀@ĘN▓Ņäe┐╔ęį═©▀^Ė∙▓┐¾wĘe═©Ą└Æ▀├Ķ▀M(j©¼n)ąą▒O(ji©Īn)┐žĪŻ
Ż©2Ż®║ĖĄ└ā╔▀ģ╔ŽŽ┬ė╬Ģr(sh©¬)ķgķTą┼╠¢(h©żo)▓╗═¼Ż¼┐╔─▄įŁę“╩Ū║ĖĄ└ėąĘųų¦╗“║ĖĄ└│╔ą╬▓╗┴╝ĪŻ║ĖĄ└│╔ą╬▓╗┴╝═©│Żį┌Ōg▀ģ═©Ą└ę▓ėąŽÓæ¬(y©®ng)Ą─Äū║╬Ę┤╔õą┼╠¢(h©żo)ĪŻ╚ńłD 2╦∙╩ŠŻ¼Ōg▀ģ┐é╩Ū┤╣ų▒Ą─Ż¼Ōg▀ģ═©Ą└╚ń╣¹▓╔ė├PE─Ż╩ĮŻ¼įō═©Ą└Ą─│¼┬Ģ▓©╩°╚▌ęū┤“į┌Ė∙▓┐Äū║╬Ę┤╔õ¾w╔ŽŻ¼ę╗░ŃĮY(ji©”)║Žā╔é╚(c©©)Ą─Ōg▀ģ═©Ą└Ę┤╔õą┼╠¢(h©żo)Ż¼Ė∙▓┐═©Ą└║═į┌Ģr(sh©¬)ķgķlķTĄ─╬╗ų├▀M(j©¼n)ąą┼ąČ©Ż¼╝t╦{(l©ón)ś╦(bi©Īo)│▀ŠĆų«ķgĖ∙▓┐═©Ą└Ģr(sh©¬)ķgķT▌^ķL(zh©Żng)Ż¼Ōg▀ģ═©Ą└’@╩Šé╬Ž±▓©Ę∙ą┼╠¢(h©żo)Ż¼▀@Š═╩ŪĖ∙▓┐Ą─Äū║╬Ę┤╔õą┼╠¢(h©żo)ĪŻ
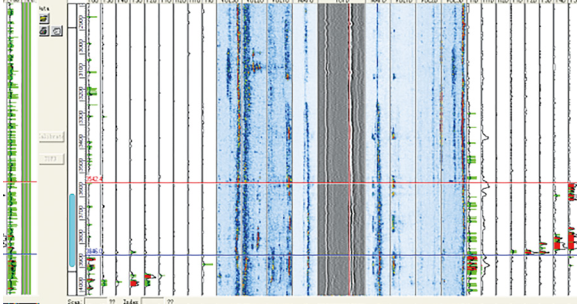
łD 2 Ž┬ė╬Ōg▀ģ═©Ą└’@╩ŠĄ─Ė∙▓┐Äū║╬ą┼╠¢(h©żo)╩Š└²
Ż©3Ż®į┌═¼ę╗é╚(c©©)Ą─ĦĀŅłDĢr(sh©¬)ķgķT▓╗═¼╗“š▀│÷¼F(xi©żn)╠°ķTĪŻę╗éĆ(g©©)┐╔─▄įŁę“╩ŪÕe(cu©░)▀ģĪŻÕe(cu©░)▀ģļm▓╗įu(p©¬ng)×ķ╚▒Ž▌Ż¼Ą½▒žĒÜ꬚²┤_┼ąČ©×ķÕe(cu©░)▀ģĪŻę╗░Ń═©▀^Öz▓ķTOFD═©Ą└Ąū├µ▓©Ą─Ęų▓µ¼F(xi©żn)Ž¾Ż¼Õe(cu©░)▀ģ╠Ä’@╩ŠļpĄū├µ▓©ą╬Ą╚ĪŻ
4 │¼▀^▓©Ę∙ķTą┼╠¢(h©żo)Ą─ūR(sh©¬)äe╝░┼ąČ©
Ż©1Ż®ę╗éĆ(g©©)│¼▀^▓©Ę∙ķlķTĄ─Ė∙▓┐ą┼╠¢(h©żo)Ż©▓©Ę∙ą┼╠¢(h©żo)Å─ŠGūā╝tŻ®Ż¼╩ūŽ╚ę¬Öz▓ķą┼╠¢(h©żo)╠Äė┌Ģr(sh©¬)ķgķTĄ─╬╗ų├╩Ūį┌╚█║ŽŠĆ╠Ä▀Ć╩Ūį┌ųąą─ŠĆęį═ŌĪŻ
Ż©2Ż®Öz▓ķŽÓæ¬(y©®ng)Ą─Ė∙▓┐¾wĘe═©Ą└Ż¼“×(y©żn)ūC╗“š▀┤_šJ(r©©n)▀@éĆ(g©©)Ę┤╔õą┼╠¢(h©żo)Ż¼ę╗éĆ(g©©)ŽÓĻP(gu©Īn)Ą─ą┼╠¢(h©żo)ę▓┐╔─▄į┌ī”(du©¼)é╚(c©©)Ė∙▓┐¾wĘe═©Ą└’@╩ŠŻ¼╝┤╔Žė╬Ų½ļxĢr(sh©¬)ķgķTųąą─Ą─ą┼╠¢(h©żo)ėą┐╔─▄į┌Ž┬ė╬é╚(c©©)¾wĘe═©Ą└’@╩Š│÷üĒ(l©ói)Ż¼Ę┤ų«Ž┬ė╬é╚(c©©)Ų½ļxĢr(sh©¬)ķgķTĄ─ą┼╠¢(h©żo)ėą┐╔─▄į┌╔Žė╬é╚(c©©)¾wĘe═©Ą└’@╩ŠĪŻ
Ż©3Ż®Öz▓ķTOFD═©Ą└╩Ūʱ╩Ūę╗éĆ(g©©)Į³▒Ē├µĄ─ą┼╠¢(h©żo)Ż¼Å─╚▒Ž▌Č╦³c(di©Żn)Ą─č▄╔õą┼╠¢(h©żo)┐╔─▄╩Ū┐┐Į³Ąū├µ▓©Ą─▓╗▀B└m(x©┤)ŠĆŻ¼Ą½╩ŪĄū├µ┐╔─▄č┌╔w▀@éĆ(g©©)Ė∙▓┐ą┼╠¢(h©żo)ĪŻ╚ńłD 3╦∙╩ŠŻ¼Ė∙ō■(j©┤)Ģr(sh©¬)ķgķTĄ─ķL(zh©Żng)Č╠┐╔ęį┐┤│÷Ė∙▓┐ĪóŌg▀ģĪó¤ß║Ė═©Ą└╝╚ėąĖ∙▓┐Äū║╬Ę┤╔õ▓©Ż¼ėųėąĖ∙▓┐╬┤╚█║Ž╚▒Ž▌ą┼╠¢(h©żo)ĪŻ
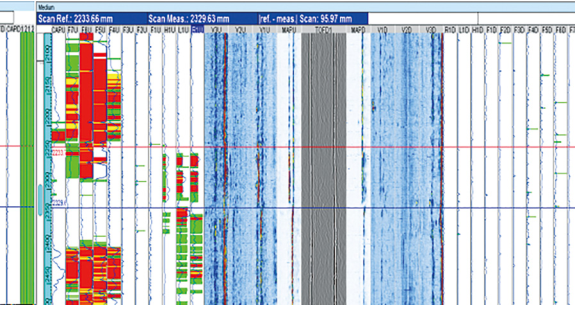
łD 3 Ė∙▓┐═©Ą└╝╚ėą╬┤╚█║Ž╚▒Ž▌ą┼╠¢(h©żo)ėųėąÄū║╬Ę┤╔õą┼╠¢(h©żo)
Ż©4Ż®╚ń╣¹│÷¼F(xi©żn)Ė∙▓┐ČÓ═©Ą└ą┼╠¢(h©żo)Ż¼ę¬Öz▓ķTOFD Ąū├µ▓©ą┼╠¢(h©żo)┼ąöÓ╩ŪʱėąĖ∙▓┐ķ_┐┌╚▒Ž▌╗“┴č╝yĪŻ
Ż©5Ż®╚ń╣¹Ę┤╔õą┼╠¢(h©żo)│÷¼F(xi©żn)į┌ķlķT╬╗ųąķgŻ¼┐╔─▄╩ŪŲ┬┐┌╬┤╚█║ŽŻ¼═©│Żą┼╠¢(h©żo)▀B└m(x©┤)Īó▓©Ę∙▌^┤¾Īóėąę╗Č©ķL(zh©Żng)Č╚ĪŻ╚ń╣¹Ōg▀ģ═©Ą└ę▓─▄ė^▓ņĄĮŽÓĻP(gu©Īn)ą┼╠¢(h©żo)’@╩ŠŻ¼ät┐╔─▄╩ŪĖ∙▓┐öÓ╗ĪĪóĖ∙▓┐╬┤╚█║ŽĪóĖ∙▓┐┴č╝yĪóÕe(cu©░)▀ģĄ╚Ą╚ĪŻ╚ńłD 4╝t╦{(l©ón)ŠĆų«ķgŻ¼Å─ĦĀŅłDķlķT╬╗ų├║═Ė∙▓┐¾wĘe═©Ą└║▄├„’@┐┤│÷▀@╩Ūę╗éĆ(g©©)Ė∙▓┐╬┤╚█║Ž╚▒Ž▌ĪŻ
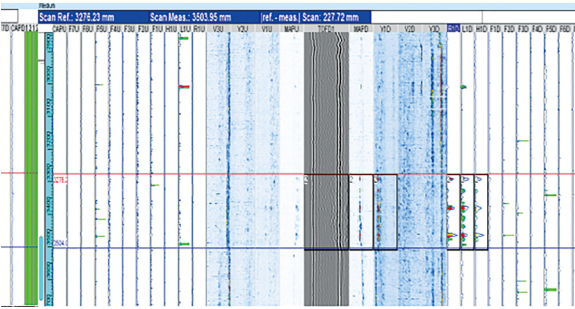
łD 4 Ė∙▓┐╬┤╚█║Ž╚▒Ž▌
5 ĮY(ji©”)šZ(y©│)
Įø(j©®ng)▓╔ė├╚½ūįäė(d©░ng)│¼┬Ģ▓©Öz£y(c©©)Ż¼ųąČĒ¢|ŠĆ─│Č╬1219 mm┤¾┐┌ÅĮ╣▄Ą└Į©įO(sh©©)╣ż│╠å╬╚šÖz£y(c©©)║Ė┐┌│¼▀^75Ą└Ż¼ę╗┤╬║ŽĖ±┬╩Ė▀▀_(d©ó)97.5%Ż¼Öz£y(c©©)Ģr(sh©¬)ą¦┤¾┤¾╠ßĖ▀ĪŻį┌╣ż│╠│§Ų┌╚½ūįäė(d©░ng)│¼┬Ģ▓©Öz£y(c©©)▀^│╠ųąŻ¼Öz£y(c©©)£╩(zh©│n)éõĪóī¦(d©Żo)▄ē░▓čbĪóįćēKąŻ£╩(zh©│n)Ą╚ĘĮ├µ▀Ć▓╗ē“╩ņŠÜŠ½┤_Ż¼Æ▀▓ķłDųą│÷¼F(xi©żn)įSČÓĖ╔ö_ą┼╠¢(h©żo)▓©║═Äū║╬Ę┤╔õą┼╠¢(h©żo)Ż¼įņ│╔Ė∙▓┐╚▒Ž▌ļyęįūR(sh©¬)äe║═įu(p©¬ng)┼ąĪŻūŅ║¾═©▀^ųžÆ▀Ż¼▓óĮY(ji©”)║Ž╔õŠĆÖz£y(c©©)╝░Ģr(sh©¬)▀M(j©¼n)ąą“×(y©żn)ūCŻ¼▒ŻūC┴╦Ė∙║Ė╚▒Ž▌įu(p©¬ng)┼ąĮY(ji©”)╣¹£╩(zh©│n)┤_Ż¼ę▓Ęe└█┴╦╚½ūįäė(d©░ng)│¼┬Ģ▓©Öz£y(c©©)įu(p©¬ng)łDĮø(j©®ng)“×(y©żn)ĪŻ┼ąłD╚╦åTæ¬(y©®ng)ī”(du©¼)Ė∙▓┐═©Ą└ĪóTOFD═©Ą└║═¾wĘe═©Ą└ĦĀŅłDą┼╠¢(h©żo)ėąą¦ūR(sh©¬)äeŻ¼▓óĮY(ji©”)║ŽįćēKąŻ£╩(zh©│n)łD▀M(j©¼n)ąąŠC║ŽĘų╬÷Ż¼ęįš²┤_įu(p©¬ng)┼ąĖ∙▓┐║ĖĮė┘|(zh©¼)┴┐ĪŻ
ģó┐╝╬─½I(xi©żn)Ż║
[1]╦Õė└└“Ż¼═§∙iėŅ.ųąČĒ¢|ŠĆ╠ņ╚╗ÜŌ╣▄Ą└║┌║ėĪ¬ķL(zh©Żng)ÄXČ╬Łh(hu©ón)║Ė┐p║ĖĮė╣ż╦ć[J]. ė═ÜŌā”(ch©│)▀\(y©┤n)Ż¼2020Ż¼42(7)Ż║28-34.
[2]ÅłąĪÅŖ(qi©óng)Ż¼╩Yæc├ĘŻ¼š▓ä┘╬─Ż¼Ą╚.ßśī”(du©¼)ųąČĒ¢|ŠĆĖ▀õō╝ē(j©¬)┤¾┐┌ÅĮ▌öÜŌ╣▄Ą└ūįäė(d©░ng)║ĖĄ─įO(sh©©)ėŗ(j©¼)╠ß╔²[J].╠ņ╚╗ÜŌ╣żśI(y©©)Ż¼2020Ż¼40(10)Ż║126-132.
[3]ńŖ╬─ŪķŻ¼╠š╦∙ŲĮ. AUT╝╝ąg(sh©┤)║═X╔õŠĆ╝╝ąg(sh©┤)į┌ķL(zh©Żng)▌ö╣▄Ą└Öz£y(c©©)ųąĄ─ī”(du©¼)▒╚Ęų╬÷[J].įO(sh©©)éõ╣ż│╠Ż¼2020(19)Ż║137-138.
[4]└Ņč▄. ║Ė┐p│¼┬ĢÖz£y(c©©)ŽÓ┐žĻćģóöĄ(sh©┤)┼c╚▒Ž▌’@╩ŠĄ─ŽÓĻP(gu©Īn)ąį[J]. ųąć°(gu©«)╠žĘNįO(sh©©)éõ░▓╚½Ż¼2009Ż¼25(12)Ż║37-41.
[5]ÅłĮ©æ¶.╣▄Ą└ūįäė(d©░ng)║Ė│ŻęŖ╚▒Ž▌«a(ch©Żn)╔·įŁę“╝░Ę└ų╬┤ļ╩®[J].╩»ė═╣ż│╠Į©įO(sh©©)Ż¼2005(03)Ż║44-47.

ū„š▀║å(ji©Żn)ĮķŻ║ÅłĮ╣ŌŻ¼1975─Ļ╔·Ż¼▒Š┐ŲŻ¼ę╗╝ē(j©¬)Į©įņĤ/¤o(w©▓)ōpÖz£y(c©©)Ė▀╝ē(j©¬)Öz£y(c©©)Ĥ, ¼F(xi©żn)ų„ę¬Å─╩┬╠žĘNįO(sh©©)éõÖz“×(y©żn)Öz£y(c©©)╣żū„ĪŻ┬ō(li©ón)ŽĄĘĮ╩ĮŻ║16501190008Ż¼2056229127@qq.comĪŻ
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW(w©Żng)░▓éõ 62010202003034╠¢(h©żo)
Ė╩╣½ŠW(w©Żng)░▓éõ 62010202003034╠¢(h©żo) 
