



X70╣▄Ą└Bą═╠ū═▓ūįäė║Ė╣ż╦ć蹊┐
üĒį┤Ż║ĪČ╣▄Ą└▒ŻūoĪĘ2023─ĻĄ┌3Ų┌ ū„š▀Ż║║·ČÓČÓ ĢrķgŻ║2023-6-21 ķåūxŻ║
║·ČÓČÓ
ć°╝ę╣▄ŠW╝»łF¢|▓┐ā”▀\╣½╦ŠōīŠSą▐ųąą─
š¬ę¬Ż║Į³─ĻüĒŻ¼ą¦┬╩Ė▀Īó┘|┴┐ĘĆČ©Ą─╚½ūįäė║ĖĮė╝╝ągį┌ķL▌ö╣▄Ą└╩®╣żųąĄ├ĄĮ┴╦ÅVĘ║æ¬ė├ĪŻßśī”X70Ė▀õō╝ē┤¾┐┌ÅĮ╣▄Ą└Bą═╠ū═▓ūįäė║ĖĮė╣ż╦ćķ_š╣║ĖĮėįć“×蹊┐Ż¼▀xō±╚½╬╗ų├ūįäė║ĖĮėŽĄĮyŻ¼┤_Č©┴╦Bą═╠ū═▓┐v║Ė┐p║ĖĮėĪóŁhĮŪ║Ė┐p║ĖĮėĄ╚ĻPµI╣żą“Ą─ūįäė║ĖĮė╣ż╦ćŻ¼ĮķĮB┴╦ūįäė║ĖĮėūóęŌ╩┬ĒŚ╝░║ĖĮė╚▒Ž▌Ą─«a╔·╝░╠Ä└ĒĘĮĘ©Ż¼═©▀^║ĖĮėįć“×▒Ē├„║ĖĮė┘|┴┐║ŽĖ±ĪŻīóŲõ┼c╚╦╣ż║ĖĮė▀Mąąī”▒╚Ż¼ĮY╣¹’@╩Š┐╔ęį┐sČ╠║ĖĮėė├Ģr34%Īó╣Ø╩Ī║─▓─25%ĪŻ
ĻPµIį~Ż║Ė▀õō╝ē┤¾┐┌ÅĮ╣▄Ą└Ż╗Bą═╠ū═▓Ż╗ūįäė║ĖĮė╣ż╦ćŻ╗║ĖĮėæ¬ė├įć“×
ķL▌ö╣▄Ą└ūįäė║Ė╝╝ągŠ▀ėąą¦┬╩Ė▀Īó┘|┴┐ĘĆČ©Īóī”▓┘ū„╚╦åTę¬Ū¾Ą═Ą─╠ž³cŻ¼─┐Ū░Ą├ĄĮ┴╦ÅVĘ║æ¬ė├Ż¼╬ęć°į┌╬„ÜŌ¢|▌ö╚²ŠĆĪóĻāŠ®╚²ŠĆĪóĻāŠ®╦─ŠĆĪóųąČĒįŁė═╣▄Ą└Č■ŠĆĄ╚ą┬Į©ķL▌ö╣▄Ą└╩®╣żųąę▓ŽÓ└^æ¬ė├┴╦╚½ūįäė║ĖĮė╣ż╦ćĪŻ▒Š╬─▀xō±╣▄Ą└═ŌÆņ╩Į╚½╬╗ų├ūįäė║ĖĮėŽĄĮyŻ¼ßśī”X70Ė▀õō╝ē┤¾┐┌ÅĮ╣▄Ą└Bą═╠ū═▓ūįäė║ĖĮė╣ż╦ćķ_š╣įć“×蹊┐Ż¼×ķ╠ß╔²╣▄Ą└ōīŠSą▐╝╝ągīŹ┴”╠ß╣®ų¦ō╬ĪŻ
1 å╬║ĖŠµūįäė║ĖĮė╣ż╦ć
1.1 Bą═╠ū═▓┐v║Ė┐p║ĖĮė
Ż©1Ż®Ų┬┐┌ą╬╩ĮĪó║ĖĮėīė┤╬╝░Ą└öĄĪŻ┐v║Ė┐pŲ┬┐┌ą╬╩Į×ķVą═Ż¼▒│ē|▓─┘|╝░ęÄĖ±×ķ20╠¢õōĪó3 mmĪ┴30 mm Ż©łD 1- aŻ®Ż¼ŲõųąŲ┬┐┌├µĮŪČ╚”┬20.0 ĪŃĪ└1.5 ĪŃŻ¼ Ōg▀ģ”č0 mmŻ¼ ī”┐┌ķgŽČb2.5 mmĪ½ 4.0 mmŻ╗Õe▀ģ┴┐▓╗│¼▀^3.0 mmŻ¼ėÓĖ▀0 mmĪ½2.0 mmŻ¼Šų▓┐▓╗Ė▀ė┌3.0 mmŻ¼╔w├µ║Ė┐pīÆČ╚×ķŲ┬┐┌╔Ž┐┌├┐é╚į÷īÆ0.5 mmĪ½2.0 mmŻ¼║ĖĮėīėöĄ×ķĖ∙║Ė1 īėĪó╠Ņ│õ║Ė4īė11Ą└Īó╔w├µ║Ė1 īė5Ą└Ż©łD 1- bŻ®ĪŻ
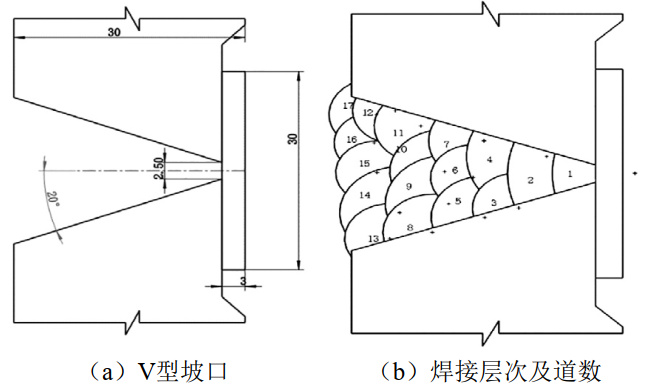
łD 1 Bą═╠ū═▓┐v║Ė┐p║ĖĮė╩ŠęŌ
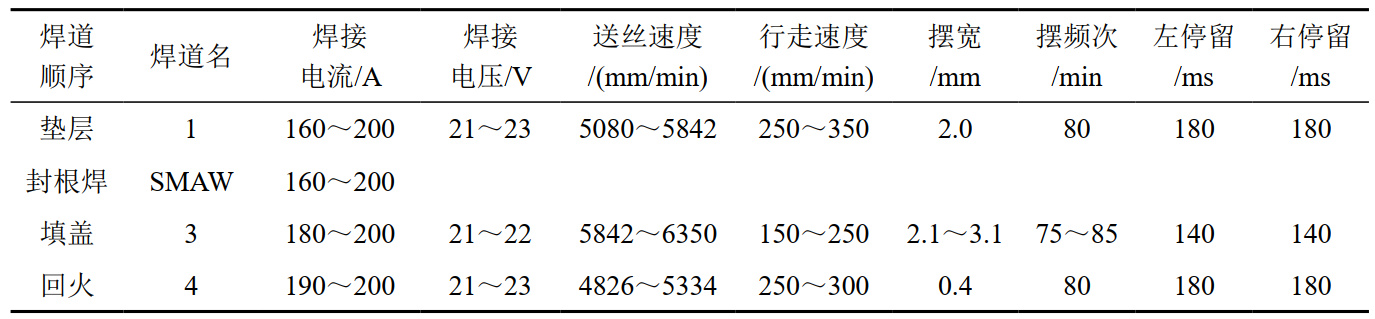
Ż©2Ż®║ĖŪ░£╩éõĪŻ▓╔ė├µ£Śl┐©Š▀ĮMī”┐┌ĘĮ╩ĮĪŻŲ┬┐┌ā╔é╚25 mm┤“─ź│÷Įī┘╣ŌØ╔ĪŻ▀xō±╗čµ╝ė¤ßĘĮ╩ĮŻ¼ŅA¤ßīÆČ╚×ķŲ┬┐┌ā╔é╚┤¾ė┌75 mmŻ¼▓óį┌ŠÓ╣▄┐┌25 mm ╠ÄŠ∙ä“£y┴┐łAų▄╔Ž4³cĄ─£žČ╚ĪŻŅA¤ß£žČ╚Ī▌80ĪµŻ¼Ą└ķg£žČ╚50ĪµĪ½80ĪµĪŻ║ĖĮėļŖ┴„×ķų▒┴„Ż©DCŻ®Īóš²śOąįĮėĘ©Ż©DC+Ż®Ż¼╚█Ą╬▀^Č╔×ķŅw┴Ż▀^Č╔ĪŻūįäė║ĖĮė▄ēĄ└ę╦░▓čbį┌Ų┬┐┌Ž┬é╚Ż¼ŠÓŲ┬┐┌│▀┤ńš{╣Øę╗ų┬Ż¼ĮŪö[ĘĮ╩ĮĪŻ░┤šš║ĖĮė╣ż╦ćę¬Ū¾Ż¼£╩éõ║Ė▓─ĪŻ
Ż©3Ż®║ĖĮėįć“×ĪŻį┌╣▄ÅĮ1016 mmĪóX70╣▄Ą└▀MąąBą═╠ū═▓┐v║Ė┐p║ĖĮėįć“ׯ©łD 2Ż®Ż¼║ĖĮėģóöĄ╚ń▒Ē 1╦∙╩ŠĪŻ


łD 2 Bą═╠ū═▓┐v║Ė┐p║ĖĮėįć“×¼Fł÷łD
▒Ē 1 ┐v║Ė┐p║ĖĮėģóöĄ▒Ē

1.2 Bą═╠ū═▓ŁhĮŪ║Ė┐p║ĖĮė
Ż©1Ż®ĮMī”Īó║ĖĮėīė┤╬╝░Ą└öĄĪŻŁhĮŪ║Ė┐pĮMī”╚ńłD 3Ż©aŻ®╦∙╩ŠŻ¼ĮėŅ^ą╬╩Į▓╔ė├Łhą╬┤ŅĮėĮŪ║Ė┐pŻ¼ĮMī”ķgŽČ▓╗┤¾ė┌2.5 mmŻ¼║Ė─_│▀┤ń40 mmĪ┴40 mmŻ¼║ĖĮėīė┤╬╝░Ą└öĄ╚ńłD 3Ż©bŻ®╦∙╩ŠĪŻ
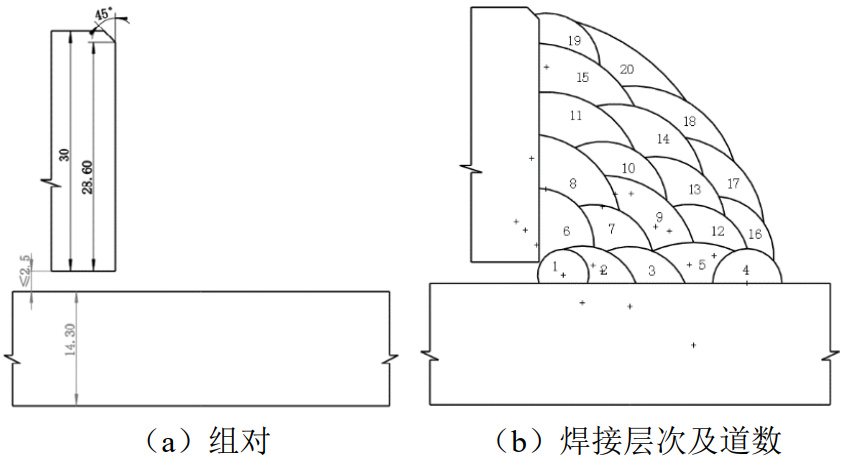
łD 3 Bą═╠ū═▓ŁhĮŪ║Ė┐p║ĖĮė╩ŠęŌ
Ż©2Ż®║ĖŪ░£╩éõĪŻ║ĖĮėŪ░Ž╚īó┐v║Ė┐pĄ─ę²╗Ī░Õ║═Ž©╗Ī░ÕŪąĖŅĄ¶Ż¼┤“─źų┴╠ūąõ═Ļš¹ĀŅæBĪŻ║Ė┐pā╔é╚25 mm┤“─ź│÷Įī┘╣ŌØ╔ĪŻļŖ╝ė¤ßĪóĖąæ¬╝ė¤ß╗“╗čµ╝ė¤ßĘĮ╩ĮŠ∙┐╔Ż¼ŅA¤ßīÆČ╚×ķĮŪ║Ė┐pā╔é╚┤¾ė┌75 mmŻ¼▓óį┌ŠÓ║Ė┐p25 mm╠ÄŠ∙ä“£y┴┐łAų▄╔Ž4³cĄ─£žČ╚ĪŻŅA¤ß£žČ╚Ī▌30ĪµŻ¼Ą└ķg£žČ╚30ĪµĪ½50ĪµĪŻ║ĖĮėļŖ┴„Īó╚█Ą╬▀^Č╔ą╬╩Į═¼┐v║Ė┐p║ĖĮėĪŻ╚½ūįäėŁhą╬▄ēĄ└┼cBą═╠ū═▓ŲĮąąŪęŠÓļxę╗ų┬Ż¼ö[äėĘĮ╩Į×ķĮŪö[ĪŻ░┤šš║ĖĮė╣ż╦ćę¬Ū¾Ż¼£╩éõ║Ė▓─ĪŻ
Ż©3Ż®ē|īė╝░╗ž╗║ĖĄ└ĪŻ░┤łDłD 3Ż©bŻ®ś╦ūó1ų┴4║ĖĄ└║ĖĮėē|īėŻ¼3Ą└║═4Ą└ų«ķg║ĖĮė╗ž╗║ĖĄ└Ż¼╚ńłD 3Ż©bŻ®╦∙╩ŠĄ┌5║ĖĄ└ĪŻ
Ż©4Ż®ĘŌĖ∙║ĖĄ└ĪŻē|īė╝░╗ž╗║ĖĄ└║Ė═Ļ║¾▀MąąĘŌĖ∙║ĖŻ¼╚ńłD 3Ż©bŻ®╦∙╩ŠĄ┌6║ĖĄ└ĪŻĘŌĖ∙║Ėę¬▒ŻūC╠ūąõé╚└ŌĮŪ═Ļ╚½╚┌║ŽĪŻ
Ż©5Ż®╗ž╗║ĖĄ└ĪŻį┌╔w├µ║ĖĢrŻ¼į┌ūŅ║¾ę╗Ą└║Ė┐p╠Ä▓╔ė├╗ž╗║ĖĄ└╣ż╦ćŻ¼║Ė║¾┤“─źŠÓ─Ė▓─1 mm║±Ż¼ŪęŲĮš¹Ż¼╚ńłD 3Ż©bŻ®╦∙╩ŠĄ┌20║ĖĄ└ĪŻ
Ż©6Ż®║ĖĮėįć“×ĪŻį┌╣▄ÅĮ1016 mmĪóX70╣▄Ą└▀MąąBą═╠ū═▓ŁhĮŪ║Ė┐p║ĖĮėįć“ׯ©łD 4Ż®Ż¼║ĖĮėģóöĄ╚ń▒Ē 2╦∙╩ŠĪŻ


łD 4 ŁhĮŪ║Ė┐p║ĖĮėįć“×¼Fł÷łD
1.3 ║Ė║¾▒Ż£žŠÅ└õ
┐v║Ė┐pĪóŁhĮŪ║Ė┐p║ĖĮė═Ļ│╔║¾Ż¼╩╣ė├╩»├▐▒╗ī”║Ė┐p▒Ż£žŠÅ└õŻ©łD 5Ż®ĪŻ

łD 5 ║Ė║¾▓╔ė├╩»├▐▒╗▒Ż£žŠÅ└õ
1.4 ║ĖĮė┘|┴┐Öz“×
═Ļ│╔Bą═╠ū═▓║ĖĮėįć“×║¾Ż¼ī”║Ė┐p▀Mąą┘|┴┐Öz“×ĪŻ╦∙ėą║Ė┐p═Ōė^Öz▓ķ║ŽĖ±Ż¼48 h║¾▓╔ė├┤┼Ę█╠Įé¹ĪóŽÓ┐žĻć▀Mąą¤oōpÖz£yŻ¼Öz£yĮY╣¹║ŽĖ±ĪŻ
2 ūįäė║ĖĮėūóęŌ╩┬ĒŚ
Ż©1Ż®░▓čb┐v║Ė┐p║ĖĮė▄ēĄ└ĢrŻ¼Öz▓ķ┤┼ąį▄ēĄ└╬³┴”╩Ūʱš²│ŻŻ¼ėą¤oŽ¹┤┼ŪķørŻ¼▄ēĄ└ŠÓļxŲ┬┐┌▀ģŠē│▀┤ńę╗ų┬ĪŻŁhĮŪ║Ė┐p▄ēĄ└░▓čbŠÓļxę¬▒ŻūCÅ─ē|īėĄĮ╔w├µę└┤╬║ĖĮė═Ļ│╔ĪŻ
Ż©2Ż®ķ_ÖCŪ░Öz▓ķūįäė║ĖįOéõĖ„éĆĮėŅ^╩Ūʱ░▓čbš²┤_Ūę▀BĮė└╬╣╠Ż¼ķ_ÖC║¾Öz▓ķÖCŅ^Ė„éĆäėū„╩Ūʱš²│ŻŻ¼Öz▓ķÜŌ¾w┴„┴┐╩Ūʱ║Ž▀mĪŻ
Ż©3Ż®║ĖĮėŲ╗ĪŪ░æ¬īó║Ėśīš{š¹ų┴║Ž▀mĄ─╬╗ų├Ż¼║ĖĮėķ_╩╝Š═꬚{š¹║Ėśī┼cö[īÆŻ¼ė^▓ņŲ┬┐┌ā╔é╚Ą─╚█║ŽŪķørĪŻ┐v║Ė┐p║ĖĮėĢrūóęŌė^▓ņ╔ŽŲ┬┐┌╠Ņ│õ┴┐╝░╚█║ŽŪķørŻ¼ŁhĮŪ║Ė┐pį┌┤“ē|īė║ĖĮėĢr┐žųŲ║├ąąū▀╦┘Č╚Ż¼į┌▒ŻūC╚█║Žš²│ŻĄ─ŪķørŽ┬▒M┐╔─▄ąąū▀┐ņę╗³cĪŻ├┐ę╗īė║ĖĮė═Ļ│╔║¾äš▒žŪÕ└Ēī¦ļŖūņŻ¼▓óš{╣Ø▒ŻūoÜŌšųų┴║Ž▀m╬╗ų├ĪŻ
Ż©4Ż®║ĖĮė╣żū„ĮY╩°║¾æ¬īó║ĖĮėąĪ▄ćÅ─▄ēĄ└š¬Ž┬Ż¼Ę┼ų├ąĪ▄ćŪ░æ¬▒M┴┐īó║Ėśī╦═Įz╣▄▐█ĒśŻ¼▓╗ę╦┤“ÅØĘ┼ų├Ż¼Ę±ätęū╩╣║Ėśī╦═Įz╣▄ūāą╬Ż¼ī¦ų┬╦═Įz▓╗Ģ│ĪŻ
Ż©5Ż®├┐ę╗īė║ĖĮė═Ļ│╔║¾Ż¼╝░ĢrŪÕ└Ēīėķg’w×RŻ¼╚█║Ž▓╗║├Ą─ĄžĘĮ╝░Ģrė├╔░▌åÖC▀Mąą┤“─źų┴╣Ō╗¼▀^Č╔ĪŻį┌ŁhĮŪ║Ė┐p10³cńŖų┴2³cńŖ╬╗ų├╠žäeūóęŌīėķg╝░’w×RŪÕ└ĒĪŻ
3 ║ĖĮė╚▒Ž▌Ą─«a╔·╝░╠Ä└ĒĘĮĘ©
Ė∙ō■¤oōpÖz£yĮY╣¹ĮyėŗŻ¼║ĖĮė«a╔·Ą─╚▒Ž▌ų„ę¬ėąā╔ĘNŻ║łAą╬╚▒Ž▌ ĪóŚlą╬╚▒Ž▌Ż©║¼ų▒ŠĆ╬┤╚█╝░ķgöÓ╬┤╚█Ż®ĪŻ
Ż©1Ż®łAą╬╚▒Ž▌ĪŻą╬│╔įŁę“Ż║ ║Ė┐┌╝ė¤ß£žČ╚▓╗ē“Ż¼īėķg£žČ╚▓╗ūŃŻ╗║ĖĮėĢrĘ└’L┤ļ╩®▓╗ĄĮ╬╗Ż╗║Ėśī▒ŻūoćŖūņŪÕ└Ē▓╗╝░ĢrŻ¼▒ŻūoÜŌ┴„┴┐┤¾╗“ąĪČ╝ėą┐╔─▄Ģ■│÷¼F├▄╝»ÜŌ┐ūŻ╗īėķg’w×RŪÕ└Ē▓╗╝░ĢrĪŻĮŌøQĘĮĘ©Ż║ŪÕ└Ē║├├┐īė║Ė┐pā╚Ą─ļs┘|Ż¼▒M┐╔─▄╩╣ė├╔░▌åÖC┤“─źŻ¼ŪÕ└ĒĢrūóęŌ▓╗ę¬░č║ĖĄ└ų«ķgĄ─┤ŅĮė╠Ä┤“─ź│╔ŖA£ŽŻ╗╝ėÅŖĘ└’L┤ļ╩®Ż╗īó║ĖĮėļŖē║┬į╝ė┤¾ę╗ą®Ż¼Å─Č°£pąĪ’w×R│╠Č╚Ż¼į÷ÅŖļŖ╗ĪĄ─ĘĆČ©ąįŻ╗╝ė┐ņ║ĖĮėąĪ▄ćąąū▀╦┘Č╚Ż¼ĮŪŽ“ö[äėš{╣Ø║Ž▀mĪŻ
Ż©2Ż®Ślą╬╚▒Ž▌ĪŻįŁę“Ż║║ĖśīĄ─ĮŪČ╚▓╗║Ž▀mŻ¼īėķg│÷¼FŖA£ŽĢr╬┤╝░Ģr┤“─źŲĮš¹Ż¼║ĖĮėļŖ┴„▀^ąĪĪŻĮŌøQ▐kĘ©Ż║║ĖĮė├┐ę╗Ą└ĢrŻ¼š{š¹║├║ĖśīĮŪČ╚Ż¼╚█īÆ┤ŅĮė╔Žę╗Ą└║Ė┐pĄ─1/2ū¾ėęŻ¼į┌║ĖĮėŁhĮŪ║Ė┐p10³cų┴2³cńŖ╬╗ų├ĢrŻ¼╚▌ęū│÷¼F▌^╔ŅĄ─ŖA£ŽŻ¼æ¬▀m«öš{╣ØąĪ▄ćąąū▀╦┘Č╚Ż¼£pąĪö[īÆŻ¼▀m«öį÷╝ė║ĖĮėļŖ┴„ĪŻ
4 ą¦╣¹ī”▒╚
Å─╦∙ąĶ╣żĢrĪó║─▓─ā╔Ą╚ĘĮ├µī”▒╚ūįäė║ĖĮė┼c╚╦╣ż║ĖĮėĄ─▓Ņ«ÉŻ¼ĮY╣¹╚ń▒Ē 3╦∙╩ŠĪŻ
▒Ē 3 ūįäė║ĖĮė┼c╚╦╣ż║ĖĮė╦∙ąĶ╣żĢr┼c║─▓─ī”▒╚ĮY╣¹
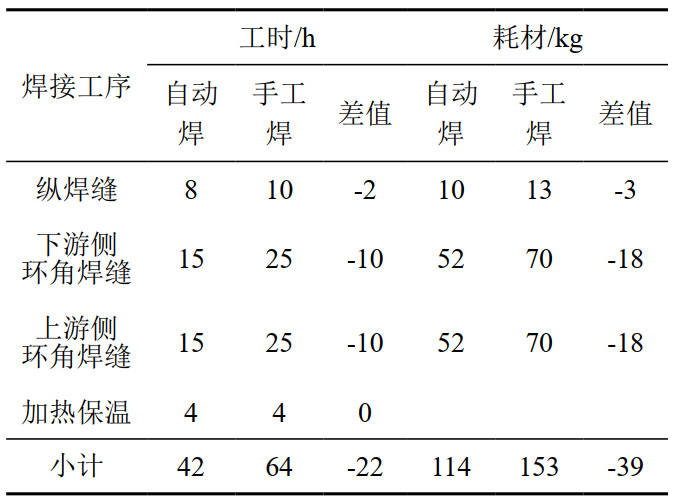
Å─▒Ē 3┐╔ęį┐┤│÷Ż¼▓╗┐╝æ]▄ēĄ└░▓čbĪóąĪ▄ćš{š¹Īó╣▄┐┌ĮMī”Ą╚ė├Ģr╝░▓Ņ«ÉŻ¼┼c╚╦╣ż║ĖĮėŽÓ▒╚Ż¼ūįäė║Ė╝ā║ĖĮėė├Ģr┐sČ╠34%Ż╗▓╔ė├╦ÄąŠ║ĖĮzŻ¼▒╚╚╦╣ż╩╣ė├║ĖŚl╣Ø╩Ī║─▓─25%ĪŻ║Ė╣ż┐╔ė╔4╚╦£pų┴2╚╦Ż¼Ųõā×įĮąį═╗│÷ĪŻ
5 ĮYšZ
▀xō±å╬║ĖŠµ╚½╬╗ų├ūįäė║ĖĮėŽĄĮyŻ¼▓╔ė├ūįäė║ĖĮė╣ż╦ćį┌X70┤¾┐┌ÅĮ╣▄Ą└▀Mąą┴╦Bą═╠ū═▓║ĖĮėįć“ׯ¼║ĖĮė┘|┴┐║ŽĖ±ĪŻ┼c╚╦╣ż║ĖĮėŽÓ▒╚Ż¼ė├ĢrČ╠Ż¼║─▓─╔┘Ż¼╣Ø╩Ī╚╦┴”┘Yį┤│╔▒ŠŻ¼ĮøØ·ą¦ęµ├„’@ĪŻ═¼ĢrŻ¼ūįäė║ĖĮė╣ż╦ćĮĄĄ═┴╦ī”╚╦åT╝╝ąg╦«ŲĮĄ─ę└┘ćĪŻ─┐Ū░įć“×ĮY╣¹āHį┌▄ćķg▀Mąą┴╦║ĖĮėįć“ׯ¼“×ūC┴╦▓╔ė├ūįäė║ĖĮė╣ż╦ć║ĖĮė┤¾┐┌ÅĮ╣▄Ą└Bą═╠ū═▓Ą─┐╔ąąąįŻ¼ø]ėą─ŻöMį┌ę█╣▄Ą└╣żør▀Mąąįć“ׯ¼╚ĪĄ├Ą─įć“×öĄō■▀Ćėąę╗Č©Ą─ŠųŽ▐ąįĪŻŽ┬ę╗▓ĮīóĮY║Žį┌ę█╣▄Ą└ĘŌČ┬ōQ╣▄ū„śIŻ¼į┌▀\ąą╣▄Ą└ėąę╗Č©ē║┴”║═Įķ┘|┴„äėĀŅørŽ┬Ż¼ķ_š╣į┌ę█╣▄Ą└Ą─ūįäė║ĖĮė╣ż╦ć蹊┐Ż¼├■╦„│÷ę╗╠ū▀mė├ė┌╔·«aīŹļHĄ─ūįäė║ĖĮė╣ż╦ćĪŻ

ū„š▀║åĮķŻ║║·ČÓČÓŻ¼1992─Ļ╔·Ż¼┤T╩┐蹊┐╔·Ż¼╣ż│╠ĤŻ¼«ģśIė┌ķLĮŁ┤¾īWė═ÜŌā”▀\īŻśIŻ¼¼Fų„ę¬Å─╩┬ė═ÜŌ╣▄Ą└ŠSōīą▐╝╝ąg蹊┐╣żū„ĪŻ┬ōŽĄĘĮ╩ĮŻ║18552923260Ż¼hudd@pipechina.com.cnĪŻ
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW░▓éõ 62010202003034╠¢
Ė╩╣½ŠW░▓éõ 62010202003034╠¢ 
