



▌öė═╣▄Ą└ā╚Öz£y╚▒Ž▌š¹ų╬┤ļ╩®
üĒį┤Ż║ĪČ╣▄Ą└▒ŻūoĪĘ2023─ĻĄ┌4Ų┌ ū„š▀Ż║ųņć°æc ĢrķgŻ║2023-8-8 ķåūxŻ║
ųņć°æc
ć°╝ę╣▄ŠW╝»łF¢|▓┐ā”▀\ą┬Ól▌öė═╠Ä
š¬ę¬Ż║ī”ā╚Öz£y░l¼FĄ─╚▒Ž▌īŹ╩®š¹ų╬Ż¼╩Ū▒ŻšŽ▌öė═╣▄Ą└░▓╚½▀\ąąĄ─ĻPµI┤ļ╩®ĪŻĮķĮB┴╦ā╔Č╬▌öė═╣▄ŠĆīŹ╩®ā╚Öz£y╚▒Ž▌š¹ų╬Ą─ÄūĘNą▐Å═ĘĮ╩ĮŻ¼Ęų╬÷┴╦╝╝ągę¬Ū¾ĪŻĮY╣¹▒Ē├„Ż¼īŹ╩®š¹ų╬┤ļ╩®║¾▒▄├Ō┴╦╣▄Ą└ą╣┬®╬█╚Š╝░Ųõ╦¹┤╬╔·╬Ż║”’LļUŻ¼▒ŻūC▌öė═╣▄Ą└░▓╚½ŲĮĘĆ▀\ąąŻ¼┐╔×ķŽÓĻPū„śI╠ß╣®ĮĶĶbĪŻ
ĻPµIį~Ż║▌öė═╣▄Ą└Ż╗ā╚Öz£yŻ╗╚▒Ž▌ą▐Å═Ż╗Bą═╠ū═▓Ż╗┬▌╦©Šo╣╠ŖAŠ▀
ųą┬ÕŠĆ╣▄Ą└ķLČ╚286 kmŻ¼╣▄ÅĮ426 mm Ż¼▒┌║±7 mmĪŻ┼RÕ¦ŠĆŻ©║ė─ŽČ╬Ż®╣▄Ą└ķLČ╚13.2 kmŻ¼╣▄ÅĮ377 mmŻ¼▒┌║±7 mmĪŻā╔Śl╣▄Ą└▀\ąąĢrķgŠ∙│¼▀^30─ĻŻ¼┤µį┌▌^ČÓĄ─╚▒Ž▌║═ļ[╗╝Ż¼ū÷║├╣▄Ą└▒Š¾wŠSą▐ŠSūoŻ¼╝░ĢrŽ¹£p░▓╚½’LļUŻ¼ī”▒ŻšŽ╣▄Ą└Ę■ę█║¾Ų┌░▓╚½▀\ąąśO×ķĻPµIĪŻ
1 ╚▒Ž▌ą╬╩Į
Įøķ_═┌░l¼Fā╔Śl╣▄ŠĆ╚▒Ž▌╠ÄįŁ×rŪÓĘ└Ė»īė└Ž╗»├ō┬õĪóŲŲōpĄ╚Ż¼įņ│╔╣▄¾w╔Ž┤µį┌ĖĪõPĪó³cĀŅ╬g┐ėĪóŲ¼ĀŅ╬g┐ėĪŻ╚▒Ž▌ŅÉą═░³└©Įī┘ōp╩¦Ż©Ė»╬gŻ®Īó┬▌ą²║Ė┐p«É│ŻĪóŁh║Ė┐p«É│ŻĄ╚Ż¼ŲõųąĮī┘ōp╩¦Ż©Ė»╬gŻ®š╝▒╚ūŅĖ▀Ż¼ūŅ┤¾╚▒Ž▌╔ŅČ╚▀_60%ĪŻ
2 ╚▒Ž▌ą▐Å═ĘĮ╩Į
2.1 ča░Õą▐Å═
2016─ĻĪó2017─ĻŻ¼ßśī”ųą┬ÕŠĆ╣▄Ą└╔Žå╬³cĀŅąĪ├µĘeĖ»╬gŻ¼▓╔ė├ča░ÕĪóča║Ėą╬╩Į▀Mąąą▐Å═ĪŻ║ĖĮėŪ░Ž╚╩╣ė├│¼┬Ģ▓©╠Į£yāx£y┴┐ąĶę¬║ĖĮė▓┐╬╗╠Ä╣▄▓─▒┌║±Ż¼▀_ĄĮįŁ▒┌║±Ą─70%ęį╔ŽĘĮ┐╔į╩įS╩®║ĖĪŻ▓╔ė├┼c╣▄Ą└▓─┘|ŽÓ═¼Ą─ča░Õ▀Mąą║ĖĮėĪŻ║ĖĮė═Ļ│╔║¾ī”Ųõ▌SŽ“ų▒║Ė┐p┼cŁhŽ“║Ė┐p▀MąąĄ┌╚²ĘĮÖz“×Öz£yŻ¼│÷Š▀Öz“׳¾Ėµ╝░Öz£yĮYšōŻ¼“×ūC║Ė┐p┘|┴┐Öz“×║ŽĖ±ĪŻį┘ė├Š█ęꎮ─zĦĘ└Ė»Ż¼ļŖ╗╗©Öz£yāxÖz£yĘ└Ė»īė┘|┴┐║ŽĖ±Ż¼╗ž╠Ņ╣▄Ą└Ė▓═┴ĪŻ
2.2 Bą═╠ū═▓ą▐Å═
2018─Ļķ_╩╝Ż¼ā╔Śl╣▄Č╬ā╚Öz£y╚▒Ž▌▓╔ė├Bą═╠ū═▓ą▐Å═ĘĮ╩ĮĪŻ
Ż©1Ż®╣▄Ą└▒Ē├µ╠Ä└ĒĪŻī”┤²ą▐Å═▓┐╬╗õō╣▄Įī┘▒Ē├µ▀MąąćŖ╔░╠Ä└ĒŻ¼ę¬Ū¾▀_ĄĮSa 2.5╝ēŻ¼Õ^╝y╔ŅČ╚50 ”╠mĪ½90 ”╠mĪŻ
Ż©2Ż®Bą═╠ū═▓░▓čbĪŻīó╔Žūo░Õė├ŲųžįOéõĄ§ŲĘ┼ĄĮ┤²ą▐Å═╣▄Ą└╔ŽŻ¼į┘īóŠo╣╠µ£ŚlĮM║Žčbų├Ę┼į┌╣▄Ą└╔Ž▓ó▒Ż│ų╦╔│┌ĀŅæBŻ¼īŻ╚╦žōž¤Ę÷ĘĆĘ└ų╣╗¼┬õĪŻ
īóŽ┬ūo░Õå╬é╚ā╔▀ģĄ§Łhė├ąČ┐█║═Ą§Ä¦▀BĮėŻ¼ė├ŲųžįOéõĄ§ŲĘ┼ĄĮ┤²ą▐Å═╣▄Ą└Ž┬├µę╗é╚Ż¼▀BĮė┴Ēę╗é╚Ą§ŁhĪóąČ┐█ĪóĄ§Ä¦īóŽ┬ūo░ÕĄ§Ų┼c╔Žūo░Õī”Įėšęš²ĪŻ
īóŠo╣╠µ£ŚlĮM║ŽĘ┼ų├į┌╔Žūo░Õā╔Č╦Ż¼▓óė├µ£ŚlČĄŲŽ┬ūo░ÕŻ¼ą²▐DŠo╣╠ĮzĖ▄╩╣Ž┬ūo░ÕŠÅ┬²╠ß╔²ų┴╔ŽĪóŽ┬ūo░Õ┐vŽ“║Ė┐pķgŽČų┴3 mmĪ½6 mmĪŻīóē|Ų¼╚¹╚ļ┐vŽ“║Ė┐pē|Ų¼▓█ā╚▓ó┼cūo░Õ³c║Ė╣╠Č©Ż©łD 1Ż®ĪŻ
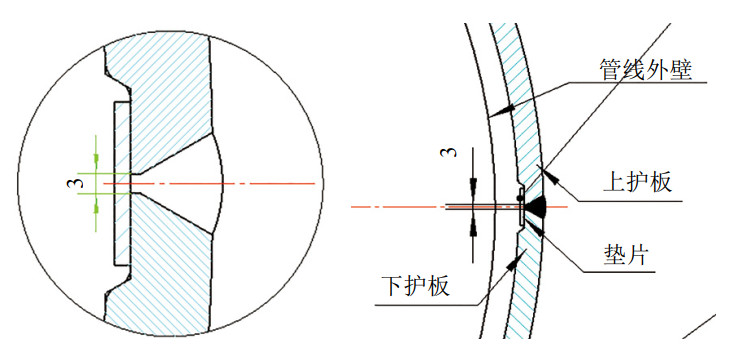
łD 1 ē|Ų¼░▓čb╩ŠęŌłD
Ż©3Ż® Bą═╠ū═▓║ĖĮėĪŻŽ╚═¼Ģr║ĖĮė╠ū═▓┐vŽ“║Ė┐pį┘║ĖĮėŁhŽ“║Ė┐pĪŻ╩®║ĖŪ░Ż¼ÅžĄūŪÕ└ĒĖ╔ā¶║Ė┐pģ^Ż¼│╩¼FŠ∙ä“Įī┘╣ŌØ╔Ż¼Öz“×Ų┬┐┌ĮMī”┘|┴┐ĪŻ╩®║Ė▀^│╠├▄ŪąĻPūóļŖ╗Ī╚╝¤²ĀŅør╝░─Ė▓─┼c¤²Ę¾Įī┘Ą─╚╝¤²ŪķørŻ¼░l¼F«É│Ż╝░Ģrš{š¹╗“═Żų╣║ĖĮėĪŻČÓīė║ĖĢr├┐īėķgÅžĄūŪÕį³Ż¼▒Ż│ųīėķg£žČ╚ØMūŃ║ĖĮėę¬Ū¾ĪŻ═Ļ│╔Ą─║Ė┐p▒Ē├µ▓╗į╩įS┤µį┌║ĖĮė╚▒Ž▌Ż¼░l¼F╚▒Ž▌╝░Ģrą▐čaą▐─ź▓ó┼cįŁ║Ė┐pą╬ĀŅ╗∙▒Šę╗ų┬ĪŻ║ĖĮė═Ļ│╔▓╔ė├ÜŌĖŅīó╔ŽŽ┬ūo░Õ╔ŽĄ─Ą§Łh│²Ą¶▓ó┤“─źŲĮš¹Ż¼▒Ńė┌║¾Ų┌Ę└Ė»╠Ä└ĒĪŻBą═╠ū═▓ą▐Å═¼Fł÷╚ńłD 2╦∙╩ŠĪŻ

łD 2 Bą═╠ū═▓║ĖĮėą▐Å═¼Fł÷
2.3 ┬▌╦©Šo╣╠ŖAŠ▀ą▐Å═
2018─ĻŲŻ¼ā╔Śl╣▄Č╬▓┐Ęų╚▒Ž▌▓╔ė├┬▌╦©Šo╣╠ŖAŠ▀ą▐Å═ĘĮ╩ĮĪŻ
Ż©1Ż®╣▄Ą└▒Ē├µ╠Ä└ĒĪŻī”┤²ą▐Å═õō╣▄▓┐╬╗Įī┘▒Ē├µ▀MąąćŖ╔░╠Ä└ĒŻ¼▀_ĄĮSa2.5╝ēŻ¼Õ^╝y╔ŅČ╚50”╠mĪ½90”╠mĪŻ
Ż©2Ż®ŖAŠ▀░▓čbĪŻė├╚▒Ž▌ą▐ča╠ŅŲĮ─zīóĖ»╬g³cšęŲĮŻ¼▀_ĄĮ▒ĒĖ╔ĀŅæBĢrķ_╩╝░▓čb╣▄Ą└ŖAŠ▀Ż¼ĘŪ║ĖĮėŖAŠ▀╔ŽŽ┬Ė„ę╗░ļŻ¼▓┘ū„ĢrūóęŌīó╦∙ėą╚▒Ž▌³c╚½▓┐░³╚▌į┌ŖAŠ▀┐šķgā╚ĪŻė├š{š¹┬▌╦©š{š¹ŖAŠ▀Łhą═┐pŽČ▓╗┤¾ė┌3.0 mmĪŻė├ē║┐s┐šÜŌīóŖAŠ▀Łhą═┐pŽČā╚Ą─ļs╬’┤ĄÆ▀Ė╔ā¶ĪŻ
Ż©3Ż®ŖAŠ▀Č╦┐┌├▄ĘŌĪŻ▓╔ė├īŻė├▀M┐┌├▄ĘŌ─z╗“├▄ĘŌĦ├▄ĘŌŖAŠ▀Č╦┐┌ĪŻ
Ż©4Ż®Łh觜õų¼ūó╚ļĪŻīóę║ē║Ą═ē║ūó╚ļ▒├ĪóŖAŠ▀ūó╚ļ┐┌┼cĖ▀ē║ūó╚ļ─z╣▄▀BĮėŻ¼┤“ķ_ūó╚ļķyķTŻ¼īóŁh觜õų¼▀B└mūó╚ļŖAŠ▀ā╚ĪŻ╚ńłD 3╦∙╩ŠĪŻ

łD 3 ┬▌╦©Šo╣╠ŖAŠ▀ą▐Å═¼Fł÷
3 ╣▄Ą└Ę└Ė»
Ż©1Ż®▓╔ė├żÅŚ¾wĦŻ©żÅŚ¾wĖÓŻ®+╣Ō╣╠╗»╠ūŻ©ĖÓŻ®ĘĮ╩ĮĪŻ└p└@═Ļ«ģĄ─żÅŚ¾wĘ└Ė»─zĦ║±Č╚▓╗ąĪė┌1.7 mmĪŻ┼cŖAŠ▀ų«ķgĄ─┐šŽČė├š│ÅŚ¾wĖÓ╠Ņ│õ├▄īŹĪŻū„śI¼Fł÷╚ńłD 4╦∙╩ŠĪŻ

łD 4 żÅŚ¾wĘ└Ė»─zĦū„śI¼Fł÷
Ż©2Ż®▓╔ė├ļŖ╗╗©Öz┬®āxī”żÅŚ¾wĘ└Ė»─zĦ▀Mąą┬®³cÖz▓ķŻ¼Öz┬®ļŖē║14 kVŻ¼Öz“×║ŽĖ±¤o┬®³cĪŻ
Ż©3Ż®▓╔ė├Łhč§▓Ż┴¦õō╣Ō╣╠╗»╠ūŻ©ĖÓŻ®▒ŻūoŻ¼Ųõ║±Č╚Ī▌2.5 mmĪó┐╣ø_ō¶┴”Ī▌24 JĪó╣╠╗»ĢrķgĪ▄15 min/2.5 mm ĪŻ
4 ĮYšZ
═©▀^ī”ųą┬ÕŠĆĄ╚ā╔Śl╣▄Č╬┤µį┌ļ[╗╝īŹ╩®▓╗═¼ą▐Å═ĘĮ╩ĮŻ¼ų▒ų┴2022─Ļ═Ż▀\ĘŌČ┬Ż¼ą▐Å═╠Ä╬┤░l╔·ą╣┬®¼FŽ¾ĪŻ¤ošō▓╔╚Ī──ĘNĘĮ╩Įą▐Å═╚▒Ž▌Ż¼ī”║Ė╣ż║ĖĮė╝╝ąg╦«ŲĮĪóą▐Å═▓─┴Ž┘|┴┐Īó¼Fł÷Ė„Łh╣Ø┘|┴┐Öz▓ķę¬Ū¾Č╝▌^Ė▀ĪŻæ¬ć└Ė±░┤ššęÄĘČę¬Ū¾ł╠ąą║═Öz“ץĮ╬╗Ż¼╝ėÅŖ║ĖĮėū„śI╚╦åTĪó┘|┴┐Öz▓ķ╚╦åTĄ─╝╝ąg─▄┴”┼Óė¢║═┐╝║╦Ż¼ŪąīŹ▒ŻūC║ĖĮėą▐Å═┘|┴┐ĪŻ

ū„š▀║åĮķŻ║ųņć°æcŻ¼1972─Ļ╔·Ż¼▒Š┐ŲŻ¼╣ż│╠ĤŻ¼2009─Ļ«ģśIė┌ķLĮŁ┤¾īWŻ¼¼FÅ─╩┬╣▄Ą└╣▄└Ē╣żū„ĪŻ┬ōŽĄĘĮ╩ĮŻ║15537352958Ż¼zhuguoqing8992@dingtalk.comĪŻ
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW░▓éõ 62010202003034╠¢
Ė╩╣½ŠW░▓éõ 62010202003034╠¢ 
