



ča░Õą▐Å═║ĖĮė╝╝ągæ¬ė├╠Įėæ
üĒį┤Ż║ĪČ╣▄Ą└▒ŻūoĪĘ2023─ĻĄ┌4Ų┌ ū„š▀Ż║ĻÉīW╬õ ÜWęŃ ųņ╬─īW ĢrķgŻ║2023-8-8 ķåūxŻ║
ĻÉīW╬õ ÜWęŃ ųņ╬─īW
ć°╝ę╣▄ŠW╝»╬„▓┐╣▄Ą└ą┬Į«▌öė═ÜŌĘų╣½╦Š
š¬ę¬Ż║ča░Õą▐Å═╩Ūė═ÜŌ╣▄Ą└╣▄¾wčaÅŖą▐Å═ĪóŠų▓┐Ė»╬g╗“ą╣┬®╩┬╣╩║¾æ¬╝▒ōīą▐Ģr│Żė├Ą─║ĖĮėĘĮ╩ĮĪŻ▒Š╬─įö╝ÜĮķĮB┴╦ča░Õą▐Å═Ą─▀mė├ĘČć·Īó║Ė▓─▀xō±Īó║ĖĮėŪ░Ą─£╩éõĪó║ĖĮėĘĮĘ©Ż¼▓óßśī”č÷╬╗║ĖĮėĶF╦«Ž┬ēŗĄ╚ča░Õ║ĖĮėĢr│Żė÷å¢Ņ}Ż¼ĮY║ŽīŹ█`Įø“ׯ¼╠ß│÷ĮŌøQų«▓▀Ż¼┐╔╣®ģó┐╝ĮĶĶbĪŻ
ĻPµIį~Ż║ča░Õą▐Å═Ż╗č÷╬╗║ĖĮėŻ╗ø_ō¶ĒgąįŻ╗║ĖĄ└Ż╗ęÄ│╠
▌öė═╣▄Ą└Ė∙ō■▓╗═¼ę¬Ū¾║═Ąž┘|Śl╝■Ż¼ę╗░Ń┬±įOį┌1.2 mĪ½2.5 mĄžŽ┬ĪŻķLŲ┌╠Äė┌│▒رĄ─ŁhŠ│ųąŻ¼į┘╝ė╔ŽĻÄśO▒Żūo▓╗ūŃĪóĘ└Ė»īė├ō┬õĪó═Ō┴”ŲŲē─Ą╚įŁę“Ż¼Ģ■ī¦ų┬╣▄Ą└▒Ē├µŠų▓┐Ė»╬g║═┤®┐ūĄ╚╩¦ą¦╩┬╣╩ĪŻį┌▀@ĘNŪķørŽ┬Ż¼ča░Õą▐Å═Š═╩Ūę╗ĘN▒╚▌^║Ž▀mĄ─┐ņ╦┘æ¬╝▒ōīą▐ĘĮĘ©ĪŻ
1 ča░Õą▐Å═▀mė├ĘČć·
ča░Õą▐Å═ų„ę¬▀mė├ė┌įOėŗē║┴”▓╗Ė▀ė┌6.4 MPa╗“╣▄▓─õō╝ēĄ═ė┌X60Ą─╣▄Ą└─Ė▓─Šų▓┐ą▐Å═Ż¼ų„ę¬ßśī”ę“č§╗»Ė»╬gī¦ų┬Ą─╣▄Ą└─Ė▓─Šų▓┐Ė»╬g║¾Ą─║ĖĮėą▐Å═Īóų▒ÅĮąĪė┌8 mmĄ─Ė»╬g┐ūĪóķLČ╚ąĪė┌╣▄Ą└ų▄ķL1/6Ą─┴č╝yĪóŲõ╦¹▓╗─▄▀MąąōQ╣▄Ą─╣▄¾w╚▒Ž▌║═┤“┐ū▒Iė═Ą╚æ¬╝▒ŪķørŽ┬Ą─ą▐Å═ĪŻĖ∙ō■Ė»╬g├µĘeĄ─┤¾ąĪŻ¼ča░Õæ¬ŅAųŲ│╔łAą╬Ż¼▓─┴ŽĄ╚╝ē┼c▒╗ą▐Å═╣▄Ą└Ą─▓─┴ŽĄ╚╝ēŽÓŲź┼õĪŻča░Õą▐Å═╣▄Ą└╚▒Ž▌┤µį┌Üõ┤ÓĪó╣▄Ą└┴č╝yĪó╣▄▒┌¤²┤®╗“▒¼┴čĄ╚║ĖĮė’LļUŻ¼╣╩▀Mąąča░Õą▐Å═Ģrę¬ć└Ė±ł╠ąąŽÓĻP╣ż╦ćęÄ│╠Ż¼į┌▒ŻūC░▓╚½┐╔┐┐Ą─Śl╝■Ž┬▀Mąą║ĖĮė▓┘ū„ĪŻ║Ė┐pģ^ė“╚▒Ž▌▓╗æ¬╩╣ė├ča░Õ║ĖĮėą▐Å═Ż¼ć└Į¹į┌▀`Ę┤║ĖĮė╣ż╦ćęÄ│╠Īó▀`Ę┤░▓╚½▓┘ū„ęÄ│╠Ą─ŪķørŽ┬▀Mąąča░Õą▐Å═ĪŻ
2 ča░Õą▐Å═║Ė▓─▀xō±
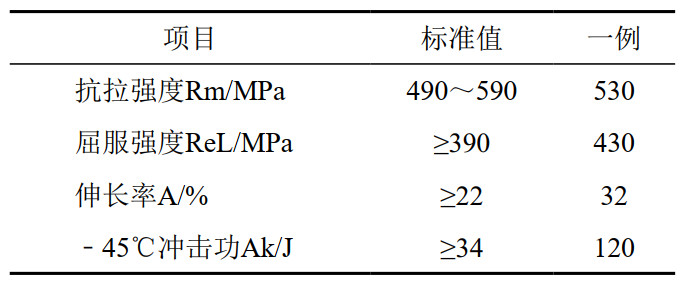
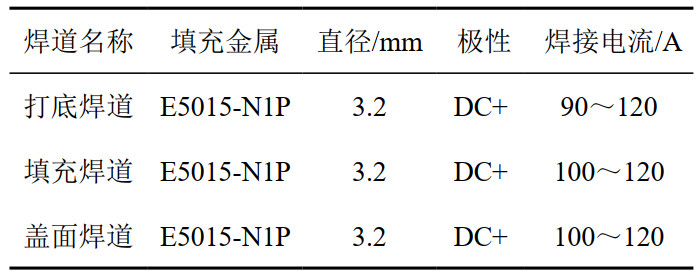
CHE507RHŻ©E5015-N1PŻ®╩ŪĖ▀Ēgąį│¼Ą═ÜõŌcą═Ą─Ą═║ŽĮõō║ĖŚlŻ¼Š▀ėąā×┴╝Ą─╦▄ąįĪóĄ═£žĒgąį║═┐╣┴čąį─▄Ż¼╣ż╦ćąį─▄▌^║├Ż¼┐╔ė├ė┌ø_ō¶ĒgąįėąĖ³Ė▀ę¬Ū¾Ą─ē║┴”╚▌Ų„ÅŖČ╚ą═Ą═║ŽĮõō┼c─═¤ßą═ĪóĄ═£žą═Ą═║ŽĮõōų«ķgĄ─║ĖĮėŻ¼┴”īWąį─▄ęŖ▒Ē 1ĪŻ▓╔ė├ų▒┴„Ę┤ĮėŻ¼┐╔▀Mąą╚½╬╗ų├║ĖĮėŻ¼║ĖĮė╣ż╦ćģóöĄęŖ▒Ē 2ĪŻ
▒Ē 1 ╚█Ę¾Įī┘┴”īWąį─▄Ż© 620ĪµĪ┴ 1 h╗ž╗Ż®
▒Ē 2 ║ĖĮė╣ż╦ćģóöĄ
3 ča░Õą▐Å═║ĖĮėŪ░£╩éõ
ę¬╚½├µ┴╦ĮŌ┬®³cōīą▐ū„śIĄž³c╣żørŻ¼ī”┬®³c┤¾ąĪĪó╬╗ų├Īóą╬ĀŅĪó┬®³c╝░┬®³cĖĮĮ³╣▄▒┌║±Č╚▀Mąą£╩┤_Ą─£y┴┐ĪŻī”ą▐Å═³cĖĮĮ³Ą─┐╔─▄┤µį┌Ą─╬Ż║”ę“╦ž▀MąąūRäe║═┼┼│²░▓╚½ļ[╗╝Ż¼ė╚Ųõ╩ŪėąČŠėą║”Īóęū╚╝ęū▒¼ĪóĖ▀┐šēŗ╬’Īó¬MąĪ┐šķg║═ė|ļŖĄ╚╬ŻļUę“╦žŻ¼ę¬ųž³c╣▄┐žĪŻ║ĖĮėŪ░꬚JšµŪÕ└Ēą▐Å═▓┐╬╗╣▄¾w▒Ē├µļs┘|Ż¼▓óė├£y║±āx£y┴┐Ė„éĆ³c╬╗Ą─╣▄Ą└▒┌║±Ż¼▒▄├Ō║ĖĮėĢr¤²┤®Ą╚’LļUĪŻCHE507RH╩ŪēAąį║ĖŚlŻ¼╩╣ė├Ū░║µĖ╔ų┴350ĪµĪ½400ĪµŻ¼▒Ż£ž1Ī½2ąĪĢrŻ¼┤µĘ┼į┌║ĖŚl▒Ż£ž═░ļSė├ļS╚ĪĪŻę¬╠ßŪ░£╩éõ║├║Ž▀mĄ─Č┬┬®▓─┴Ž▀MąąČ┬┬®ū„śIĪŻĖ∙ō■ą╣┬®┐ūĄ─┤¾ąĪ▀xō±║Ž▀mĄ──Šą©ūėŻ¼ė├Ę└▒¼╩ųÕNīó─Šą©ūėßö▀Mą╣┬®┐ūā╚Ż¼ė├õōõÅīó═Ō├µ╩ŻėÓ▓┐ĘųõÅĄ¶Ż¼īó─zŲżė├ĶT╣ż─zš│į┌║ĖĮėča░Õ╔ŽŻ¼║ĖĮėča░Õ┘Nį┌ą╣┬®▓┐╬╗▓óė├╩ų└Ł║∙╠J╣╠Č©Ż¼▒Ńė┌║ĖĮėĪŻ
4 ča░Õ║ĖĮė▓┘ū„ĘĮĘ©
Ż©1Ż®Ė∙▓┐║ĖĄ└
┤“Ąū║ĖĄ└Ż¼ė^▓ņča░ÕA³c╠ÄĪóB³c╠ÄĘųäe┼cų„¾w╣▄Ą└ų«ķg╩Ūʱ┘N║ŽŠo├▄ĪŻ╚ń╣¹A³cķgŽČ▌^┤¾ĪóB³c╠Ä┘N║ŽŠo├▄Ż¼─Ū├┤ę╦Å─A³cŲ╗ĪŻ¼čžča░ÕĮŪ║Ė┐pŽ“ėęé╚ĒśĢrßśĘĮŽ“▀Mąą║ĖĮėŻ©łD 1Ż®Ż╗╚ń╣¹B³cķgŽČ▌^┤¾Ż¼─Ū├┤ę╦Å─B³cķ_╩╝║ĖĮėĪŻ▀@śė─▄ē“£p╔┘║ĖĮė▀^│╠ųąŻ¼ę“A³cŲ╗Ī╠ÄĄ─Ę┤Ž“╩š┐s┴”▌^┤¾Ż¼įņ│╔B³c╠Äča░Õ┬NŲŻ¼ī¦ų┬ķgŽČ▀^┤¾Ż¼Å─Č°ė░Ēæ║ĖĮė┘|┴┐ĪŻ║ĖĮėĢrŻ¼║ĖŚlĮŪČ╚┼cča░ÕĮŪ║Ė┐p│╩45ĪŃŻ¼┼c║ĖĮėĘĮŽ“Ū░āAŖAĮŪ80ĪŃĘĮŽ“Ż¼▓╔ė├ę╗ūų═∙Å═Ą─▀\ŚlĘĮĘ©Č╠╗Ī║ĖĮėĪŻ
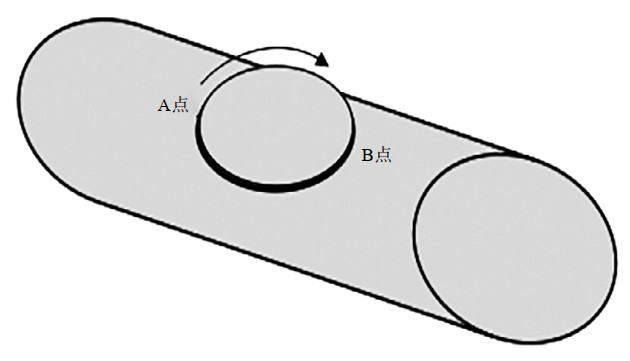
łD 1 ča░Õ╩ŠęŌłD
Ż©2Ż®╠Ņ│õ║ĖĄ└
ė├╔░▌åÖCŪÕ└Ē┤“Ąū║ĖĄ└▒Ē├µĄ─ĮėŅ^▓┐╬╗Ż¼╚ź│²▒Ē├µÜŌ┐ūĪóŖAį³Īó║Ė┴÷Ą╚╚▒Ž▌Ż¼▓╗ę¬ŲŲē─ų„¾w╣▄Ą└▒Ē├µĪŻĖ∙ō■ča░Õ║±Č╚▓╔ė├ČÓīėČÓĄ└┼┼║ĖĪŻĄ┌ę╗Ą└╠Ņ│õ║ĖĄ└Ų╗Ī╬╗ų├ę╦į┌ča░Õ┤“ĄūŲ╗Ī║ĖĮėŻ¼╬╗ų├Õeķ_20 mmĪ½30 mmĪŻę²╚╝ļŖ╗ĪŻ¼┤²╚█│ž£žČ╚╔²Ė▀ĪóļŖ╗ĪĘĆČ©║¾ē║Ą═ļŖ╗ĪŻ¼╚█│žīÆČ╚▀_ĄĮ╠Ņ│õ║Ė┐pīÆČ╚Ą─2/3Ģrķ_╩╝▀\Śl║ĖĮėĪŻą╬│╔Ą─║ĖĮė╚█│ž║±Č╚▓╗ę¬╠½║±Ż¼▒▄├Ō╚█│žĮī┘Ž┬ēŗĪŻĄ┌Č■Ą└╠Ņ│õ║ĖĄ└Ų╗Ī╬╗ų├┼c╔Žę╗īė╝░╔Žę╗Ą└║ĖĄ└Ų╗Ī³cÕeķ_20 mmĪ½30 mmĪŻęį║¾Ą─║ĖĄ└šš┤╦ŅÉ═ŲŻ¼▒▄├ŌĮėŅ^╬╗ų├Ą─║ĖĮėæ¬┴”║═╚▒Ž▌»B╝ėį┌ę╗ŲŻ¼ė░Ēæča░Õą▐Å═Ą─║ĖĮė┘|┴┐ĪŻ
Ż©3Ż®╔w├µ║ĖĮė
╔w├µ║ĖĮė▓╔ė├╦«ŲĮę╗ūųą╬═∙Å═ö[äė▀\ŚlĘĮĘ©ĪŻ║Ė┐pĄ─ųą▓┐║ĖĄ└▓╔ė├Į³╦Ųė┌╦«ŲĮÖMŽ“ą▒└Ł╬ó┴┐ö[äėąĪõŲXą╬▀\ŚlĘĮĘ©ĪŻ▓╔ė├ā╔ĘN▀\ŚlĘĮĘ©▀MąąĮM║Ž║ĖĮėŻ¼─┐Ą─╩Ū└¹ė├Ė„ūį▀\ŚlĘĮĘ©Ą─║ĖĮėā׳cŻ¼╩╣║Ė┐pā╔é╚║ĖĄ└▒ĪŻ¼ųą▓┐║ĖĄ└║±Ż¼Å─Č°╩╣▒Ē├µ│╔ą═─▄ē“▀_ĄĮłA╗¼▀^Č╔Ą─ą¦╣¹ĪŻ
5 č÷╬╗║ĖĮėĶF╦«Ž┬ēŗĮŌøQ┤ļ╩®
č÷╬╗║ĖĮėĢrŻ¼║ĖĮė╚█│žį┌ūį╔ĒĄ─ųž┴”ė░ĒæŽ┬Ģ■«a╔·Ž┬ēŗ║═╚█Ą╬▀^Č╚Ż¼ą╬│╔║Ė┐pŲ½Ž“ča░Õę╗é╚Ą─¼FŽ¾Ż¼įņ│╔║ĖĮė╚▒Ž▌║═║Ė┐p╚█║Ž▓╗┴╝ĪŻ×ķ▒▄├Ō▀@ą®å¢Ņ}Ż¼║ĖĮėĢr║ĖŚl┼cča░Õę╗é╚ę╦│╔30ĪŃŖAĮŪŻ¼▓╔ė├ę╗ūų═∙Å═Ą─▀\ŚlĘĮĘ©ĪŻ┤╦║ĖĘ©Ą─ā׳c╩Ū├┐Ą└║ĖĄ└│╔ą═šŁŻ¼║ĖĮė╚█│žąĪŻ¼║ĖŚlį┌å╬╬╗Ģrķgā╚═Ļ│╔Ą─║ĖĄ└ķLŻ¼╚█│ž£žČ╚ė╔Ė▀£žŽ“Ą═£ž▐Dūā╦┘Č╚┐ņŻ¼║ĖĮė╚█│žą╬│╔Ą─▒Ē├µÅł┴”┐žųŲā×ė┌Ųõ╦¹║ĖĮėĘĮĘ©Ż¼─▄ē“ėąą¦Ą─Ę└ų╣║ĖĮė╚█│žį┌ūį╔Ēųž┴”ė░ĒæŽ┬«a╔·Ž┬ēŗŻ¼ę▓┐╔£p╔┘Ųõ╦¹║Ė┐p╚▒Ž▌ĪŻ

ū„š▀║åĮķŻ║ĻÉīW╬õŻ¼1985─Ļ╔·Ż¼ų·└Ē╣ż│╠ĤŻ¼ą┬Į«▌öė═ÜŌĘų╣½╦Š█Ę╔ŲŠSōīą▐ųąą─║Ė╣żŻ¼ų„ę¬Å─╩┬▌öė═ÜŌ╣▄Ą└ŠSōīą▐╣żū„ĪŻ┬ōŽĄĘĮ╩ĮŻ║18209656864Ż¼584888447@qq.comĪŻ
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW░▓éõ 62010202003034╠¢
Ė╩╣½ŠW░▓éõ 62010202003034╠¢ 
