



ė═ÜŌ╣▄Ą└╣ż│╠║ĖĮė┘|(zh©¼)┴┐╠ß╔²┼c╣▄└ĒīŹ█`
üĒį┤Ż║ĪČ╣▄Ą└▒Żūo(h©┤)ĪĘ2023─ĻĄ┌5Ų┌ ū„š▀Ż║╦Õė└└“ ĢrķgŻ║2023-9-25 ķåūxŻ║
╦Õė└└“
ųąć°╩»ė═╠ņ╚╗ÜŌ╣▄Ą└┐ŲīW(xu©”)蹊┐į║ėąŽ▐╣½╦Š
š¬ę¬Ż║Łh(hu©ón)║Ė┐p┘|(zh©¼)┴┐╩Ūė░Ēæ╣▄Ą└▀\ąą░▓╚½Ą─ųžę¬ę“╦žĪŻ▒Š╬─ßśī”ė═ÜŌ╣▄Ą└╣ż│╠║ĖĮė╩®╣żĄ─Łh(hu©ón)║Ė┐p┘|(zh©¼)┴┐╠ß╔²å¢Ņ}Ż¼ć·└@║ĖĮė╣ż╦ćęÄ(gu©®)│╠ł╠(zh©¬)ąą▀^│╠ųąĄ─┘|(zh©¼)┴┐╣▄┐ž³cŻ¼Å─╚╦åTĪóįO(sh©©)éõĪó▓─┴ŽĪó╣ż╦ć║═Łh(hu©ón)Š│Ą╚ĘĮ├µųę╗▀M(j©¼n)ąąĻU╩÷Ż¼░³└©║Ė╣żĪó║ĖĮė╝╝ąg(sh©┤)╚╦åT║═║ĖĮėÖCĮMĄ─╣▄└ĒŻ¼║ĖĮėļŖį┤Ą─╠žąįĪóūįäė║Ėčbéõ╝░įO(sh©©)éõ╣▄└ĒĪŻ│Żė├║ĖĮė▓─┴ŽŅÉą═Īóś╦(bi©Īo)£╩(zh©│n)╝░▓─┴Ž╣▄└ĒŻ¼║ĖĮė╣ż╦ćł╠(zh©¬)ąą▀^│╠╝░╣▄└Ē╣▄┐ž³cŻ¼║ĖĮėŁh(hu©ón)Š│ę¬Ū¾╝░┘|(zh©¼)┴┐╣▄┐žĄ╚Ż¼╠ß│÷┴╦ė═ÜŌ╣▄Ą└Łh(hu©ón)║Ė┐p┘|(zh©¼)┴┐╣▄┐žĄ─┤ļ╩®┼cĘĮĘ©ĪŻ▀@ą®Š▀¾w┤ļ╩®Ż¼╚įąĶĮY(ji©”)║ŽĮ±║¾Ą─īŹļH╣ż│╠Į©įO(sh©©)ŪķørŻ¼ų▓Į╠ß╔²Łh(hu©ón)║Ė┐pĄ─║ĖĮė┘|(zh©¼)┴┐ĪŻ
ĻP(gu©Īn)µIį~Ż║ė═ÜŌ╣▄Ą└Ż╗Łh(hu©ón)║Ė┐pŻ╗║ĖĮė┘|(zh©¼)┴┐Ż╗╩®╣ż╣▄└Ē
Įžų╣2022─ĻĄūŻ¼╬ęć°ęčĮ©│╔┴╦ķLČ╚│¼▀^18Ī┴104 kmĄ─ė═ÜŌ╣▄Ą└Ż¼ųąČĒ╣▄Ą└ĪóųąŠÆ╣▄Ą└Īóųąüå╣▄Ą└ęį╝░╗ź┬ō(li©ón)╗ź═©Ą╚ČÓéĆųž³cė═ÜŌ╣ż│╠Į©įO(sh©©)śŗ(g©░u)ų■┴╦Ī░¢|▒▒Īó╬„▒▒Īó╬„─ŽĪó║Ż╔ŽĪ▒╦─┤¾ė═ÜŌæ(zh©żn)┬į═©Ą└Ż¼ą╬│╔┴╦Ī░╬„ÜŌ¢|▌öĪó╬„ė═¢|╦═Īó▒▒ė═─Ž▀\Īó║ŻÜŌĄŪĻæĪ▒Ą─ė═ÜŌ╣▄ŠW(w©Żng)Ė±ŠųŻ¼ėą┴”═Ųäė┴╦ć°╝ęė═ÜŌ╣▄ŠW(w©Żng)śI(y©©)äš(w©┤)Ą─ĘĆ(w©¦n)ĮĪ░l(f©Ī)š╣ĪŻ╬┤üĒę╗Č╬ĢrŲ┌Ż¼ųąć°╣▄ŠW(w©Żng)Į©įO(sh©©)ąĶŪ¾ę└┼fÅŖä┼Ż¼╠žäe╩Ū╠ņ╚╗ÜŌ╣▄Ą└└’│╠─ĻŠ∙Å═(f©┤)║Žį÷ķL┬╩īó▀_(d©ó)ĄĮ9.8%Ż¼┤¾┐┌ÅĮĪóĖ▀õō╝ēĪóĖ▀ē║┴”ė═ÜŌ╣▄Ą└Ė╔ŠĆĮ©įO(sh©©)╚╬äš(w©┤)ę└╚╗Ę▒ųžŻ¼▀@īóī”║ĖĮė╩®╣ż╝╝ąg(sh©┤)║═╣▄Ą└Łh(hu©ón)║Ė┐p┘|(zh©¼)┴┐╠ß│÷┴╦Ė³Ė▀Ą─ę¬Ū¾ĪŻ
Ą½║ĖĮė┘|(zh©¼)┴┐Ą─ĮY(ji©”)╣¹╩Ū¤oĘ©═©▀^║¾└m(x©┤)Ą─Öz▓ķĪóÖz“ץ╚╩ųČ╬Ą├ĄĮ═Ļš¹Īó│õĘųĄ─“×ūC║═╠ßĖ▀Ą─Ż¼ąĶę¬ī”║ĖĮė▀^│╠▀M(j©¼n)ąąų▄├▄Ą─▓▀äØĪó£╩(zh©│n)éõĪó░▓┼┼║═▒O(ji©Īn)┐žĪŻ╣ż│╠║ĖĮėŪ░ī”╩®║Ė▀^│╠▀M(j©¼n)ąąĄ─▓▀äØĪó£╩(zh©│n)éõĄ─▀^│╠ĘQ×ķ║ĖĮė╣ż╦ćįuČ©Ż¼╣ż│╠║ĖĮė▀^│╠ųąī”╩®╣ż▀^│╠▀M(j©¼n)ąąÖz▓ķĪó▒O(ji©Īn)┐žĄ─▀^│╠ĘQ×ķ║ĖĮė┘|(zh©¼)┴┐╣▄┐žŻ¼╝┤ł╠(zh©¬)ąą║ĖĮė╣ż╦ćęÄ(gu©®)│╠Ą─▀^│╠ĪŻ▒Š╬─ųž³cĮķĮB║ĖĮė╣ż╦ćęÄ(gu©®)│╠ł╠(zh©¬)ąą▀^│╠ųąĄ─┘|(zh©¼)┴┐╣▄┐ž³cĪŻ
1 ║ĖĮė╚╦åT
║ĖĮė╚╦åTų„ę¬░³└©║Ė╣żŻ©║ĖÖC▓┘ū„╣żŻ®║═║ĖĮė┘|(zh©¼)┴┐┐žųŲ╚╦åTŻ©║ĖĮė┘|(zh©¼)ÖzåTŻ®ĪŻ
1.1 ║Ė╣ż
║Ė╣żæ¬(y©®ng)│ųėąėąą¦Ų┌ā╚(n©©i)Ą─Ī░╠žĘNįO(sh©©)éõ░▓╚½╣▄└Ē║═ū„śI(y©©)╚╦åTūCĪ▒║═Ī░╠žĘNū„śI(y©©)▓┘ū„ūCĪ▒Ż¼Ūę┘YĖ±ĒŚ─┐Ę¹║Ž╣▄Ą└╣ż│╠║ĖĮėę¬Ū¾Ż©▒Ē 1Ż®ĪŻ┴Ē═ŌŻ¼ė╔ė┌ė═ÜŌ╣▄Ą└╣ż│╠ĒŚ─┐Ą─║ĖĮėŠ▀ėąę╗Č©Ą─╠ž╩ŌąįŻ¼║Ė╣żŠ▀ėą╠žĘNįO(sh©©)éõ║ĖĮė▓┘ū„╚╦åT┘YĖ±ūCŻ¼▓ó▓╗─▄═Ļ╚½ØMūŃ╣ż│╠ĒŚ─┐Ą─║ĖĮėū„śI(y©©)ąĶŪ¾Ż¼▀ĆąĶĮY(ji©”)║Ž╣ż│╠Ą─Š▀¾w║ĖĮė╣ż╦ćĪó║ĖĮė▓─┴ŽĄ─▓┘ū„╝╝─▄ę¬Ū¾═©▀^╔ŽŹÅ┐╝įćĪŻ
▒Ē 1 ║Ė╣ż╣▄└ĒĄ─┘|(zh©¼)┴┐ĻP(gu©Īn)µI³c
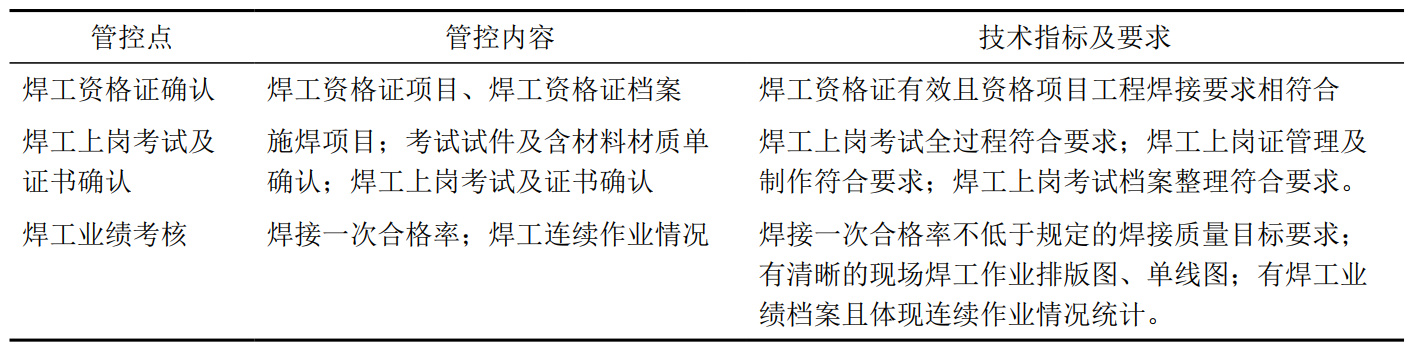
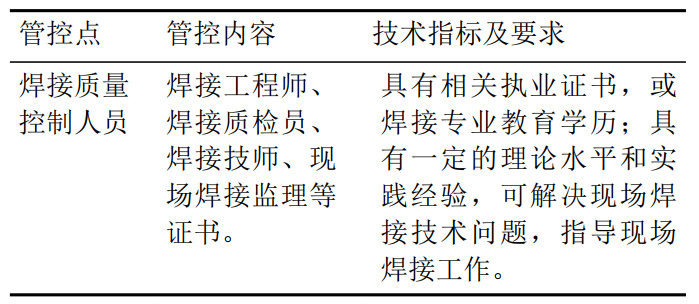
1.2 ║ĖĮė┘|(zh©¼)┴┐┐žųŲ╚╦åT
║ĖĮė┘|(zh©¼)┴┐┐žųŲ╚╦åT╩ŪųĖį┌╩®║Ė▀^│╠ųą▀M(j©¼n)ąą┘|(zh©¼)┴┐╣▄└Ē┼c▒O(ji©Īn)┐žĄ─║ĖĮė┘|(zh©¼)ÖzåTĪó║ĖĮė╝╝Ĥ╗“║ĖĮė╣ż│╠ĤĄ╚Ż¼┐╔╝░ĢrųĖī¦(d©Żo)¼F(xi©żn)ł÷║ĖĮė╣żū„Ż¼ĮŌøQ¼F(xi©żn)ł÷║ĖĮė╝╝ąg(sh©┤)å¢Ņ}ĪŻ║ĖĮė┘|(zh©¼)┴┐┐žųŲ╚╦åT═©│ŻĮø(j©®ng)▀^┼Óė¢(x©┤n)Ż¼šŲ╬šŁh(hu©ón)║Ė┐p═Ōė^Öz▓ķŻ¼┴╦ĮŌ╔õŠĆÖz£yĄūŲ¼║═AUTĪóPAUTÖz£yłDūVĄ─╚▒Ž▌įu┼ą▀^│╠Ż¼Š▀ėąę╗Č©Ą─║ĖĮė╚▒Ž▌┼c║ĖĮė╣ż╦ćŽÓĻP(gu©Īn)ąįĘų╬÷Ą─ų¬ūRŻ©▒Ē 2Ż®ĪŻ
▒Ē 2 ║ĖĮė┘|(zh©¼)┴┐┐žųŲ╚╦åTĄ─┘|(zh©¼)┴┐ĻP(gu©Īn)µI³c
1.3 ║ĖĮėÖCĮM
╣ż│╠║ĖĮėÖCĮM╚╦åTæ¬(y©®ng)ŽÓī”╣╠Č©Ż¼╩®╣ż║Ž═¼ųąæ¬(y©®ng)╝sČ©║ĖĮėÖCĮM▓╗┐╔╠µōQ╚╦åTŪÕå╬ĪŻ«ö(d©Īng)ÖCĮMĄ─║Ė╣ż╠µōQ▒╚└²│¼▀^╦─Ęųų«ę╗ĢrŻ¼ųžą┬░┤ą┬ÖCĮM▀M(j©¼n)ąą║ĖĮė┘|(zh©¼)┴┐╣▄└Ē┼c▒O(ji©Īn)┐žĪŻ
╚¶│÷¼F(xi©żn)║Ė╣ż¤o┘YĖ±╗“┘YĖ±┼c╩®║ĖĒŚ─┐▓╗Ę¹Ż¼║Ė▓─╬┤Å═(f©┤)ÖzŠ═ė├ė┌¼F(xi©żn)ł÷Ż¼╣╩ęŌ▓╗╔Ļšł¤oōpÖz£yĪó╦ĮĖŅ╦ĮĖ─Īó╦ĮūįĘĄą▐Ż¼║ĖĮėīėöĄ(sh©┤)ĪóĄ└┤╬┼c║ĖĮė╣ż╦ćęÄ(gu©®)│╠▓╗Ę¹Ą╚ŪķørĢrŻ¼║ĖĮėÖCĮMķLžō(f©┤)ų„꬞¤(z©”)╚╬īó▒╗ų▒ĮėŪÕ═╦ĪŻ
╚¶║ĖĮėÖCĮMķL╬┤┬─ąąķ_╣żŚl╝■┤_šJ(r©©n)║═╚½╣żą“▒O(ji©Īn)ČĮÖz▓ķŻ¼┘|(zh©¼)ÖzåT╬┤┬─ąą╚½╣żą“┘|(zh©¼)┴┐Öz▓ķ┤_šJ(r©©n)┼c▀^│╠▒O(ji©Īn)ČĮŻ¼Ė„╣ż╬╗╣żū„╬┤─▄ėąą¦ł╠(zh©¬)ąą╣ż╦ć╝o(j©¼)┬╔ę¬Ū¾╗“š▀╣żū„═Ļ│╔║¾▓╗▀M(j©¼n)ąąūįÖzŻ¼ät║ĖĮėÖCĮMąĶĢ║═Ż╩®╣ż▀M(j©¼n)ąąš¹Ė─ĪŻ
2 ║ĖĮėįO(sh©©)éõ
2.1 ║ĖĮė╣ż╦ć┼c║ĖĮėļŖį┤═Ō╠žąį
║ĖŚlļŖ╗Ī║Ė║═µuśOÜÕ╗Ī║Ė╣ż╦ćČ╝▓╔ė├ČĖĮĄ═Ō╠žąįļŖį┤Ż¼įO(sh©©)éõ═©│Ż▌^×ķ║åå╬Ż¼▓┘ū„ĘĮ▒ŃŻ¼ęūė┌ŠSą▐ĪŻįō╣ż╦ć▀^│╠ųąŻ¼æ¬(y©®ng)ūóęŌ▒O(ji©Īn)┐ž║ĖĮėļŖ┴„Ą─ĘČć·╩Ūʱį┌║ĖĮė╣ż╦ćęÄ(gu©®)│╠ęÄ(gu©®)Č©Ą─ĘČć·ā╚(n©©i)ĪŻ
╚█╗»śOÜŌ¾w▒Żūo(h©┤)║ĖŻ©║¼ūį▒Żūo(h©┤)╦ÄąŠ║ĖĮz░ļūįäė║ĖŻ®╣ż╦ć▓╔ė├ŲĮ═Ō╠žąįļŖį┤Ż¼ęūė┌īŹ¼F(xi©żn)ūįäė╗»Ż¼║ĖĮėą¦┬╩Ė▀ĪŻĄ½CO2║ĖĢr’w×R┤¾Ż¼╗Ī╣ŌÅŖŻ¼ęū«a(ch©Żn)╔·ÜŌ┐ūĪó╬┤╚█║ŽĄ╚╚▒Ž▌ĪŻįō╣ż╦ć▀^│╠ųąŻ¼æ¬(y©®ng)ūóęŌ▒O(ji©Īn)┐žļŖ╗ĪļŖē║║═╦═Įz╦┘Č╚Ą─ĘČć·╩Ūʱį┌║ĖĮė╣ż╦ćęÄ(gu©®)│╠ęÄ(gu©®)Č©Ą─ĘČć·ā╚(n©©i)ĪŻ
├}ø_╩Į╚█╗»śOÜŌ▒Żūo(h©┤)║ĖŻ©║¼STTĪóRMDŻ®╣ż╦ć▓╔ė├├}ø_ļŖį┤═Ō╠žąįŻ¼ļŖ╗Ī¤ß┴┐ąĪŪę┐žųŲŠ½┤_Ż¼ęūė┌å╬├µ║Ėļp├µ│╔ą═Ż¼Ą½▓┘ū„▓╗╩ņŠÜĢręūį┌Ė∙▓┐│÷¼F(xi©żn)╬┤╚█║Ž╚▒ŪĘĪŻįō╣ż╦ć▀^│╠ųąŻ¼æ¬(y©®ng)ūóęŌ▒O(ji©Īn)┐ž║ĖĮėļŖ┴„ĪóļŖ╗ĪļŖē║╝░ŽÓĻP(gu©Īn)├}ø_ģóöĄ(sh©┤)Ą─ĘČć·╩Ūʱį┌ęÄ(gu©®)Č©Ą─ĘČć·ā╚(n©©i)ĪŻ
2.2 ╣▄Ą└ūįäė║Ėė├čbéõ
Ż©1Ż®ųąć°╩»ė═╠ņ╚╗ÜŌ╣▄Ą└┐ŲīW(xu©”)蹊┐į║ėąŽ▐╣½╦Šį┌1998─Ļčą░l(f©Ī)▓óæ¬(y©®ng)ė├┴╦Ą┌ę╗┤·PAWŽĄ┴ą╣▄Ą└ūįäė║ĖÖCŻ¼ĄĮ2020─Ļčą░l(f©Ī)æ¬(y©®ng)ė├┴╦Ą┌╚²┤·CPP900ŽĄ┴ą╣▄Ą└║ĖĮėīŻÖCŻ¼▓╔ė├╚½öĄ(sh©┤)ūų╗»┐žųŲŽĄĮy(t©»ng)Ż¼īŹ¼F(xi©żn)┼cć°«a(ch©Żn)║ĖĮėļŖį┤Ą─╔ŅČ╚╚┌║Ž║═ļŖ╗ĪĖ·█Ö╝╝ąg(sh©┤)Ą─Š½╝Ü(x©¼)╗»╠ß╔²Ż¼į┌ųąČĒ¢|ŠĆĪó╠Ų╔ĮLNGĒŚ─┐Īó├╔╬„├║ųŲÜŌ╣▄Ą└ĒŚ─┐ĪóÅV╬„ų¦Ė╔ŠĆĪó╬„ÜŌ¢|▌ö╚²ŠĆĄ╚╣ż│╠ųąĄ├ĄĮ┴╦ÅVĘ║Ą─æ¬(y©®ng)ė├ĪŻ
Ż©2Ż®│╔Č╝ą▄╣╚╝ė╩└ļŖŲ„ėąŽ▐╣½╦Šį┌2009─Ļčą░l(f©Ī)▓óæ¬(y©®ng)ė├┴╦Ą┌ę╗┤·XG-AŽĄ┴ą╣▄Ą└ūįäė║ĖÖCŻ¼2016─ĻčąųŲ│÷Ą┌Č■┤·XG-AŽĄ┴ą╣▄Ą└ūįäė║Ėčbéõ,ķ_╩╝į┌ųąČĒįŁė═Č■Ų┌╣▄Ą└╣ż│╠ĪóųąČĒ¢|ŠĆ▒▒Č╬╠ņ╚╗ÜŌ╣▄Ą└╣ż│╠ųąÅVĘ║æ¬(y©®ng)ė├Ż¼Š▀ėąWIFIĪóÆ▀┤aŲ„Įė┐┌ĪóūįäėļŖ╗ĪĖ·█Ö╣”─▄Ż¼┐╔╠ß╣®▀h(yu©Żn)│╠╝╝ąg(sh©┤)Ę■äš(w©┤)┼cöĄ(sh©┤)ō■(j©┤)įŲČ╦é„▌öŻ¼ĘĮ▒Ń║ĖĮė╣ż│╠┘|(zh©¼)┴┐Ą─īŹĢr▒O(ji©Īn)┐ž║═╣▄└ĒĪŻ
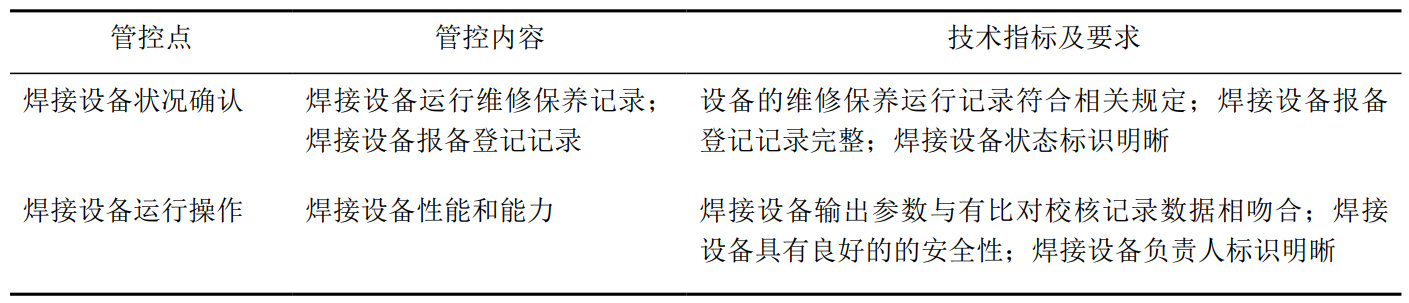
2.3 ║ĖĮėįO(sh©©)éõ╣▄└Ēę¬Ū¾
ķ_╣żŪ░Ż¼æ¬(y©®ng)ī”║ĖĮėįO(sh©©)éõ▀M(j©¼n)ąąÖz▓ķęį┤_▒ŻįO(sh©©)éõ╠Äė┌┴╝║├Īó░▓╚½Ą─╣żū„ĀŅæB(t©żi)ĪŻ║ĖĮėļŖį┤Ą─═Ō╠žąįĪóļŖ╠žąįĘ¹║Ž║ĖĮė╣ż╦ćę¬Ū¾ĪŻūįäė║Ėė├║ĖĮėÖCŠ▀ĪóįO(sh©©)éõ┼c║ĖĮė╣ż╦ćęÄ(gu©®)│╠ęÄ(gu©®)Č©Ą─«a(ch©Żn)ŲĘ├¹ĘQŽÓĘ¹║ŽĪŻ║ĖĮėįO(sh©©)éõĄ─ļŖ┴„ĪóļŖē║Īó╦═Įz╦┘Č╚Ą╚’@╩ŠģóöĄ(sh©┤)ėą▒╚ī”ąŻ║╦ėøõøŻ¼ŪęöĄ(sh©┤)ō■(j©┤)╬Ū║ŽĪŻėąöĄ(sh©┤)ō■(j©┤)é„▌öę¬Ū¾ĢrŻ¼║ĖĮėįO(sh©©)éõæ¬(y©®ng)Š▀ėąīŹĢrģóöĄ(sh©┤)▓╔╝»║═öĄ(sh©┤)ō■(j©┤)▀h(yu©Żn)│╠é„▌ö─▄┴”ĪŻ║ĖĮėįO(sh©©)éõėąŠSą▐▒ŻB(y©Żng)▀\ąąėøõøŻ¼ŪęĀŅæB(t©żi)ś╦(bi©Īo)ūR├„╬·Ż©▒Ē 3Ż®ĪŻ
▒Ē 3 ║ĖĮėįO(sh©©)éõĄ─┘|(zh©¼)┴┐ĻP(gu©Īn)µI³c
3 ║ĖĮė▓─┴Ž
3.1 ė═ÜŌ╣▄Ą└│Żė├║ĖĮė▓─┴Ž
ė═ÜŌ╣▄Ą└╣ż│╠ųą│Żė├Ą─║ĖĮė▓─┴ŽŅÉą═╚ńłD 1╦∙╩ŠŻ¼░³└©└wŠS╦ž║ĖŚlĪóĄ═Üõ║ĖŚlĪóīŹą─║ĖĮzĪóĮī┘Ę█ąŠ║ĖĮz║═ÜŌ▒Żūo(h©┤)╦ÄąŠ║ĖĮzĄ╚ĪŻ

łD 1 ė═ÜŌ╣▄Ą└ė├║ĖĮė▓─┴Ž
3.2 ║ĖĮė▓─┴Žś╦(bi©Īo)£╩(zh©│n)
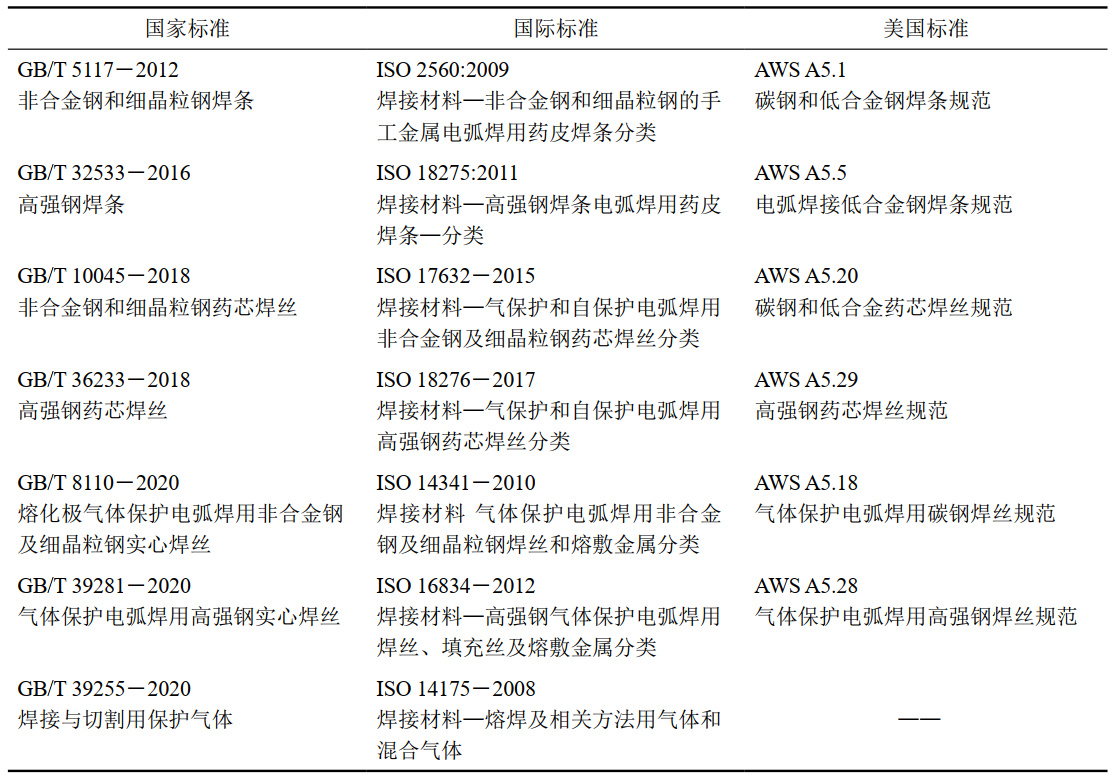
ūį2012─Ļķ_╩╝Ż¼╬ęć°ķ_╩╝ī”ś╦(bi©Īo)ŽÓæ¬(y©®ng)Ą─ć°ļHś╦(bi©Īo)£╩(zh©│n)Ż¼īó║ĖĮė▓─┴Žć°╝ęś╦(bi©Īo)£╩(zh©│n)▀M(j©¼n)ąą▐D(zhu©Żn)╗»ĪŻŲõųąŻ¼ė═ÜŌ╣▄Ą└╣ż│╠ŽÓĻP(gu©Īn)Ą─│Żė├║ĖĮė▓─┴Žć°╝ęś╦(bi©Īo)£╩(zh©│n)ī”šš╚ń▒Ē 4╦∙╩ŠĪŻ
▒Ē 4 ║ĖĮė▓─┴ŽĄ─ć°ā╚(n©©i)═Ōś╦(bi©Īo)£╩(zh©│n)ī”šš▒Ē
3.3 ║ĖĮė▓─┴ŽĄ─▒Ż╣▄┼c╩╣ė├
Ż©1Ż®┤µĘ┼Śl╝■ĪŻ╩®╣ż¼F(xi©żn)ł÷æ¬(y©®ng)įO(sh©©)ų├║Ė▓─ÄņŻ¼║Ė▓─Äņæ¬(y©®ng)Ė╔į’Īó═©’L(f©źng)Īó¤oĖ»╬gąįŻ¼┐╔▓╔ė├ęŲäė╩Į╝»čbŽõĮY(ji©”)śŗ(g©░u)ĪŻĖ∙ō■(j©┤)ąĶę¬┐╔īó║Ė▓─ÄņäØĘų×ķ┤²Özģ^(q©▒)Īó║ŽĖ±ģ^(q©▒)Ą╚ā╔éĆģ^(q©▒)ė“Ż¼▓óįO(sh©©)ų├žø╝▄Īó▓╔ė├Ę└│▒ä®╗“╚źØ±Ų„Ą╚ĪŻ║Ė▓─Äņā╚(n©©i)æ¬(y©®ng)čbėą£žČ╚ėŗ║═رČ╚ėŗŻ¼╩ęā╚(n©©i)£žČ╚æ¬(y©®ng)▓╗Ą═ė┌5ĪµŻ¼ŽÓī”رČ╚æ¬(y©®ng)ąĪė┌60%Ż¼▀_(d©ó)▓╗ĄĮā”┤µŚl╝■Ą─║Ė▓─Äņæ¬(y©®ng)įO(sh©©)ų├╚źØ±Īó╝ė¤ßįO(sh©©)éõĪŻ
Ż©2Ż®▒Ż╣▄ĪŻæ¬(y©®ng)ėą║ĖĮė▓─┴Ž╣▄└Ē╚╦åTŻ¼žō(f©┤)ž¤(z©”)║ĖĮė▓─┴ŽĄ─║µĖ╔Īó▒Ż╣▄Īó░l(f©Ī)Ę┼╝░╗ž╩šŻ¼æ¬(y©®ng)Į©┴ó║Ė▓─│÷╚ļÄņĄŪėø┼_ÄżĪŻæ¬(y©®ng)├┐╠ņ░┤ęÄ(gu©®)Č©ėøõøÄņā╚(n©©i)£žČ╚║═رČ╚ĪŻ╚ń░l(f©Ī)¼F(xi©żn)║Ė▓─▒Ż┤µ▓╗«ö(d©Īng)Č°│÷¼F(xi©żn)┐╔─▄ė░Ēæ║ĖĮė┘|(zh©¼)┴┐Ą─å¢Ņ}ĢrŻ¼æ¬(y©®ng)╝░Ģr╔Žł¾▓ó▀M(j©¼n)ąą╠Ä└ĒĪŻ
Ż©3Ż®│÷ÄņĪŻ║ĖĮė▓─┴ŽĄ─░l(f©Ī)Ę┼æ¬(y©®ng)░┤Ž╚╚ļŽ╚│÷Ą─įŁät▀M(j©¼n)ąąŻ¼▒▄├ŌÄņ┤µ│¼Ų┌╦∙ę²ŲĄ─▓╗┴╝║¾╣¹ĪŻŽ┬ėĻ╠ņ▒M┐╔─▄▓╗ę¬▀M(j©¼n)ąą╩ę═Ō░ß▀\Ż¼▒žĒÜ░ß▀\Ģr╔w╔ŽĘ└ėĻ▓╝ĪŻ
ć└(y©ón)ųž╩▄│▒Īóūā┘|(zh©¼)Ą─║ĖĮė▓─┴ŽŻ¼æ¬(y©®ng)ė╔Öz“×å╬╬╗▀M(j©¼n)ąą▒žę¬Ą─Öz“ׯ¼▓óū÷│÷ĮĄ╝ē╩╣ė├╗“ł¾ÅUĄ─╠Ä└ĒøQČ©ų«║¾Ż¼ĘĮ┐╔£╩(zh©│n)įS│÷ÄņĪŻī”ė┌▀@ŅÉ║ĖĮė▓─┴ŽĄ─╚źŽ“▒žĒÜć└(y©ón)Ė±┐žųŲĪŻ
Ż©4Ż®╩╣ė├ĪŻ«ö(d©Īng)╚šŅI(l©½ng)ė├Ą─╠Ņ│õĮī┘├▄ĘŌ░³čbķ_åó║¾æ¬(y©®ng)▒M┐ņ╩╣ė├Ż¼▒▄├Ō╩▄│▒ĪŻ╬┤ė├═ĻĄ─║Ė▓─▒žĒÜĘ┼ų├ĄĮÄņĘ┐ųąŻ¼į┘┤╬╩╣ė├Ģræ¬(y©®ng)Ž╚ė├╗ž╩šĄ─║Ė▓─ĪŻęč║µĖ╔Ą─Ą═Üõ║ĖŚlæ¬(y©®ng)▒Ż┤µį┌▒Ż£ž═░ā╚(n©©i)Ż¼ļSė├ļS╚ĪĪŻ║ĖŚlųžą┬║µĖ╔┤╬öĄ(sh©┤)▓╗æ¬(y©®ng)│¼▀^2┤╬ĪŻ║ĖĮėÜŌ¾wĄ─╝āČ╚Īó┼õ▒╚║═║¼╦«┬╩Ą╚æ¬(y©®ng)Ę¹║Žę¬Ū¾ĪŻ
╩╣ė├│¼│÷╔·«a(ch©Żn)╚šŲ┌2─ĻĄ─╠Ņ│õĮī┘Ģræ¬(y©®ng)╬»═ąŠ▀ėąCMA║═CNAS┘Y┘|(zh©¼)Ą─Öz£yÖCśŗ(g©░u)▀M(j©¼n)ąąĄ┌╚²ĘĮÖz“×įuārĪŻÖz“×║ŽĖ±║¾Ą─║ĖĮė▓─┴Žæ¬(y©®ng)į┌6éĆį┬ā╚(n©©i)╩╣ė├ĪŻ
4 ║ĖĮė╣ż╦ć
4.1 ║ĖĮėŲ┬┐┌╝░╣▄┐┌ĮMī”
╩ų╣ż║Ė║═░ļūįäė║ĖĄ─Ų┬┐┌ę╗░Ń╩Ūį┌╣▄ÅS╝ė╣żŅA(y©┤)ųŲĄ─ĪŻ▀BŅ^ĪóĘĄą▐Ą╚╠ž╩Ō║Ė┐┌┐╔▓╔ė├╗čµŪąĖŅ╗“Ą╚ļxūėŪąĖŅĄ╚ĘĮĘ©į┌¼F(xi©żn)ł÷▀M(j©¼n)ąąŪąĖŅ╝ė╣żŻ¼▓óīóŲ┬┐┌ą▐─źŠ∙ä“Īó╣Ō╗¼ĪŻ▓╗Ą╚▒┌║±õō╣▄ī”Įė║ĖĄ─║Ė┐┌Ż¼æ¬(y©®ng)╝ė╣ż│╔ā╚(n©©i)┐ūÕFą═Ų┬┐┌╗“▀M(j©¼n)ąąŽ„▒Ī╠Ä└ĒĪŻūįäė║ĖĄ─Å═(f©┤)║ŽŲ┬┐┌ätæ¬(y©®ng)ė├Ų┬┐┌ÖCį┌¼F(xi©żn)ł÷▀M(j©¼n)ąą╝ė╣żŻ¼╚ńłD 2╦∙╩ŠĪŻūįäė║ĖŲ┬┐┌Ą─│▀┤ńŠ½Č╚Öz▓ķŻ¼æ¬(y©®ng)▓╔ė├ė╬ś╦(bi©Īo)┐©│▀║═╣š│▀Ż©╗“╔ŅČ╚│▀Īó░Õ│▀Ż®Ż¼£y┴┐Å═(f©┤)║ŽŲ┬┐┌Ą─╣š³cĖ▀Č╚HĪóŌg▀ģ║±Č╚P║═░ļŲ┬┐┌īÆČ╚W╚²éĆöĄ(sh©┤)ō■(j©┤)Ż¼╚ńłD 3╦∙╩ŠĪŻ
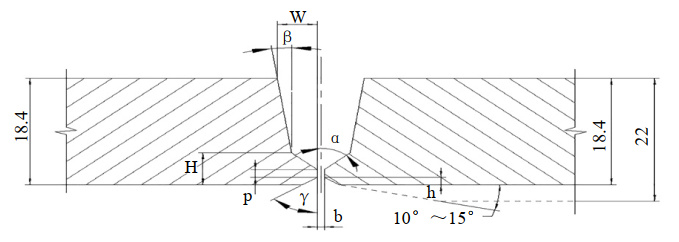
łD 2 ūįäė║ĖĄ─Å═(f©┤)║ŽŲ┬┐┌╩ŠęŌłD
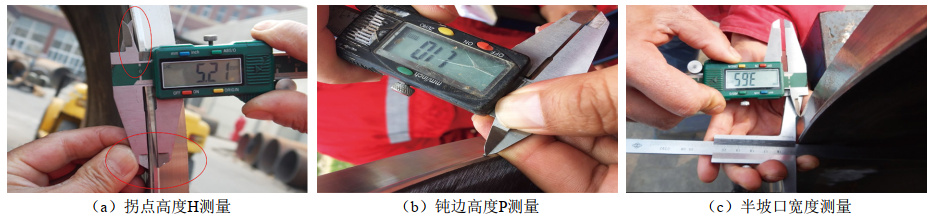
łD 3 ūįäė║ĖĄ─Å═(f©┤)║ŽŲ┬┐┌│▀┤ńŠ½Č╚£y┴┐
╣▄┐┌ĮMī”Ū░Ż¼æ¬(y©®ng)ą▐─ź╣▄¾wā╚(n©©i)═Ō║Ė┐pėÓĖ▀ĪŻ╩ų╣ż║Ė╗“░ļūįäė║ĖĢrŻ¼Ų┬┐┌╝░ā╔é╚(c©©)20 mmĘČć·ā╚(n©©i)æ¬(y©®ng)┤“─źų┴’@¼F(xi©żn)│÷Įī┘╣ŌØ╔ĪŻ«ö(d©Īng)▓╔ė├AUT╗“PAUTÖz£yĢrŻ¼Ų┬┐┌╝░ā╔é╚(c©©)150 mmĘČć·ā╚(n©©i)æ¬(y©®ng)ŪÕ└ĒĖ╔ā¶ĪŻĮMī”ĢrŻ¼ā╔ŽÓÓÅ╣▄Ą─ųŲ╣▄║Ė┐pæ¬(y©®ng)ŽÓ╗źÕeķ_ų┴╔┘100 mmĪŻ
4.2 ŅA(y©┤)¤ß£žČ╚║═Ą└ķg£žČ╚
ė═ÜŌ╣▄Ą└║ĖĮė╩®╣żĢrŻ¼═©│Żæ¬(y©®ng)▀M(j©¼n)ąą║ĖŪ░ŅA(y©┤)¤ßŻ¼▓ó▒Ż│ųę╗Č©Ą─Ą└ķg£žČ╚ĪŻ«ö(d©Īng)Łh(hu©ón)Š│£žČ╚Ė▀ė┌®ü5Īµ┐╔╩╣ė├Łh(hu©ón)ą╬╗čµ╝ė¤ßŲ„Ż¼Łh(hu©ón)Š│£žČ╚Ą═ė┌®ü5ĪµĢrätę╦╩╣ė├Ėąæ¬(y©®ng)╝ė¤ßŲ„ĪŻ╚ń╣¹║ĖĮė▀^│╠ųąĄ└ķg£žČ╚▓╗─▄▒Ż│ųĢrŻ¼┐╔╩╣ė├ļŖ░ķ¤ßĪŻ
║ĖŪ░ŅA(y©┤)¤ß║═Ą└ķg▒Ż£žĄ─ų„ę¬─┐Ą─╩ŪŅA(y©┤)Ę└║ĖĮė└õ┴č╝yĪŻ╚ń╣¹ŅA(y©┤)¤ß£žČ╚▓╗ē“Ż¼Ą└ķg£žČ╚▓╗ūŃŻ¼╩╣Ą├▀M(j©¼n)╚ļĄĮ║Ė┐pĮī┘ųąĄ─Üõ▓╗─▄╝░ĢröU╔ó│÷╚źŻ¼Š═Ģ■į÷╝ėķ_┴č’L(f©źng)ļUĪŻ
4.3 ║ĖĮė╣ż╦ćģóöĄ(sh©┤)
║Ė╣ż▀M(j©¼n)ąą║ĖĮė▓┘ū„Ģr┐é╩Ū┌ģŽ“ė┌╩╣ė├Ė³┤¾Ą─¤ß▌ö╚ļ┴┐Ż¼ę“┤╦║ĖĮė╩®╣ż▀^│╠ųąæ¬(y©®ng)ūóęŌ▒O(ji©Īn)┐ž║ĖĮė╣ż╦ćģóöĄ(sh©┤)Ą─ūā╗»ĘČć·ĪŻė╔ė┌║ĖĮė¤ß▌ö╚ļ┴┐╩Ūę╗éĆėŗ╦ŃųĄŻ¼▓╗─▄ų▒ė^Ąžė^▓ņĄ├ĄĮŻ¼═©│Ż▓╔ė├┐žųŲ║ĖĄ└īėöĄ(sh©┤)║═Ą└öĄ(sh©┤)Īó║ĖĮėļŖ┴„ĘČć·Ą╚ĘĮ╩Į▀M(j©¼n)ąą▒O(ji©Īn)╣▄ĪŻ
4.4 ī”┐┌Ų„║═ī”┐┌ų¦ō╬│Ęļx
ā╚(n©©i)ī”┐┌Ų„Ż©╗“ā╚(n©©i)║ĖÖCŻ®æ¬(y©®ng)į┌Ė∙║ĖĄ└╚½▓┐═Ļ│╔║¾ĘĮ┐╔│ĘļxĪŻ═Ōī”┐┌Ų„æ¬(y©®ng)į┌Ė∙║ĖĄ└Š∙ä“?q©▒)”ĘQ═Ļ│╔50%ĪóŪę├┐Č╬║Ė┐pķLČ╚┤¾ė┌100 mmĘĮ┐╔│ĘļxĪŻĖ∙║Ė═Ļ│╔║¾Ą─õō╣▄į┌Ę┼ų├ĄĮ╣▄Čš╔ŽĄ─▀^│╠ųąŻ¼õō╣▄▓╗æ¬(y©®ng)╩▄ĄĮš±äė║═ø_ō¶ĪŻ
į┌õō╣▄ĘĆ(w©¦n)Č©į┌╣▄Čš╔Žų«Ū░Ż¼▓╗─▄│Ęļxų¦ō╬Ą§Š▀ĪŻõō╣▄ų¦ō╬▓╗ĘĆ(w©¦n)Č©░³└©õō╣▄æę┐šŻ¼ØL╣▄Ż¼Ė∙║Ė▀^│╠ųąš{(di©żo)š¹ī”┐┌ķgŽČŻ¼¤ß║Ė╬┤═Ļ│╔Ģr│ĘļxĄ§ÖC▀M(j©¼n)ąąŽ┬ę╗Ą└║Ė┐┌ĮMī”Ż¼╗“ė├ė┌ĮMī”Ą─Ń^ÖCį┌Ė∙║Ė▀^│╠ųą═╗╚╗ąČē║Ż¼▀@ą®╩Ūįņ│╔╩®╣żŲ┌║ĖĮė┴č╝yĄ─ų„ę¬įŁę“ĪŻ
4.5 ╣╠Č©┐┌▀BŅ^║ĖĮė
╣╠Č©┐┌▀BŅ^Ąž³cę╦▀xō±į┌Ąžä▌ŲĮ╠╣Č╬Ż¼╣╠Č©▀BŅ^┐┌æ¬(y©®ng)▀xō±į┌Ą╚▒┌║±Ą─ų▒╣▄Č╬╔ŽĪŻ▐D(zhu©Żn)ĮŪÅØĪó┤®įĮ│÷═┴³cĄ╚╬╗ų├Ą─╣╠Č©┐┌▀BŅ^Ż¼ę╦čė╔ņų┴Ąžä▌ŲĮ╠╣Č╬ĪŻ«ö(d©Īng)¼F(xi©żn)ł÷ąĶę¬ŪąĖŅ║Ė┐┌ĢrŻ¼ŪąĖŅīÆČ╚æ¬(y©®ng)ų┴╔┘▒╚╔w├µ║ĖĄ└├┐é╚(c©©)īÆ5 mmŻ¼ęį╚ź│²įŁ║Ė┐p¤ßė░Ēæģ^(q©▒)ĪŻ
4.6 ĘĄą▐║ĖĮė
ĘĄą▐Ū░┤_šJ(r©©n)╚▒Ž▌ęč▒╗═Ļ╚½┤“─źŪÕ│²╩Ū┘|(zh©¼)┴┐╣▄┐žĄ─ĻP(gu©Īn)µIŁh(hu©ón)╣Ø(ji©”)ų«ę╗Ż¼┐╔į┌┤“─ź▀^│╠ųą▓╔ė├─┐ęĢÖz▓ķĄ─ĘĮĘ©▀M(j©¼n)ąąÖz▓ķ║═┤_šJ(r©©n)ĪŻĖ∙║ĖīėĘĄą▐ĢrŻ¼┐╔─▄┤µį┌Ė³┤¾Ą─Šą╩°Č╚Ż¼┐╔▓╔ė├š¹╣▄ŅA(y©┤)¤ßĪŻ╠Ņ│õĪó╔w├µīėĘĄą▐ĢrŻ¼┐╔ę└ō■(j©┤)õō╣▄▒┌║±║═õō╝ēüĒøQČ©Šų▓┐ŅA(y©┤)¤ß╗“š¹┐┌ŅA(y©┤)¤ßĪŻŽÓÓÅā╔ĘĄą▐╠ÄĄ─ŠÓļxąĪė┌100 mmĢrŻ¼░┤ę╗╠Ä╚▒Ž▌▀M(j©¼n)ąąĘĄą▐ĪŻĘĄą▐║Ė┐éķLČ╚æ¬(y©®ng)▓╗┤¾ė┌1/3 ╣▄ų▄ķLĪŻ
Č©Ų┌Įy(t©»ng)ėŗĘų╬÷║ĖĮė╚▒Ž▌Ą─«a(ch©Żn)╔·╬╗ų├ĪóŅÉą═╝░┼c║Ė╣żĪó║ĖĮėįO(sh©©)éõĄ─ŽÓĻP(gu©Īn)ąįŻ¼ėą└¹ė┌║ĖĮė┘|(zh©¼)┴┐╠ß╔²ĪŻ╣▄Ą└ūįäė║ĖĢrŻ¼Ė∙ō■(j©┤)¤oōpÖz£yÖCĮMĘ┤üĄ─Öz£yĮY(ji©”)╣¹╝░Ģr▀M(j©¼n)ąą╚▒Ž▌«a(ch©Żn)╔·įŁę“Ą─Įy(t©»ng)ėŗĘų╬÷Ż¼ėą└¹ė┌▒▄├Ō═¼ŅÉą═╚▒Ž▌Ą─▀B└m(x©┤)«a(ch©Żn)╔·Ż¼ę▓ėą└¹ė┌╠ß╔²ūįäė║ĖÖCĮMĄ──▄┴”ĪŻ
5 ║ĖĮėŁh(hu©ón)Š│
╚ń╣¹ūį╚╗ÜŌ║“Śl╝■▓╗ØMūŃ║ĖĮėŁh(hu©ón)Š│ę¬Ū¾ĢrŻ¼æ¬(y©®ng)▓╔╚Ī▒žę¬Ą─Ę└ūo(h©┤)┤ļ╩®Ż¼╚ńĘ└’L(f©źng)┼’Īóš┌ėĻ┼’ĪóĘ└’L(f©źng)▒Ż£ž┼’Ą╚ĪŻ║ĖĮėŁh(hu©ón)Š│Ą─┘|(zh©¼)┴┐ĻP(gu©Īn)µI³c╚ń▒Ē 5╦∙╩ŠĪŻ
▒Ē 5 ║ĖĮėŁh(hu©ón)Š│Ą─┘|(zh©¼)┴┐ĻP(gu©Īn)µI³c
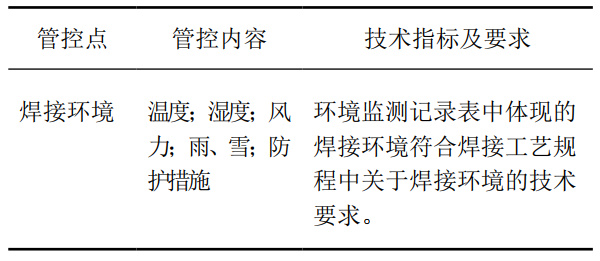
«ö(d©Īng)ūį╚╗ÜŌ║“Śl╝■£žČ╚Ą═ė┌®ü5ĪµĢrŻ¼ī┘ė┌Ą═£žŁh(hu©ón)Š│║ĖĮėū„śI(y©©)ĘČ«ĀŻ¼æ¬(y©®ng)äō(chu©żng)įņØMūŃ║ĖĮė╣ż╦ćęÄ(gu©®)│╠ę¬Ū¾Ą─╩®║ĖŁh(hu©ón)Š│Ż¼╚ń▒Ż£ž┼’ĪóĄŌµu¤¶Īó¤ß’L(f©źng)ÖCĄ╚ĪŻĖ∙║Ėķ_╩╝Ū░Ż¼╚¶Ą═ė┌ūŅĄ═ŅA(y©┤)¤ß£žČ╚ę¬Ū¾æ¬(y©®ng)ųžą┬ŅA(y©┤)¤ßĪŻ║ĖĮė▀^│╠ųą┐╔▓╔ė├ļŖ░ķ¤ßüĒ▒ŻūCīėŻ©Ą└Ż®ķg£žČ╚ĪŻūįäė║ĖĄ─╦═ĮzÖCĄ╚čbų├ę╦Ę┼ų├į┌Ę└’L(f©źng)▒Ż£ž┼’ā╚(n©©i)ĪŻ▒Żūo(h©┤)ÜŌ¾wæ¬(y©®ng)▀M(j©¼n)ąą▒Ż£ž╠Ä└ĒŻ¼▒ŻūC└¹ė├┬╩ĪŻ
6 ĮY(ji©”)šZ
Ż©1Ż®║ĖĮė╣ż╦ćęÄ(gu©®)│╠╩Ū║ĖĮė╩®╣ż▀^│╠Ą─ųĖī¦(d©Żo)ąį╬─╝■Ż¼╩Ū┤_▒Żė═ÜŌ╣▄Ą└Ą─Łh(hu©ón)║Ė┐p║ĖĮė┘|(zh©¼)┴┐Ą─╗∙ĄA(ch©│)Ż¼æ¬(y©®ng)į┌╚╦åT┘YĖ±ĪóįO(sh©©)éõ╣▄└ĒĪó║ĖĮė▓─┴Žā×(y©Łu)▀xĪó╣ż╦ć╝o(j©¼)┬╔ł╠(zh©¬)ąą║═║ĖĮėŁh(hu©ón)Š│╣▄┐žĄ╚ĘĮ├µĮo┼cūŃē“Ą─ųžęĢ║═ć└(y©ón)Ė±Ą─ł╠(zh©¬)ąąĪŻ
Ż©2Ż®ė═ÜŌ╣▄Ą└║ĖĮė┘|(zh©¼)┴┐╣▄┐žĄ─ĻP(gu©Īn)µI³cŻ¼į┌ć°╝ę╣▄ŠW(w©Żng)Ą─DEC╬─╝■ųąŠ∙ėąŽÓæ¬(y©®ng)Ą─ęÄ(gu©®)Č©ĪŻ▀@ą®ęÄ(gu©®)Č©╚įąĶĮY(ji©”)║ŽĮ±║¾Ą─īŹļH╣ż│╠Į©įO(sh©©)ŪķørŻ¼ų▓Į╠ß╔²Łh(hu©ón)║Ė┐pĄ─║ĖĮė┘|(zh©¼)┴┐ĪŻ
Ż©3Ż®Łh(hu©ón)║Ė┐pĄ─║ĖĮė┘|(zh©¼)┴┐╣▄┐žŻ¼▀Ć░³└©║ĖĮė╣ż╦ćįuČ©╣▄└ĒĪóŁh(hu©ón)║ĖĮėŅ^ąį─▄Öz“×╣▄└ĒĪó¤oōpÖz£y╣ż╦ć║═╚╦åT╣▄└ĒĄ╚Ż¼─┐Ū░Š∙ėąŽÓæ¬(y©®ng)Ą─DEC╬─╝■ęÄ(gu©®)Č©ĪŻ

ū„š▀║åĮķŻ║╦Õė└└“Ż¼1970─Ļ╔·Ż¼Į╠╩┌╝ēĖ▀╣żŻ¼2008─Ļ▓®╩┐«ģśI(y©©)ė┌╠ņĮ“┤¾īW(xu©”)▓─┴Ž╝ė╣ż╣ż│╠īŻśI(y©©)Ż¼ųąć°╩»ė═╠ņ╚╗ÜŌ╣▄Ą└┐ŲīW(xu©”)蹊┐į║ėąŽ▐╣½╦Š╩ūŽ»║ĖĮė╝╝ąg(sh©┤)īŻ╝ęŻ¼ų„ę¬Å─╩┬ė═ÜŌ╣▄Ą└╝░ā”╣▐Ą─¼F(xi©żn)ł÷║ĖĮė╝╝ąg(sh©┤)蹊┐ĪŻ┬ō(li©ón)ŽĄĘĮ╩ĮŻ║0316-2076715Ż¼cnpcsuiyongli@sina.comĪŻ
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW(w©Żng)░▓éõ 62010202003034╠¢
Ė╩╣½ŠW(w©Żng)░▓éõ 62010202003034╠¢ 
