



ĻāŠ®╣▄Ą└Łh║Ė┐p’LļU┼┼▓ķ£\╬÷
üĒį┤Ż║ĪČ╣▄Ą└▒ŻūoĪĘ2022─ĻĄ┌5Ų┌ ū„š▀Ż║ąņ┐ĪĮ▄ └ū║ĻĘÕ ╗¶Ģį═« ĢrķgŻ║2022-9-20 ķåūxŻ║
▒▒Š®╣▄Ą└╣½╦Š
ąņ┐ĪĮ▄ └ū║ĻĘÕ ╗¶Ģį═«
š¬ę¬Ż║Å─┐ó╣ż┘Y┴Ž┼┼▓ķĪóĄūŲ¼Å═║╦Īóā╚Öz£yöĄō■ī”²RĪóā╚Öz£yöĄō■Å═║╦Īó¼Fł÷ķ_═┌Å═ÖzĄ╚ĘĮ├µŻ¼╩ß└Ē┐éĮY┴╦ĻāŠ®╣▄Ą└ŽĄĮyĮ³4─ĻüĒĄ─Łh║Ė┐p┼┼▓ķ│╔╣¹Ż¼Ęų╬÷Łh║Ė┐p╚▒Ž▌║Ė┐┌ąį┘|┼cęÄ┬╔Ż¼╠ß│÷Ž┬ę╗▓ĮŁh║Ė┐p┼┼▓ķæ¬┼¼┴”ū÷ĄĮķ_═┌▀x³cŠ½╝Ü╗»Ż¼ĮY║Žā╚Öz£yĄ╚ą┬╝╝ągĪóą┬ĘĮĘ©Ż¼╠ßĖ▀╚▒Ž▌░l¼F£╩┤_┬╩Ż¼ĮĄĄ═╣▄Ą└Łh║Ė┐pļ[╗╝’LļUĪŻ
ĻPµIį~Ż║Łh║Ė┐pŻ╗’LļU┼┼▓ķŻ╗ĻāŠ®╣▄Ą└
▒▒Š®╣▄Ą└╣½╦Šūį2017─Ļ8į┬ķ_╩╝ī”╦∙▌ĀĻāŠ®╚²ŠĆĪóė└╠ŲŪž╣▄ŠĆĪó╠Ų╔ĮLNG═Ō▌ö╣▄ŠĆĪó┤¾╠Ų├║ųŲÜŌĖ╔ŠĆĪóĖ█ŪÕ╚²ŠĆĪóīÜŽŃ╬„╣▄ŠĆĪó▓╔═©ŠĆĪóŠĖ▀ģ┬ōĮjŠĆĪóĻāŠ®Č■ŠĆ9Śl╣▄ŠĆ╣▓ėŗ2790ČÓ╣½└’╣▄Ą└Ż©▒Ē 1Ż®Īó24.4╚fČÓĄ└║Ė┐┌▀MąąŁh║Ė┐p┘|┴┐’LļU┼┼▓ķĪŻ═©▀^▀xō±ąįķ_═┌“×ūCŻ¼¤oōpÖz£yį┘┤╬Öz“ׯ¼Įø’LļUįuārī”ėą╚▒Ž▌Ą─Łh║Ė┐p▓╔╚ĪčaÅŖ╗“ōQ╣▄╠Ä└ĒŻ¼ĮĄĄ═╣▄Ą└░▓╚½ļ[╗╝Ż¼×ķ╣▄Ą└░▓╚½ŲĮĘĆ▀\ąą┤“Ž┬łįīŹ╗∙ĄAĪŻ
▒Ē 1 ▒▒Š®╣▄Ą└9Śl╣▄ŠĆ╗∙▒ŠŪķør
1 ┼┼▓ķā╚╚▌║═┴„│╠
Łh║Ė┐p┘|┴┐’LļU┼┼▓ķ░³└©Į©įOŲ┌ĄūŲ¼┼┼▓ķĪóę╔╦Ų║┌┐┌┼┼▓ķĪóā╚Öz£yą┼╠¢Å═║╦╝░Ė▀║¾╣¹ģ^╠ž╩Ō║Ė┐┌│ķ▓ķ╦─┤¾ŅÉĪŻ┼┼▓ķ┴„│╠×ķŻ║┐ó╣ż┘Y┴Ž┼┼▓ķĪ·ā╚Öz£yöĄō■ī”²RĪ·Į©įOŲ┌ĄūŲ¼Å═║╦Ī·¼Fł÷ķ_═┌Ī·ĄūŲ¼Å═┼─Ī·ĄūŲ¼Ą┌╚²ĘĮÅ═║╦Ī·░▓╚½įuār┼c╠Äų├Į©ūhĪ·ą▐Å═╠Äų├Ą╚[1-2]ĪŻŲõųąķ_═┌Å═Öz┴„│╠×ķŻ║Č©╬╗ķ_═┌³cĪ·ķ_═┌Ī·Łh║Ė┐p╠ÄĘ└Ė»īė═Ōė^Öz▓ķ┼cŪÕ│²Ī·▒Ē├µ╚▒Ž▌£y┴┐║═¤oōpÖz£y╝░ł¾ĖµĪ·Ę└Ė»īėą▐Å═Ī·ū„śI┐ė╗ž╠ŅĪ·Łh║Ė┐p╚▒Ž▌ķ_═┌Å═Özł¾ĖµĪ·ķ_═┌Å═Öz│╔╣¹öĄūų╗»ĪŻ
2 ┼┼▓ķ═Ļ│╔Ūķør
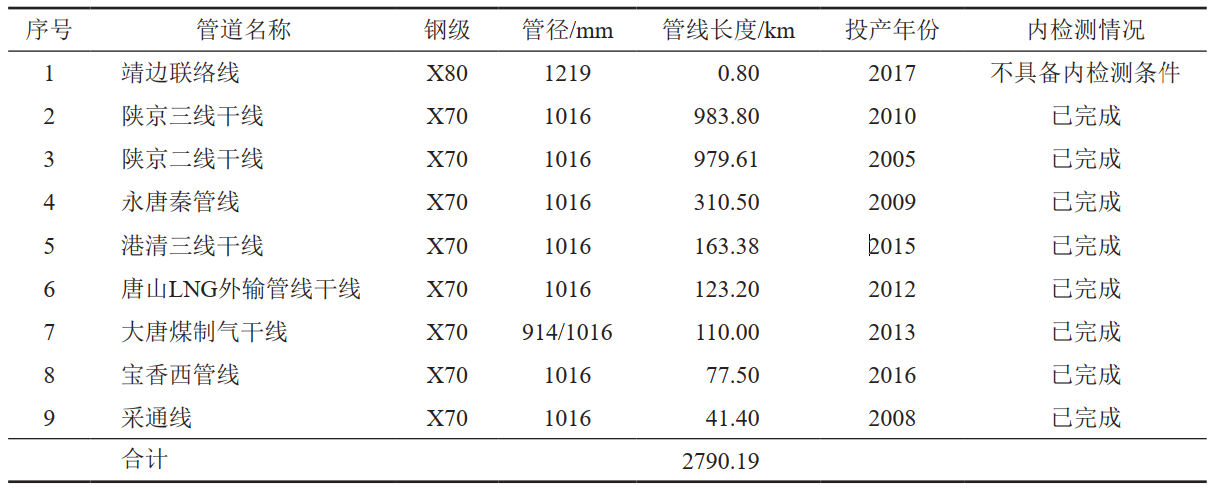
Ż©1Ż®┘Y┴Ž┼┼▓ķĪŻī”▒▒Š®╣▄Ą└9Śl╣▄ŠĆ┐ó╣ż┘Y┴Ž┼┼▓ķŻ¼╣▓ėŗ┼┼▓ķ└’│╠2790.19╣½└’Ż¼║Ė┐┌244879Ą└Ż¼░l¼F¤oÖz£ył¾Ėµ14626Ą└Ż¼▀ē▌ŗĻPŽĄÕeš`12362Ą└ĪŻ
Ż©2Ż®ĄūŲ¼Å═║╦ĪŻī”ĻāŠ®╚²ŠĆĄ╚7Śl╣▄ŠĆŻ©ĻāŠ®Č■ŠĆĪó▓╔═©ŠĆĄūŲ¼ęč▒╗Öz£yå╬╬╗õNܦŻ®ĄūŲ¼Å═║╦Ż¼╣▓ėŗÅ═║╦║Ė┐┌147834Ą└Ż¼░l¼FĄūŲ¼┤µę╔230Ą└Ż¼ŲõųąĮ©ūhĘĄą▐ĪóÅ═┼─95Ą└Ż©╩ŻėÓ3Ą└įŁĄūŲ¼║┌Č╚▓╗ūѤoĘ©Å═įu╬┤ķ_═┌Ż®Ż¼Į©ūh┘|┴┐ĻPūó94Ą└Ż©ęč╚½▓┐ķ_═┌╗“ĮøČ©┴┐’LļUįuārŻ®Ż¼ĮMī”▓╗ęÄĘČ41Ą└Ż©¤oąĶ╠Ä└ĒŻ®ĪŻ
Ż©3Ż®öĄō■ī”²RĪŻī”ĻāŠ®Č■ŠĆĄ╚8Śl╣▄ŠĆ║Ė┐┌ķ_š╣öĄō■ī”²R╣żū„Ż©ŠĖ▀ģ┬ōĮjŠĆ╬┤įOų├╩š░lŪ“═▓▓╗Š▀éõā╚Öz£yŚl╝■Ż¼▓╗─▄═©▀^ā╚Öz£yöĄō■▀MąąöĄō■ī”²RŻ®Ż¼╣▓ėŗī”²R└’│╠2789.39╣½└’Ż¼┤_Č©ąĶķ_═┌ę╔╦Ų║┌┐┌85Ą└ĪŻ
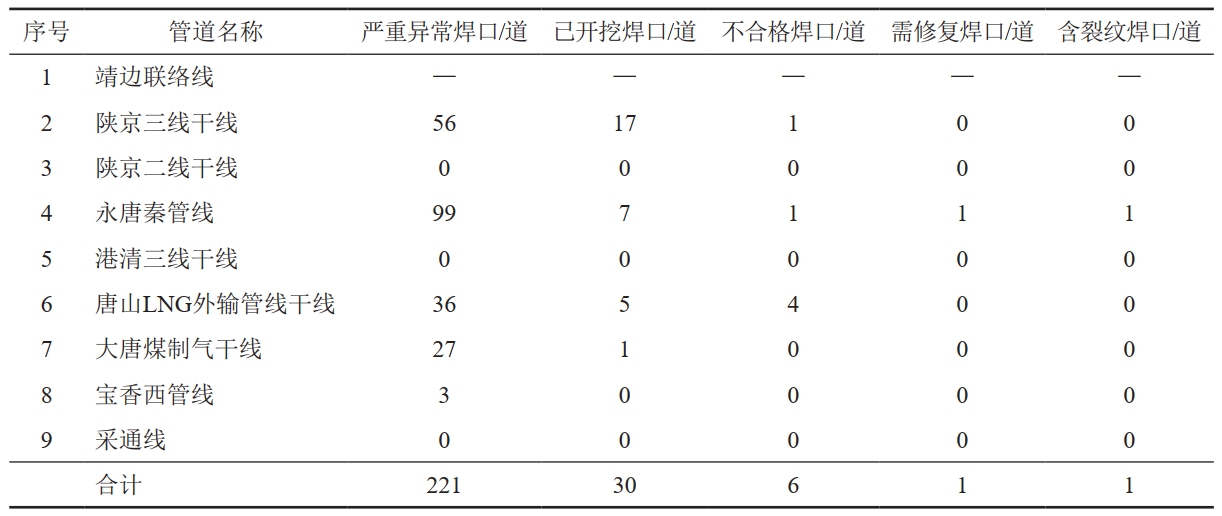
Ż©4Ż®ą┼╠¢Å═║╦ĪŻī”ā╚Öz£yą┼╠¢Å═║╦2412.48╣½└’Ż©ĻāŠ®Č■ŠĆ╩ŻėÓ╝s370╣½└’╬┤Å═║╦Ż®Ż¼╣▓ėŗ░l¼Fć└ųž«É│Ż║Ė┐┌221Ą└Ż¼▌^ć└ųž«É│Ż║Ė┐┌929Ą└ĪŻĖ„╣▄ŠĆć└ųž«É│Ż║Ė┐┌╝░ķ_═┌ŪķøręŖ▒Ē 2ĪŻ
▒Ē 2 Ė„╣▄ŠĆā╚Öz£yć└ųž«É│Ż║Ė┐┌ķ_═┌ŪķørĮyėŗ▒Ē
Ż©5Ż®║Ė┐┌ķ_═┌ĪŻĮžų┴2021─ĻĄūŻ¼└█ėŗķ_═┌Å═┼─║Ė┐┌1434Ą└Ż¼░l¼F▓╗║ŽĖ±║Ė┐┌202Ą└Ż¼▓╗║ŽĖ±▒╚└²14.09%Ż¼ąĶą▐Å═║Ė┐┌42Ą└Ż¼ąĶą▐Å═▒╚└²2.93%Ż¼ŲõųąŻ¼║¼┴č╝y║Ė┐┌8Ą└Ż¼š╝▒╚0.56%ĪŻ║Ė┐┌ąĶą▐Å═▒╚└²╝░┴č╝y▒╚└²Š∙Ą═ė┌╝»łF╣½╦ŠŲĮŠ∙Įyėŗ╦«ŲĮĪŻ
3 ┼┼▓ķĮY╣¹Ęų╬÷
Ė∙ō■öĄ└ĒĮyėŗīWųąūŅ╔┘śė▒Š┤¾ė┌30Ę©ätŻ¼└█ėŗķ_═┌Å═┼─║Ė┐┌1434Ą└Ż¼ąĶą▐Å═║Ė┐┌42Ą└ĪŻ░┤šš║Ė┐┌ŅÉą═Īó╦∙ī┘╣▄ŠĆĪó╩®╣żå╬╬╗ĪóÖz£yå╬╬╗Īó┴č╝y┐┌Ą╚ųĖś╦▀MąąĘų╬÷Ż¼Įžų┴2021─ĻĄūŪķør╚ńŽ┬ĪŻ
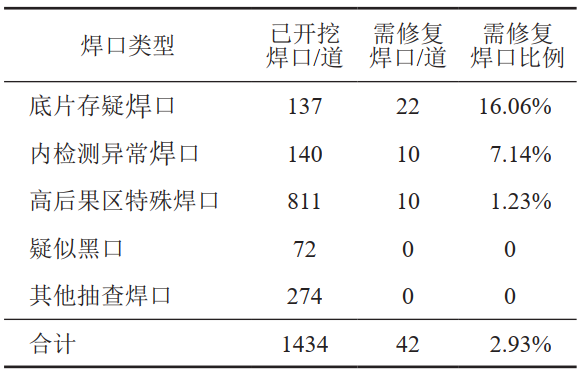
Ż©1Ż®░┤║Ė┐┌ŅÉą═Ęų╬÷Ż¼ĄūŲ¼┤µę╔║Ė┐┌Īóā╚Öz£y«É│Ż║Ė┐┌ąĶą▐Å═▒╚└²ūŅĖ▀Ż¼Ęųäe×ķ16.06%║═7.14%Ż¼ęŖ▒Ē 3ĪŻ
▒Ē 3 ░┤║Ė┐┌ŅÉą═Ęų╬÷ą▐Å═║Ė┐┌Įyėŗ▒Ē
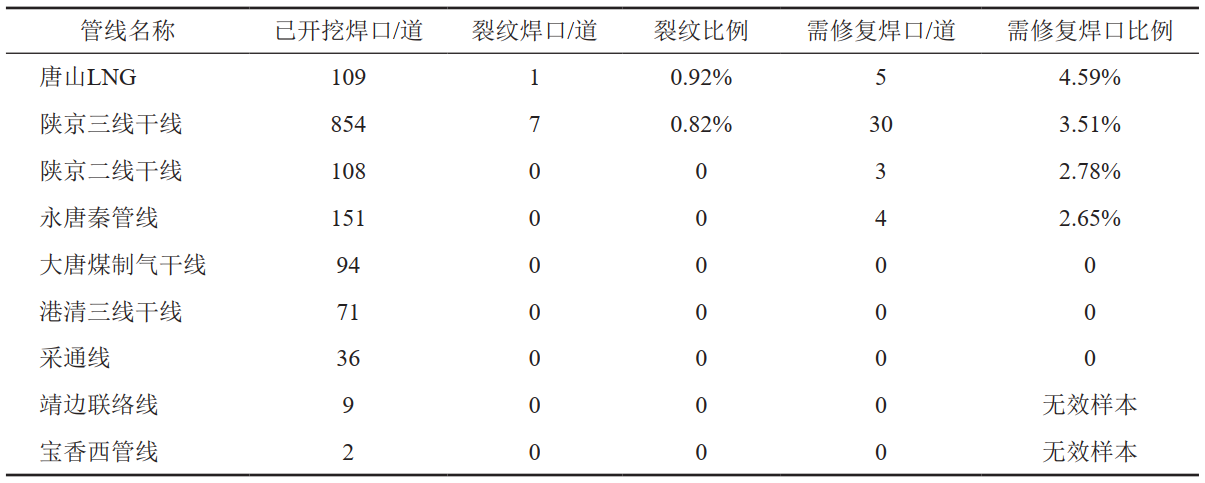
Ż©2Ż®░┤╦∙ī┘╣▄Ą└ŠĆ┬ĘĘų╬÷Ż¼ĻāŠ®╚²ŠĆ┴č╝y║Ė┐┌╝░ąĶą▐Å═║Ė┐┌ūŅČÓŻ¼╠Ų╔ĮLNG╣▄ŠĆąĶą▐Å═║Ė┐┌▒╚└²ūŅĖ▀Ż¼ęŖ▒Ē 4ĪŻ
▒Ē 4 ░┤╣▄Ą└ŠĆ┬ĘĘų╬÷ą▐Å═║Ė┐┌Įyėŗ▒Ē
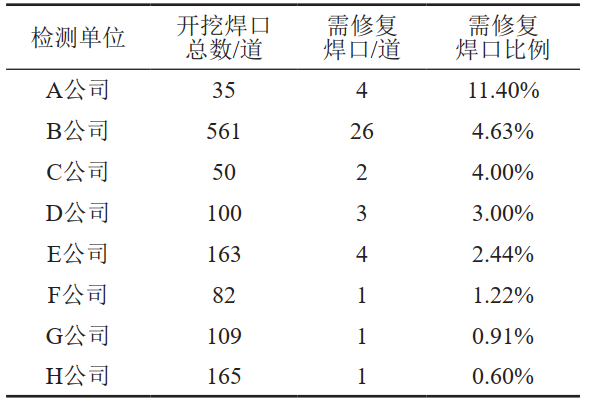
Ż©3Ż®░┤Į©įO╩®╣żå╬╬╗Ęų╬÷Ż¼A╣½╦ŠĪóB╣½╦ŠĪóC╣½╦Š╩®╣żĄ─║Ė┐┌ąĶą▐Å═▒╚└²ūŅĖ▀Ż¼Š∙š╝5%ū¾ėęŻ¼ęŖ▒Ē 5ĪŻ
▒Ē 5 ░┤╩®╣żå╬╬╗Ęų╬÷ą▐Å═║Ė┐┌Įyėŗ▒Ē

Ż©4Ż®░┤Öz£yå╬╬╗Ęų╬÷Ż¼A╣½╦ŠĪóB╣½╦ŠĄ─║Ė┐┌ąĶą▐Å═▒╚└²ūŅĖ▀Ż¼Ęųäe×ķ11.4%Īó4.63%Ż¼ęŖ▒Ē 6ĪŻ
▒Ē 6 ░┤Öz£yå╬╬╗Ęų╬÷ą▐Å═║Ė┐┌Įyėŗ▒Ē
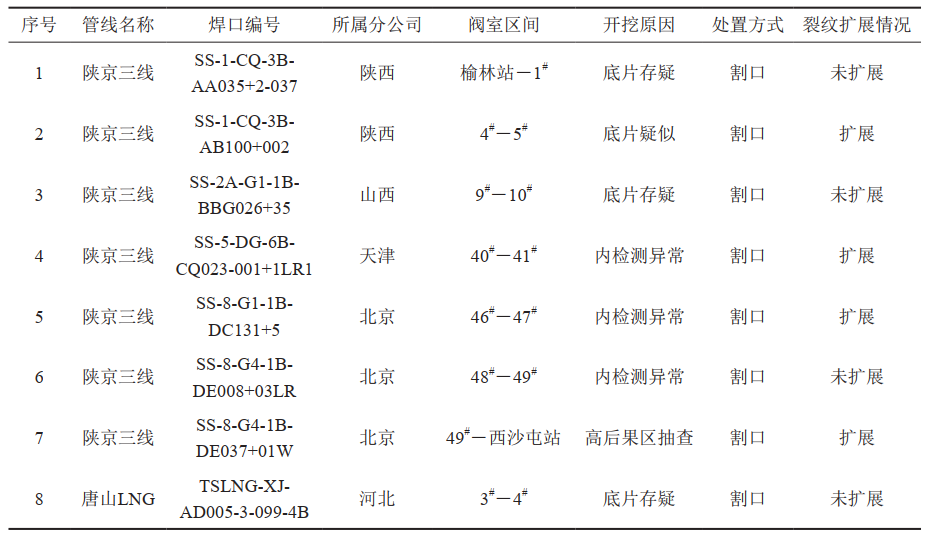
Ż©5Ż®░┤┴č╝y┐┌Ęų╬÷Ż¼8Ą└ųąėą7Ą└Ęų▓╝į┌ĻāŠ®╚²ŠĆŪę3Ą└╝»ųąį┌┴╝╬„Č╬Ż©┴Ēėą3Ą└Ė∙▓┐╚▒Ž▌╝ėBą═╠ū═▓ą▐Å═┐┌ę▓╝»ųąį┌įōČ╬Ż®Ż¼1Ą└į┌╠Ų╔ĮLNGĪŻ╦∙ėą┴č╝yŠ∙×ķĖ∙▓┐┴č╝yŻ©łD 1Ż®Ż¼Ųõųą░l╔·┴č┐pöUš╣Ą─4Ą└ĪŻĖ∙ō■║Ė┐┌╩¦ą¦Ęų╬÷Ż¼«a╔·╔Ž╩÷┴č╝yų„ę¬įŁę“ėąĖ∙▓┐╬┤╚┌║ŽĪóŖAį³Īó║Ė┴÷Īóā╚░╝ĪóĘĄą▐╣ż╦ćÕeš`Ą╚[3]Ż¼ęŖ▒Ē 7ĪŻ
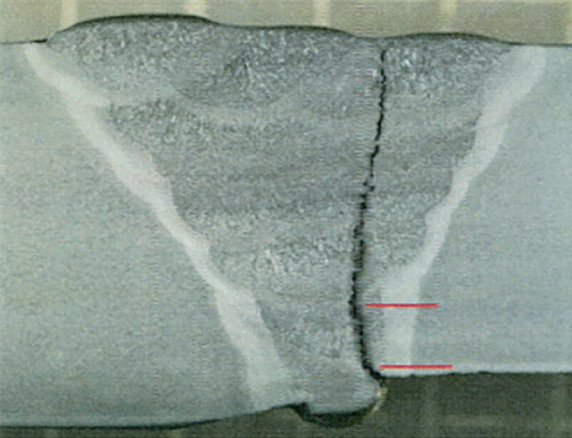
łD 1 ┴č╝y┐┌öÓ├µłD
▒Ē 7 ░┤┴č╝y┐┌Ęų╬÷ą▐Å═║Ė┐┌Įyėŗ▒Ē
4 ┼┼▓ķ╚ĪĄ├│╔╣¹
Ż©1Ż®═Ļ╔Ų┴╦ĻāŠ®╣▄Ą└╗∙ĄA┘Y┴ŽĪŻ24.4╚fČÓĄ└║Ė┐┌╩®╣ż╝░Öz£yą┼Žó╚½▓┐õø╚ļŲĮ┼_Ż¼═Ļ│╔15╚fĄ└║Ė┐┌Į©įOŲ┌ĄūŲ¼Ą─╗ž╩šĪóš¹└Ē┼cÜwÖnĪŻ
Ż©2Ż®Ž¹│²┴╦ĻāŠ®╣▄Ą└ŽĄĮy▓┐Ęų╣▄Ą└░▓╚½ļ[╗╝ĪŻ─┐Ū░░l¼F┴č╝y╚▒Ž▌║Ė┐┌8╠ÄŻ¼ą▐Å═╣▄Ą└Ė„ŅÉ╚▒Ž▌║Ė┐┌ļ[╗╝42╠ÄŻ¼ŲõųąōQ╣▄10╠ÄŻ¼Bą═╠ū═▓ą▐Å═12╠ÄŻ¼╝░Ģr░l¼F║═Ž¹│²┴╦ĻāŠ®╚²ŠĆ49#ķy╩ęĖĮĮ³ę╗╠Äž×┤®ąį┴č╝y║Ė┐┌Ą─ųž┤¾ļ[╗╝ĪŻ
Ż©3Ż®├■ŪÕ┴╦▓┐Ęų╣▄Ą└Ą─╩®╣ż┘|┴┐ĪŻĖ█ŪÕ╚²ŠĆĪó┤¾╠Ų├║ųŲÜŌĪó▓╔═©ŠĆ░l¼Få¢Ņ}▌^╔┘Ż¼╩®╣ż┘|┴┐▌^║├Ż¼Ūę¤o┴č╝y║Ė┐┌ĪŻĻāŠ®╚²ŠĆĪó╠Ų╔ĮLNGĪóė└╠ŲŪž╣▄ŠĆ░l¼Få¢Ņ}║Ė┐┌▌^ČÓĪŻīÜŽŃ╬„ĪóĻāŠ®Č■ŠĆ─┐Ū░ķ_═┌▒╚└²║═öĄ┴┐▓╗ē“Ż¼╔ą▓╗─▄┼ąČ©╩®╣ż┘|┴┐ĪŻ
Ż©4Ż®▓╔ė├│¼Ė▀ŪÕ┬®┤┼╝╝ągÖz£yŁh║Ė┐p╚▒Ž▌[4]ĪŻ2021─ĻĻāŠ®╚²ŠĆ┴╝╬„Č╬▀x╚Ī16╠Ä╚▒Ž▌║Ė┐┌▀Mąąķ_═┌╔õŠĆÅ═┼─Ż¼░l¼F▓╗║ŽĖ±║Ė┐┌10Ą└Ż¼░³└©┴č╝y┐┌2Ą└Ż¼ĮøįuārąĶą▐Å═║Ė┐┌4Ą└Ż¼▒Ē├„│¼Ė▀ŪÕ┬®┤┼Öz£y╚▒Ž▌░l¼F┬╩▒╚Ųš═©┬®┤┼Ė▀│÷2▒Čęį╔ŽĪŻ
Ż©5Ż®ęÄĘČ┴╦Bą═╠ū═▓ą▐Å═ĘĮ╩ĮĪŻ2021─ĻęįŪ░╣½╦ŠĖ╔ŠĆ╣▄Ą└╚▒Ž▌╗∙▒Š▓╔ė├ōQ╣▄ĘĮ╩Įų╬└ĒŻ¼ī”╣▄Ą└▀\ąą▀B└mąįĪó│╔▒Š║═ŁhŠ│ė░Ēæ▌^┤¾ĪŻ2021─Ļį┌Łh║Ė┐p╚▒Ž▌║Ė┐┌ą▐Å═ųą│╔╣”īŹ╩®┴╦5╠ÄBą═╠ū═▓Ħē║ą▐Å═Ż¼╩®║Ėē║┴”═╗ŲŲ┴╦0.4▒ČįOėŗē║┴”ŠųŽ▐Ż¼╣▓╣Ø╝s╠ņ╚╗ÜŌĘ┼┐š350╚f┴óĘĮ├ūęį╔ŽŻ¼╣Ø╝s╩®╣żĪóĄ¬ÜŌ┘Mė├280╚fį¬ęį╔ŽĪŻĖ∙ō■▀@ę╗│╔╣¹Ż¼▀Mę╗▓Į═Ļ╔Ų┴╦╣½╦Š╣▄Ą└▒Š¾w═Ļš¹ąį╣▄└Ē¾wŽĄ╬─╝■Ż¼ęÄĘČ┴╦Bą═╠ū═▓ą▐Å═▀mė├ĘČć·╝░Ħē║╩®║Ėē║┴”ėŗ╦ŃĘĮĘ©Ż¼├„┤_┴╦Ė╔ŠĆ╣▄Ą└│²┴č╝yęį═ŌĄ─╚▒Ž▌Š∙┐╔▓╔ė├Bą═╠ū═▓ą▐Å═[5-6]ĪŻ
5 ĮYšZ
ĻāŠ®╣▄Ą└ŽĄĮyŁh║Ė┐pĄūŲ¼┤µę╔┐┌║═ā╚Öz£y«É│Ż┐┌ąĶą▐Å═▒╚└²▌^Ė▀Ż¼ę“ĄūŲ¼┤µę╔┐┌╚½▓┐ķ_═┌Å═“×═Ļ│╔Ż¼ā╚Öz£y«É│Ż┐┌īó×ķŽ┬ę╗▓ĮŁh║Ė┐p┼┼▓ķųž³cĪŻĻāŠ®╚²ŠĆĪóė└╠ŲŪžĪó╠Ų╔ĮLNG╣▄Ą└ąĶą▐Å═║Ė┐┌öĄ┴┐Īó▒╚└²▌^Ė▀Ż¼Į±║¾īóų„ę¬ī”▀@3Śl╣▄ŠĆā╚Öz£yć└ųž«É│Ż┐┌ųž³cķ_═┌┼┼▓ķÅ═“×ĪŻ
ĻāŠ®╣▄Ą└Łh┐p┐p┘|┴┐’LļU┼┼▓ķ▒M╣▄╚ĪĄ├┴╦ę╗ą®▀Mš╣Ż¼Ž¹│²┴╦░l¼FĄ─╣▄Ą└░▓╚½ļ[╗╝Ż¼Ą½╩▄Ž▐ė┌Öz£yĪóįuārĄ╚╝╝ągŲ┐Ņięį╝░ī”Łh║Ė┐p╩¦ą¦ÖC└ĒĄ─šJų¬ŠųŽ▐Ż¼╣▄Ą└Łh║Ė┐p╩¦ą¦’LļUę└╚╗┤µį┌Ż¼Łh║Ė┐p╚▒Ž▌╚į╠Äė┌Ī░▓╗┐╔╚½ų¬Īó║▄ļy╚½┐žĪ▒Ą─ĀŅæBĪŻŽ┬ę╗▓Įīó╠Į╦„ą┬Ą─╝╝ąg╩ųČ╬Ż¼═ŲÅVæ¬ė├│¼Ė▀ŪÕ┬®┤┼Öz£yĄ╚╝╝ągŻ¼╠ßĖ▀Łh║Ė┐p╚▒Ž▌Öz£yĄ─£╩┤_┬╩ĪŻ
ģó┐╝╬─½IŻ║
[1]═§š²ŪõŻ¼╣ó┴óŲĮŻ¼äóąĪĘÕŻ¼Ą╚.ķL▌ö╣▄Ą└┐╔ę╔Łh║Ė┐pĄ─┼┼▓ķĘĮĘ©[J].║ĖĮė┘|┴┐┐žųŲ┼c╣▄└ĒŻ¼2021Ż¼50(11) Ż║91-94.
[2]ĄęÅ®Ż¼ÄøĮĪŻ¼═§Ģį┴žŻ¼Ą╚.ė═ÜŌ╣▄Ą└╩┬╣╩įŁę“Ęų╬÷╝░ĘųŅÉĘĮʩ蹊┐[J].ųąć°░▓╚½┐ŲīWīWł¾Ż¼2013Ż¼23(7) Ż║109-115.
[3]ųņį÷ė±.ė═ÜŌ╣▄Ą└Łh║Ė┐p╩¦ą¦Ęų╬÷╝░ŅAĘ└┤ļ╩®[J]Ż«ųąć°╩»ė═║═╗»╣żś╦£╩╝░┘|┴┐Ż¼2018Ż¼38(11)Ż║41-42.
[4]═§µ├Ż¼ŚŅ▌xŻ¼±Tæc╔ŲŻ¼Ą╚.ė═ÜŌ╣▄Ą└Łh║Ė┐p╚▒Ž▌ā╚Öz£y╝╝ąg¼FĀŅ┼cš╣═¹[J].ė═ÜŌā”▀\Ż¼2015Ż¼34(7) Ż║694-698.
[5]┘■ć°ŚØŻ¼ģ╬ė╬.ė═ÜŌ╣▄Ą└Łh║Ė┐p╚▒Ž▌┼┼▓ķ╝░╠Äų├┤ļ╩®čąŠ┐[J].╩»ė═╣▄▓─┼cāxŲ„Ż¼2020Ż¼6(2) Ż║42-45.
[6]čÓ▒∙┤©.Ė▀ÅŖõō╣▄Ą└Łh║Ė┐p’LļU┼┼▓ķ╝╝ąg£\╬÷[J].╩»ė═╣▄▓─┼cāxŲ„Ż¼2020Ż¼6(2) Ż║46-52.

ū„š▀║åĮķŻ║ąņ┐ĪĮ▄Ż¼1983─Ļ╔·Ż¼┤T╩┐Ż¼Ė▀╝ē╣ż│╠ĤŻ¼2009─Ļ«ģśIė┌ųąć°╩»ė═┤¾īWŻ©▒▒Š®Ż®ė═ÜŌ╠’ķ_░l╣ż│╠īŻśIŻ¼¼FÅ─╩┬ķL▌ö╠ņ╚╗ÜŌ╣▄Ą└Łh║Ė┐p┼┼▓ķš¹ų╬╣żū„ĪŻ┬ōŽĄĘĮ╩ĮŻ║13810738977Ż¼xujj06@pipechina.com.cnĪŻ
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW░▓éõ 62010202003034╠¢
Ė╩╣½ŠW░▓éõ 62010202003034╠¢ 
