



ė═ÜŌ╣▄Ą└Bą═╠ū═▓║ĖĮėĘĮĘ©
üĒ(l©ói)į┤Ż║ĪČ╣▄Ą└▒Żūo(h©┤)ĪĘ2023─ĻĄ┌2Ų┌ ū„š▀Ż║╚╬É█(©żi)ŲĮ įSĮ© Ģr(sh©¬)ķgŻ║2023-4-14 ķåūxŻ║
╚╬É█(©żi)ŲĮ įSĮ©
ć°(gu©«)╝ę╣▄ŠW(w©Żng)╝»łF(tu©ón)▒▒ĘĮ╣▄Ą└║¶║═║Ų╠ž▌öė═ÜŌĘų╣½╦Š
ķL(zh©Żng)▌öė═ÜŌ╣▄Ą└į┌▀\(y©┤n)ąą▀^(gu©░)│╠ųąŻ¼ę“ųŲįņ╚▒Ž▌Īó╩®╣żōpé¹║═ā╚(n©©i)═ŌĖ»╬gĄ╚ę“╦žįņ│╔▓╗═¼│╠Č╚Ą─┴č╝yĪó░╝Ž▌╝░Įī┘ōp╩¦Ą╚╚▒Ž▌Ż¼ąĶę¬╗©┘M(f©©i)┤¾┴┐Ą─╚╦┴”Īó╬’┴”║═žö(c©ói)┴”▀M(j©¼n)ąą╚▒Ž▌³c(di©Żn)ą▐Å═(f©┤)ĪŻBą═╠ū═▓Š▀ėąą▐Å═(f©┤)ąį║├Īó┐╔┐┐ąįĖ▀Ą╚╠ž³c(di©Żn)Ż¼į┌╣▄Ą└╚▒Ž▌ą▐Å═(f©┤)ųąæ¬(y©®ng)ė├▌^ČÓĪŻ═©▀^(gu©░)Ęų╬÷Bą═╠ū═▓║ĖĮėą▐Å═(f©┤)▀^(gu©░)│╠Ż¼┐éĮY(ji©”)┴╦Ū░Ų┌£╩(zh©│n)éõĪó║ĖĮėĘĮĘ©▀xō±╝░║Ė║¾╠Ä└Ē┤ļ╩®Ą╚ąĶę¬ųž³c(di©Żn)ĻP(gu©Īn)ūóĄ─┐žųŲŁh(hu©ón)╣Ø(ji©”)║═ūóęŌ╩┬ĒŚ(xi©żng)Ż¼×ķBą═╠ū═▓║ĖĮėą▐Å═(f©┤)ū„śI(y©©)╠ß╣®ģó┐╝ĪŻ
1 ą▐Å═(f©┤)▀mė├ĘČć·
Bą═╠ū═▓▀mė├ė┌ė═ÜŌķL(zh©Żng)▌ö╣▄Ą└Įī┘ōp╩¦Īóūāą╬Īó║Ė┐p╚▒Ž▌Ą╚ĘŪą╣┬®ŅÉ(l©©i)╚▒Ž▌Ą─ą▐Å═(f©┤)ĪŻųąČĒ¢|ŠĆ(xi©żn)Īó╬„ÜŌ¢|▌ö?sh©┤)╚┤¾┐┌ÅĮ╣▄Ą└ę▓▓╔ė├Bą═╠ū═▓▀M(j©¼n)ąą╚▒Ž▌ą▐Å═(f©┤)ĪŻį┌┤¾┐┌ÅĮĪóĖ▀ē║┴”ĪóĖ▀õō╝ē(j©¬)Īó┤¾▒┌║±╣▄Ą└╔Ž▀M(j©¼n)ąąBą═╠ū═▓ą▐Å═(f©┤)Ż¼┤µį┌¾wĘe┤¾Īó▒┌║±┤¾Īóųž┴┐┤¾Īó║ĖĮėĢr(sh©¬)ķgķL(zh©Żng)Ą╚å¢(w©©n)Ņ}Ż¼ąĶę¬ųž³c(di©Żn)ĻP(gu©Īn)ūóĪŻęįŽ┬ÄūĘNŪķør▓╗─▄╩╣ė├Bą═╠ū═▓▀M(j©¼n)ąąė└Š├ąįą▐Å═(f©┤)Ż║ė═ÜŌ╣▄Ą└┴č╝y╔ŅČ╚┤¾ė┌▒┌║±Ą─80%Īó╣▄¾w░╝Ž▌╔ŅČ╚┤¾ė┌╣▄ÅĮ6%ĪóŁh(hu©ón)║Ė┐p╚▒Ž▌╔ŅČ╚┤¾ė┌▒┌║±80%ĪŻ
2 ║ĖŪ░£╩(zh©│n)éõ╣żū„
2.1 ║ĖĮėĮM╝■╝░║ĖŚl
Ż©1Ż®Bą═╠ū═▓╔ŽŽ┬ūo(h©┤)░ÕĪŻ▀xō±Bą═╠ū═▓ę¬│õĘų┐╝æ]╦∙ą▐Å═(f©┤)╣▄Ą└Ą─▓─┘|(zh©¼)ĪóįO(sh©©)ėŗ(j©¼)ē║┴”Īó╣▄ÅĮĪó▒┌║±ęį╝░╣▄ŠĆ(xi©żn)╦∙Įø(j©®ng)▀^(gu©░)Ą─Ąžģ^(q©▒)Ą╚╝ē(j©¬)Ż¼ę╗░Ńę¬Ū¾┼c╣▄Ą└▓─┘|(zh©¼)ŽÓ═¼╗“ŽÓĮ³ĪŻ│Żė├Ą─╠ū═▓▓─┴Žėąē║┴”╚▌Ų„ė├õō░Õ║═ķL(zh©Żng)▌ö╣▄Ą└īŻ(zhu©Īn)ė├╣▄ŠĆ(xi©żn)õōŻ©LŽĄ┴ą╗“XŽĄ┴ąŻ®Ż¼╠ū═▓ķL(zh©Żng)Č╚Ī▌150 mmŻ¼╔ŽŽ┬ūo(h©┤)░ÕŠ▀¾w│▀┤ń┐╔ęįĖ∙ō■(j©┤)¼F(xi©żn)ł÷(ch©Żng)╚▒Ž▌┤¾ąĪ╝░║Ė┐p╬╗ų├┤_Č©ĪŻ
Ż©2Ż®┐v║Ė┐p▒│▓┐ē|░ÕĪŻ╚╬║╬╣▄Ą└┴č╝yČ╝Ģ■(hu©¼)╩▄ĄĮŁh(hu©ón)Ž“æ¬(y©®ng)┴”ė░ĒæŻ¼║ĖĮėĢr(sh©¬)æ¬(y©®ng)čb┼õ▒│▓┐ē|░Õ┼c╠ū═▓┼õ╠ū╩╣ė├ĪŻ▒│▓┐ē|░Õ▀xō±Ą═╠╝õō▓─┘|(zh©¼)Ż¼ķL(zh©Żng)Č╚│¼│÷Bą═╠ū═▓ā╔Č╦ų┴╔┘150 mmŻ¼ė├ė┌║ĖĮėę²╗Ī╗“Ž©╗ĪŻ¼║±Č╚×ķ2.5 mmū¾ėęĪŻ╚ń╣¹╠ū═▓é╚(c©©)┐p▓╔ė├╝ė▒│▓┐ē|░Õ║═ē║┴”ŲĮ║Ō▓█Ą─ĘĮĘ©Ż¼ät╠ū═▓Ą─┐é║±Č╚▓╗æ¬(y©®ng)ąĪė┌╣▄Ą└▒┌║±┼c▒│▓┐ē|░Õē║┴”ŲĮ║Ō▓█╔ŅČ╚ų«║═ĪŻ
Ż©3Ż®║ĖŚl▀xō±ĪŻ║ĖŚl▀xō±æ¬(y©®ng)ū±čŁĄ╚ÅŖ(qi©óng)Č╚Īó═¼│╔ĘųĪó┐╣┴č╝yĪó┐╣ÜŌ┐ū║═Ą═│╔▒ŠįŁätĪŻ╦∙ė├║ĖŚlą═╠¢(h©żo)æ¬(y©®ng)Įø(j©®ng)▀^(gu©░)║ĖĮė╣ż╦ćęÄ(gu©®)│╠įu(p©¬ng)Č©ĪŻ└²╚ńŻ¼ķL(zh©Żng)║¶įŁė═╣▄Ą└Ż©L415▓─┘|(zh©¼)Ż®B╠ūą▐Å═(f©┤)║ĖĮėū„śI(y©©)Ż¼╩╣ė├ų▒ÅĮ×ķ3.2 mmĄ─CHE507GX║ĖŚl▀M(j©¼n)ąą╠Ņ│õ╔w├µ║ĖĮėĪŻ║ĖĮėŪ░æ¬(y©®ng)░┤šš«a(ch©Żn)ŲĘšf(shu©Ł)├„Ģ°(sh©▒)ī”(du©¼)║ĖŚl▀M(j©¼n)ąą║µĖ╔╠Ä└ĒĪŻę╗░ŃĄ═Üõą═║ĖŚl║µĖ╔£žČ╚×ķ350 ĪµĪ½400 ĪµŻ¼║Ń£žĢr(sh©¬)ķg×ķ1 hĪ½2 hĪŻ║ĖĮė¼F(xi©żn)ł÷(ch©Żng)æ¬(y©®ng)įO(sh©©)║ĖŚl║Ń£žĖ╔į’═▓Ż¼£žČ╚┐žųŲį┌100 ĪµĪ½150 ĪµŻ¼ļSė├ļS╚ĪĪŻ«ö(d©Īng)╠ņė├▓╗═ĻĄ─║ĖŚl╩š╗žŻ¼ųžą┬║µĖ╔║¾╩╣ė├ĪŻųžą┬║µĖ╔┤╬öĄ(sh©┤)▓╗│¼▀^(gu©░)ā╔┤╬ĪŻ
2.2 ║ĖĮė£╩(zh©│n)éõ
Ż©1Ż®╩ų└m(x©┤)▐k└ĒĪŻ░┤ššūŅą┬ŅC▓╝Ą─GB 30871©D2022ĪČ╬ŻļU(xi©Żn)╗»īW(xu©”)ŲĘŲ¾śI(y©©)╠ž╩Ōū„śI(y©©)░▓╚½ęÄ(gu©®)ĘČĪĘęÄ(gu©®)Č©Ż¼Bą═╠ū═▓║ĖĮė▒╗╝{╚ļ╠ž╝ē(j©¬)äė(d©░ng)╗ū„śI(y©©)╣▄└ĒŻ¼ŽÓæ¬(y©®ng)Ą─╣▄┐ž┤ļ╩®║═╩ų└m(x©┤)▐k└Ēę▓Ė³╝ėć└(y©ón)Ė±ĪŻäė(d©░ng)╗Ū░ꬊÄųŲ╠ž╝ē(j©¬)äė(d©░ng)╗ū„śI(y©©)ĘĮ░Ė║═īŻ(zhu©Īn)ĒŚ(xi©żng)æ¬(y©®ng)╝▒ŅA(y©┤)░ĖŻ¼▓ó╠ßŪ░═©▀^(gu©░)ė═ÜŌš{(di©żo)┐žųąą─▀M(j©¼n)ąąéõ░Ė½@Ą├┼·£╩(zh©│n)ĪŻ╔Ļšł(q©½ng)äė(d©░ng)╗å╬╬╗║═ū„śI(y©©)å╬╬╗ę¬ī”(du©¼)äė(d©░ng)╗▀^(gu©░)│╠┤µį┌Ą─’L(f©źng)ļU(xi©Żn)ķ_(k©Īi)š╣JSAĘų╬÷Ż¼ųŲČ©’L(f©źng)ļU(xi©Żn)Ę└┐ž┤ļ╩®ĪŻäė(d©░ng)╗ū„śI(y©©)Ū░ķ_(k©Īi)Š▀╠ž╝ē(j©¬)äė(d©░ng)╗Ż©ĘŪ╣▄ŠĆ(xi©żn)┤“ķ_(k©Īi)Ż®ū„śI(y©©)Ų▒Ż¼ī”(du©¼)ū„śI(y©©)╚╦åT▀M(j©¼n)ąą┼Óė¢(x©┤n)║═░▓╚½╝╝ąg(sh©┤)Į╗ĄūŻ¼ķ_(k©Īi)š╣┐╔╚╝?x©¼)Ō¾wÖz£y(c©©)Ż¼ØM(m©Żn)ūŃŚl╝■ŪęĮø(j©®ng)ų„╣▄śI(y©©)äš(w©┤)ŅI(l©½ng)ī¦(d©Żo)┼·£╩(zh©│n)║¾ĘĮ┐╔▀M(j©¼n)ąąäė(d©░ng)╗ū„śI(y©©)ĪŻBą═╠ū═▓░▓čb║═║ĖĮė▀^(gu©░)│╠╚ń▀Ć╔µ╝░Ųõ╦¹╠ž╩Ōū„śI(y©©)Ż¼└²╚ńĄ§čb║═┼RĢr(sh©¬)ė├ļŖĄ╚ū„śI(y©©)Ż¼ę▓æ¬(y©®ng)▐k└ĒŽÓæ¬(y©®ng)Ą─ū„śI(y©©)Ų▒Ż¼ķ_(k©Īi)š╣’L(f©źng)ļU(xi©Żn)Ęų╬÷▓óųŲČ©Ę└┐ž┤ļ╩®ĪŻ
Ż©2Ż®║ĖĄ└┤“─źĪŻBą═╠ū═▓░▓čbŪ░ę¬▀M(j©¼n)ąą║ĖĄ└┤“─źŻ©ų╗ąĶī”(du©¼)ā╔Č╦Łh(hu©ón)║Ė┐p╬╗ų├┤“─ź╝┤┐╔Ż®Ż¼╣▄Ą└▒Ē├µ╠Ä└Ē┘|(zh©¼)┴┐æ¬(y©®ng)▀_(d©ó)ĄĮGB/T 8923©D1988ĪČ═┐čbŪ░õō▓─▒Ē├µõP╬gĄ╚╝ē(j©¬)║═│²õPĄ╚╝ē(j©¬)ĪĘęÄ(gu©®)Č©Ą─ST3╝ē(j©¬)ę¬Ū¾Ż©╩ųäė(d©░ng)┤“─źŻ®╗“Sa2.5╝ē(j©¬)ś╦(bi©Īo)£╩(zh©│n)Ż©ćŖ╔░╠Ä└ĒŻ®Ż¼▒Ē├µæ¬(y©®ng)Ė╔į’Ż¼¤o(w©▓)╦╔äė(d©░ng)Ą─ĖĪõPŻ¼¤o(w©▓)╬█╬’Ż¼╗∙▓─┤ŅĮė▓┐╬╗Ą─įŁĘ└Ė»īė▒Ē├µæ¬(y©®ng)Ė╔į’ĪóŲĮš¹Īó¤o(w©▓)╬█╬’ĪŻ
Ė∙ō■(j©┤)¼F(xi©żn)ł÷(ch©Żng)čb┼õŪķørŻ¼┐╔ī”(du©¼)░▓čbģ^(q©▒)ė“Ą─įŁ╣▄Ą└┬▌ą²║Ė┐p╗“ų▒║Ė┐p▀M(j©¼n)ąą┤“─źĪŻ┤“─źŪ░Ż¼æ¬(y©®ng)ī”(du©¼)┤“─źģ^(q©▒)ė“Ą─╣▄¾wŻ©░³└©┬▌ą²║Ė┐p╗“ų▒║Ė┐pŻ®▀M(j©¼n)ąą│¼┬Ģ▓©Öz£y(c©©)Ż¼┤_šJ(r©©n)¤o(w©▓)╚▒Ž▌║¾Ż¼ĘĮ┐╔┤“─źų┴║Ė┐pėÓĖ▀×ķ2 mmŻ¼▓ółA╗¼▀^(gu©░)Č╔ĪŻ
Ż©3Ż®▒┌║±£y(c©©)┴┐ĪŻBą═╠ū═▓┼c╣▄Ą└▀BĮėĄ─Łh(hu©ón)Ž“ĮŪ║Ė┐p║ĖĮėģ^(q©▒)ė“ā╔é╚(c©©)čė╔ņĖ„10 mm╣▄Ą└▒┌║±▀M(j©¼n)ąą╚½╬╗ų├│¼┬Ģ▓©£y(c©©)┴┐Ż¼ų³c(di©Żn)▀M(j©¼n)ąąŻ¼ūŅąĪ▒┌║±▓╗æ¬(y©®ng)ąĪė┌4.8 mmĪŻ
Ż©4Ż®║ĖĮėŅA(y©┤)¤ßĪŻ║ĖĮėŪ░▓╔ė├╗čµ╝ė¤ß╗“ųąŅl╝ė¤ßĘĮ╩Įī”(du©¼)║ĖĮė╣▄╝■ŅA(y©┤)¤ßŻ¼ŅA(y©┤)¤ß£žČ╚æ¬(y©®ng)Ę¹║Ž║ĖĮė╣ż╦ćęÄ(gu©®)│╠ę¬Ū¾ĪŻ║ĖĮė▀^(gu©░)│╠ųą▀Ćæ¬(y©®ng)ūóęŌīėķg£žČ╚▒Ż│ųŻ¼ūŅąĪųĄ▓╗æ¬(y©®ng)Ą═ė┌ŅA(y©┤)¤ß£žČ╚Ą─ūŅąĪųĄĪŻ«ö(d©Īng)║ĖĮėū„śI(y©©)ųąöÓĢr(sh©¬)Ż¼į┘┤╬║ĖĮėŪ░æ¬(y©®ng)ųžą┬ŅA(y©┤)¤ßĄĮę¬Ū¾Ą─£žČ╚ĪŻ
Ż©5Ż®║ĖŪ░ē║┴”┤_šJ(r©©n)ĪŻ▀\(y©┤n)ąą╣▄Ą└ą▐Å═(f©┤)æ¬(y©®ng)░┤ššęÄ(gu©®)Č©╠ßŪ░ĮĄĄ═╣▄Ą└ā╚(n©©i)Įķ┘|(zh©¼)ē║┴”Ż¼įŁė═╣▄Ą└║ĖĮė╠Ä╣▄ā╚(n©©i)ē║┴”ę╦ąĪė┌┤╦Č╬╣▄Ą└į╩įS╣żū„ē║┴”Ą─0.5▒ČŻ¼ŪęįŁė═│õØM(m©Żn)╣▄Ą└Ż╗╠ņ╚╗ÜŌ╗“│╔ŲĘė═╣▄Ą└ę╦ąĪė┌0.4▒ČŻ¼Ūę│╔ŲĘė═╣▄Ą└æ¬(y©®ng)│õØM(m©Żn)ė═ŲĘĪŻ
3 ║ĖĮėĘĮĘ©╝░ūóęŌ╩┬ĒŚ(xi©żng)
3.1 ┐v║Ė┐p║ĖĮė
╩ūŽ╚║ĖĮėā╔é╚(c©©)Ēśė═┴„ĘĮŽ“┐v║Ė┐pŻ¼ā╔é╚(c©©)═¼Ģr(sh©¬)║ĖĮėĪŻā╔├¹║Ė╣ż║ĖĮėĢr(sh©¬)Ż¼æ¬(y©®ng)░┤łD 1Ż©aŻ®╦∙╩Š║ĖĮėĒśą“═¼Ģr(sh©¬)║ĖĮėĪŻī”(du©¼)ūo(h©┤)░ÕķL(zh©Żng)Č╚Ī▌700 mmĄ─╠ū═▓▀M(j©¼n)ąą┐v║Ė┐p║ĖĮėĢr(sh©¬)Ż¼├┐Ą└║Ė┐pæ¬(y©®ng)ų┴╔┘2├¹║Ė╣ż═¼Ģr(sh©¬)╩®║ĖĪŻ4├¹║Ė╣ż║ĖĮėĢr(sh©¬)æ¬(y©®ng)░┤łD 1Ż©bŻ®╦∙╩Š║ĖĮėĒśą“═¼Ģr(sh©¬)║ĖĮėĪŻ║ĖĮė▓┘ū„ę╗ų▒│ų└m(x©┤)ĄĮš¹éĆ(g©©)║Ė┐p╚█Ę¾Įž├µĄ─╚²Ęųų«ę╗ĮKų╣Ż¼ų„ę¬╩Ū×ķ┴╦£pąĪ║ĖĮėæ¬(y©®ng)┴”┼cūāą╬ĪŻ
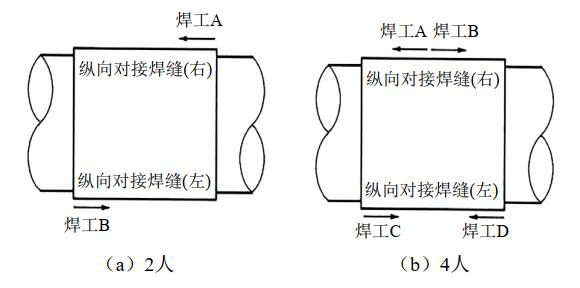
łD 1 Bą═╠ū═▓┐v║Ė┐p║ĖĮėĒśą“
╦∙ėą╠ū═▓┐v║Ė┐p║ĖĮėĢr(sh©¬)æ¬(y©®ng)▓╔ė├╗ž╗║ĖĄ└Ż¼100%║Ė═ĖŻ¼▓╗æ¬(y©®ng)¤²┤®▒│▓┐ē|░ÕĪŻūo(h©┤)░Õ║±Č╚┤¾ė┌Ą╚ė┌30 mmĄ─╠ū═▓Ż¼║ĖĮėĢr(sh©¬)æ¬(y©®ng)║ĖĮė═╦╗║ĖĄ└ĪŻ═╦╗║ĖĄ└į┌╠Ņ│õ║Ė═Ļ│╔30%Ī½50%Ģr(sh©¬)▀M(j©¼n)ąąŻ¼ŠÓļxŲ┬┐┌▀ģŠēąĪė┌2 mmŻ¼═╦╗║ĖĄ└▀xė├ų▒ÅĮ3.2 mm║ĖŚlŻ¼║Ė║¾┤“─źų┴1 mmū¾ėęĪŻ╔w├µ║ĖĢr(sh©¬)Ż¼ąĶė╔Ž┬čžų┴╔Žčž▀M(j©¼n)ąąŻ¼╔w├µ║ĖĄ└▓╗Ą├į┘║ĖĮėų┴╚²═©╗“ūo(h©┤)░Õ╔ŽŻ¼Č°╩Ū║ĖĮėį┌═╦╗║ĖĄ└╔ŽĪŻūóęŌį┌║Ž▀m╬╗ų├║ĖĮė╗ž╗║ĖĄ└Ż¼Ūę▓╗Ą├║ĖĮėį┌═╦╗║ĖĄ└╔ŽĪŻ┐v║Ė┐p║ĖĮė═Ļ│╔║¾ė├╩ų╔░▌åŪą│²┐v║Ė┐pā╔Č╦Ą─▒│▓┐ē|░ÕĪŻ
Bą═╠ū═▓┐v║Ė┐pę╗░Ń▓╔ė├║ĖŚlļŖ╗Ī║Ė║ĖĮėĘĮĘ©ĪŻć°(gu©«)ā╚(n©©i)ę╗░Ń▓╔ė├▓╗ī”(du©¼)ĘQ(ch©źng)ĮŪČ╚Ą─Vą═Ų┬┐┌Ż¼Ž┬├µĮŪČ╚ąĪŻ¼╝s×ķ10ĪŃū¾ėęŻ¼╔Ž├µ╔į┤¾Ż¼╝s×ķ30ĪŃū¾ėęĪŻć°(gu©«)═Ōėąą®ū„śI(y©©)▓╔ė├╔ŽŽ┬ī”(du©¼)ĘQ(ch©źng)Vą═Ų┬┐┌Ż¼╔ŽŽ┬Č╝╝s×ķ20ĪŃū¾ėęĪŻ
3.2 Łh(hu©ón)Ž“ĮŪ║Ė┐p║ĖĮė
Ųõ┤╬║ĖĮėę╗é╚(c©©)Ą─Łh(hu©ón)Ž“ĮŪ║Ė┐pŻ¼┤╦Ģr(sh©¬)┴Ē═Ōę╗é╚(c©©)Ą─Łh(hu©ón)Ž“ĮŪ║Ė┐p▓╗Ą├▀M(j©¼n)ąą³c(di©Żn)║ĖŻ¼å╬é╚(c©©)║ĖĮė═Ļ│╔║¾į┘║ĖĮė┴Ē═Ōę╗é╚(c©©)ĪŻĖ∙ō■(j©┤)Q/GGW BF 0316©D2021ĪČõō┘|(zh©¼)ė═ÜŌ╣▄Ą└╩¦ą¦ōīą▐╝╝ąg(sh©┤)ęÄ(gu©®)ĘČĪĘęÄ(gu©®)Č©Ż║«ö(d©Īng)Bą═╠ū═▓║±Č╚┤¾ė┌1.4▒Č╣▄Ą└▒┌║±Ģr(sh©¬)Ż¼Ųõ┼c╣▄Ą└▀BĮėĄ─Łh(hu©ón)Ž“ĮŪ║Ė┐pĄ─║Ė─_Ė▀Č╚║═īÆČ╚▓╗æ¬(y©®ng)ąĪė┌1.4▒Č╣▄Ą└▒┌║±Ż╗ąĪė┌1.4▒Č╣▄Ą└▒┌║±Ģr(sh©¬)Ż¼║Ė─_Ė▀Č╚║═īÆČ╚æ¬(y©®ng)×ķBą═╠ū═▓▒┌║±┼cĮMī”(du©¼)ķgŽČų«║═ĪŻ
į┌╣▄Ą└═ŌÅĮ┤¾ė┌Ą╚ė┌325 mmĄ─╣▄Ą└╔Ž▀M(j©¼n)ąąĮŪ║Ė┐p║ĖĮėĢr(sh©¬)Ż¼├┐Ą└║Ė┐pæ¬(y©®ng)ų┴╔┘ā╔├¹║Ė╣ż═¼Ģr(sh©¬)╩®║ĖŻ¼Ūęā╔ļŖ╗Īķgæ¬(y©®ng)ŽÓŠÓų┴╔┘50 mmĪŻ╚ńłD 2╦∙╩ŠĪŻ
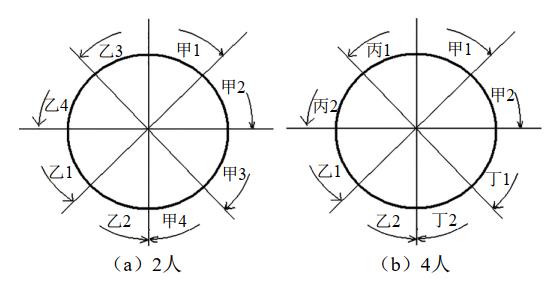
łD 2 Bą═╠ū═▓Łh(hu©ón)Ž“ĮŪ║Ė┐p║ĖĮėĒśą“
ė╔ė┌╠ū═▓║═╣▄Ą└ų«ķgėąę╗Č©Ą─ŠÓļxŻ¼ų▒Įė║Ė─®Č╦ĮŪ║Ė┐pĢr(sh©¬)ėąę╗Č©└¦ļyĪŻ╦∙ęį«ö(d©Īng)╠ū═▓║═╣▄Ą└ķgŽČ│¼▀^(gu©░)3 mmĢr(sh©¬)Ż¼æ¬(y©®ng)į┌╣▄Ą└╔ŽŽ╚║ĖŅA(y©┤)ČčīėŻ¼Ė∙ō■(j©┤)Bą═╠ū═▓║±Č╚┤_Č©║Ė─_│▀┤ńĪŻŅA(y©┤)ČčīėĪóĮŪ║Ė┐pĄ─║ĖĮė┼cę╗░ŃĄ─║ĖĮėĒśą“▓╗ę╗śėĪŻā╔é╚(c©©)Łh(hu©ón)║Ė┐p▓╗─▄═¼Ģr(sh©¬)║ĖĮėŻ¼ų┴╔┘ę╗é╚(c©©)║Ė═Ļ3īėęį║¾Ż¼į┘║ĖĮė┴Ēę╗é╚(c©©)ĪŻŅA(y©┤)Ččīė▓╗─▄┼c╠ū═▓ŽÓ▀BŻ¼Ę±ätĢ■(hu©¼)«a(ch©Żn)╔·æ¬(y©®ng)┴”ķ_(k©Īi)┴čĪŻ
4 ║Ė║¾┤ļ╩®
4.1 ║Ė║¾Öz£y(c©©)
Bą═╠ū═▓║ĖĮė═Ļ│╔║¾▀M(j©¼n)ąą100%═Ōė^Öz▓ķĪŻ║Ė┐p╔Ž║Ėį³╝░ļs╬’æ¬(y©®ng)ŪÕ└ĒĖ╔ā¶Ż¼▒Ē├µŠ∙ä“š¹²RŻ¼¤o(w©▓)░╝┐ėĪó║Ė┴÷Ą╚╚▒Ž▌ĪŻ║Ė┐p▒Ē├µ¤o(w©▓)╚Ōč█┐╔ęŖ(ji©żn)Ą─┴č╝yĪó╬┤╚█║ŽĪóŖAį³ĪóÜŌ┐ūĪóę²╗Ī║██E╝░ŖAŠ▀║Ė³c(di©Żn)Ą╚╚▒Ž▌ĪŻ
═Ōė^Öz▓ķ║ŽĖ±║¾ĘĮ┐╔▀M(j©¼n)ąą¤o(w©▓)ōpÖz£y(c©©)ĪŻ║ĖĮė═Ļ│╔▌öė═╣▄Ą└└õģs║¾┴ó╝┤▀M(j©¼n)ąą┤┼Ę█Öz£y(c©©)ĪóØB═ĖÖz£y(c©©)╗“│¼┬Ģ▓©Öz£y(c©©)Ż¼▌öÜŌ╣▄Ą└▀Ć┐╔▀M(j©¼n)ąąX╔õŠĆ(xi©żn)Öz£y(c©©)ĪŻ║ĖĮė═Ļ│╔24 h║¾Ż¼ßśī”(du©¼)║Ė┐pį┘┤╬ķ_(k©Īi)š╣┤┼Ę█Öz£y(c©©)ĪóØB═ĖÖz£y(c©©)╗“│¼┬Ģ▓©Öz£y(c©©)Ż¼┤_▒Ż¤o(w©▓)čė▀t┴č╝yĄ╚╚▒Ž▌ĪŻ¤o(w©▓)ōpÖz£y(c©©)▓╗║ŽĖ±Ą─║Ė┐┌┐╔▓╔╚Ī╚▒Ž▌ŪÕ│²ĪóĘĄą▐ęį╝░ėąą¦Ą─║Ė┐p╝ėÅŖ(qi©óng)┤ļ╩®▀M(j©¼n)ąąą▐Å═(f©┤)ĪŻ
4.2 ║Ė║¾▒Ż£ž┤ļ╩®
Bą═╠ū═▓║ĖĮė═Ļ│╔║¾Ż¼ę¬┴ó╝┤ī”(du©¼)║ĖĄ└╝░ų▄▀ģģ^(q©▒)ė“▀M(j©¼n)ąą╝ė¤ß║═░³╣³▒Ż£žŻ¼ęį╝ė┐ņ║Ė┐pųąÜõĄ─öU(ku©░)╔óĪŻ
5 ĮY(ji©”)šZ(y©│)
Bą═╠ū═▓║ĖĮėą▐Å═(f©┤)╝╝ąg(sh©┤)▀mė├ĘČć·ÅVŻ¼ą▐Å═(f©┤)ą¦╣¹║├Ż¼┐╔┐┐ąįĖ▀Ż¼Įø(j©®ng)Ø·(j©¼)Łh(hu©ón)▒ŻŻ¼┐╔ū„×ķ╣▄Ą└╚▒Ž▌ė└Š├ą▐Å═(f©┤)Ą─ę╗ĘNĘĮĘ©ĪŻķL(zh©Żng)æcų┴║¶║═║Ų╠ž╩»╗»įŁė═╣▄Ą└═©▀^(gu©░)ā╚(n©©i)Öz£y(c©©)░l(f©Ī)¼F(xi©żn)Įī┘ōp╩¦Īó░╝Ž▌║═║Ė┐p╚▒Ž▌Ą╚╔ŽŪ¦╠ÄŻ¼░┤ššėŗ(j©¼)äØ├┐─Ļķ_(k©Īi)š╣Bą═╠ū═▓ą▐Å═(f©┤)Äū╩«ų┴╔Ž░┘╠ÄĪŻę“Ųõ╩Ūį┌Ħē║╣▄Ą└╔Ž▀M(j©¼n)ąąĄ─╠ž╝ē(j©¬)äė(d©░ng)╗ū„śI(y©©)Ż¼║ĖĮė┘|(zh©¼)┴┐ī”(du©¼)ą▐Å═(f©┤)ą¦╣¹ė░Ēæ▌^┤¾Ż¼Š▀ėąę╗Č©Ą─░▓╚½ļ[╗╝ĪŻę“┤╦Ż¼ū„śI(y©©)▀^(gu©░)│╠ųąę╗Č©ę¬ū÷║├░▓╚½Ę└ūo(h©┤)Īó’L(f©źng)ļU(xi©Żn)╣▄┐žĪó┘|(zh©¼)┴┐╣▄└ĒĪŻ
ū„š▀║å(ji©Żn)ĮķŻ║╚╬É█(©żi)ŲĮŻ¼1990─Ļ╔·Ż¼▒Š┐ŲŻ¼╣ż│╠ĤŻ¼2013─Ļ«ģśI(y©©)ė┌ųąć°(gu©«)╩»ė═┤¾īW(xu©”)Ż©╚A¢|Ż®Ż¼¼F(xi©żn)Å─╩┬ė═ÜŌ╣▄Ą└ŠSōīą▐╣▄└Ē╣żū„ĪŻ┬ō(li©ón)ŽĄĘĮ╩ĮŻ║18647125993Ż¼renap@pipechina.com.cnĪŻ
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW(w©Żng)░▓éõ 62010202003034╠¢(h©żo)
Ė╩╣½ŠW(w©Żng)░▓éõ 62010202003034╠¢(h©żo) 
